超声检测锻件实操步骤
- 格式:doc
- 大小:33.00 KB
- 文档页数:1
锻件超声波检测作业指导书7.1适用范围:本条适用于碳素钢和低合金钢锻件的超声波检测和缺陷等级评定,不适用于奥氏体粗晶材料的超声检测,也不适用于内外径之比小于80%的环形和筒形锻件的周向横波检测。
7.2检测工艺卡7.2.1检测工艺卡由具有II级UT资质人员编制,工艺卡的编制应与所执行的技术规范及本检测作业指导书相符。
7.2.2检测工艺卡由具有UTIII资质人员或UT检测责任师审核批准。
7.3检测器材:7.3.1仪器选用数字式超声波检测仪或A型脉冲反射式超声波检测仪,其工作频率范围为0.5-10MHz,水平线性误差不大于1%,垂直线性误差不大于5%。
7.3.2探头选用双晶直探头频率为 5 MHz,晶片面积不小于150mm2;单晶直探头,频率为2-5 MHz,圆晶片直径为14-25mm。
7.3.3试块采用纵波单晶直探头时采用JB/T4730-2005规定的CSI 试块;采用纵波双晶探头时采用JB/T4730-2005图8-5规定的CSII标准试块;检测面是曲面时采用CSIII试块。
7.3.4耦合剂:化合浆糊或机油。
7.4检测时机:原则上安排热处理后,槽、孔、台阶加工前进行。
若热处理后锻件形状不适合超声波检测时,也可在热处理前进行,但在热处理后仍应对锻件进行尽可能完全的检测。
7.5检测方法7.5.1执行检测工艺卡的规定7.5.2锻件一般应进行纵波检测,对筒形锻件还应进行横波检测,但扫查部位和验收标准应根据JB/T4730-2005.3附录C的规定。
7.5.3在纵波检测时,原则上应从两面相互垂直的方向进行检测,尽可能的检测带锻件的全体积,但锻件厚度超过400mm 时,应从两端面进行100%的扫查。
7.6检测灵敏度确定7.6.1纵波直探头检测灵敏度的确定当被检部位的厚度大于或等于3倍进场区时,原则上选用底波计算方法确定基准灵敏度,也可以采用试块法确定基准灵敏度。
7.6.2纵波双晶直探头灵敏度确定根据需要选择不同直径的平底孔试块,并依次测试一组不同检测深度的平底孔(至少三个),调节衰减器,使其中最高回波达到满刻度的80%。
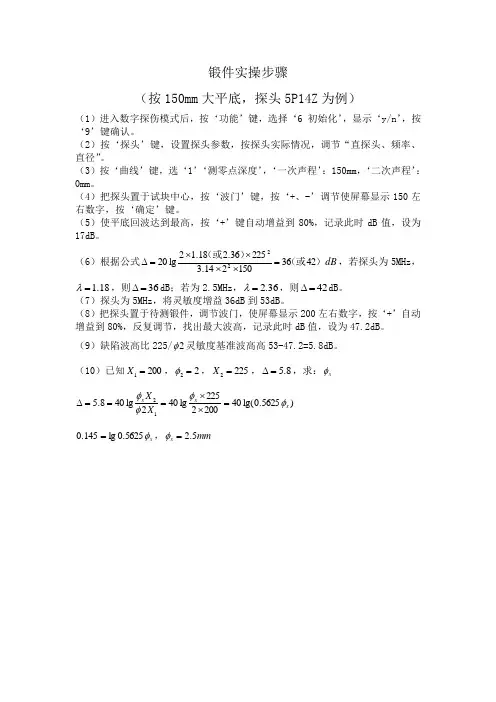
锻件实操步骤
(按150mm 大平底,探头5P14Z 为例)
(1)进入数字探伤模式后,按‘功能’键,选择‘6 初始化’,显示‘y/n ’,按‘9’键确认。
(2)按‘探头’键,设置探头参数,按探头实际情况,调节“直探头、频率、直径”。
(3)按‘曲线’键,选‘1’‘测零点深度’,‘一次声程’:150mm ,‘二次声程’:0mm 。
(4)把探头置于试块中心,按‘波门’键,按‘+、-’调节使屏幕显示150左右数字,按‘确定’键。
(5)使平底回波达到最高,按‘+’键自动增益到80%,记录此时dB 值,设为17dB 。
(6)根据公式dB )(或)(或4236150
214.322536.218.12lg 2022
=⨯⨯⨯⨯=∆,若探头为5MHz ,18.1=λ,则36=∆dB ;若为2.5MHz ,36.2=λ,则42=∆dB 。
(7)探头为5MHz ,将灵敏度增益36dB 到53dB 。
(8)把探头置于待测锻件,调节波门,使屏幕显示200左右数字,按‘+’自动增益到80%,反复调节,找出最大波高,记录此时dB 值,设为47.2dB 。
(9)缺陷波高比225/2φ灵敏度基准波高高53-47.2=5.8dB 。
(10)已知2001=X ,22=φ,2252=X ,8.5=∆,求:x φ
)5625.0lg(40200
2225lg 402lg 408.512x x x X X φφφφ=⨯⨯===∆ x φ5625.0lg 145.0=,mm x 5.2=φ。
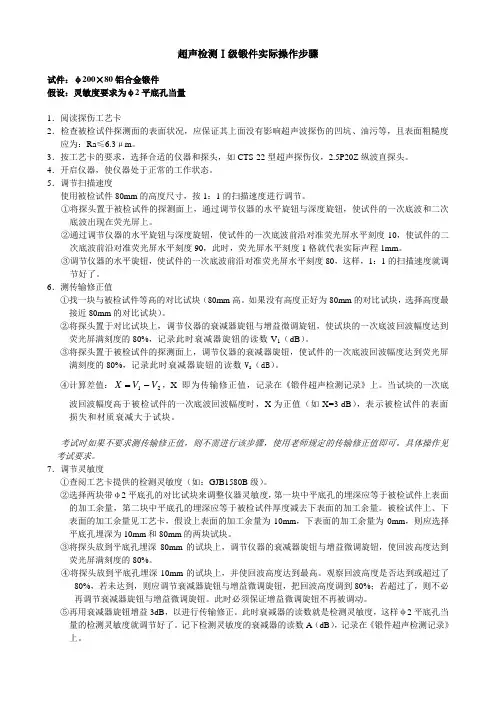
超声检测Ⅰ级锻件实际操作步骤试件:φ200×80铝合金锻件假设:灵敏度要求为φ2平底孔当量1.阅读探伤工艺卡2.检查被检试件探测面的表面状况,应保证其上面没有影响超声波探伤的凹坑、油污等,且表面粗糙度应为:Ra ≤6.3μm 。
3.按工艺卡的要求,选择合适的仪器和探头,如CTS-22型超声探伤仪,2.5P20Z 纵波直探头。
4.开启仪器,使仪器处于正常的工作状态。
5.调节扫描速度使用被检试件80mm 的高度尺寸,按1:1的扫描速度进行调节。
①将探头置于被检试件的探测面上,通过调节仪器的水平旋钮与深度旋钮,使试件的一次底波和二次底波出现在荧光屏上。
②通过调节仪器的水平旋钮与深度旋钮,使试件的一次底波前沿对准荧光屏水平刻度10,使试件的二次底波前沿对准荧光屏水平刻度90,此时,荧光屏水平刻度1格就代表实际声程1mm 。
③调节仪器的水平旋钮,使试件的一次底波前沿对准荧光屏水平刻度80,这样,1:1的扫描速度就调节好了。
6.测传输修正值①找一块与被检试件等高的对比试块(80mm 高。
如果没有高度正好为80mm 的对比试块,选择高度最接近80mm 的对比试块)。
②将探头置于对比试块上,调节仪器的衰减器旋钮与增益微调旋钮,使试块的一次底波回波幅度达到荧光屏满刻度的80%,记录此时衰减器旋钮的读数V 1(dB )。
③将探头置于被检试件的探测面上,调节仪器的衰减器旋钮,使试件的一次底波回波幅度达到荧光屏满刻度的80%,记录此时衰减器旋钮的读数V 2(dB )。
④计算差值:21V V X -=,X 即为传输修正值,记录在《锻件超声检测记录》上。
当试块的一次底波回波幅度高于被检试件的一次底波回波幅度时,X 为正值(如X=3 dB ),表示被检试件的表面损失和材质衰减大于试块。
考试时如果不要求测传输修正值,则不需进行该步骤,使用老师规定的传输修正值即可。
具体操作见考试要求。
7.调节灵敏度①查阅工艺卡提供的检测灵敏度(如:GJB1580B 级)。
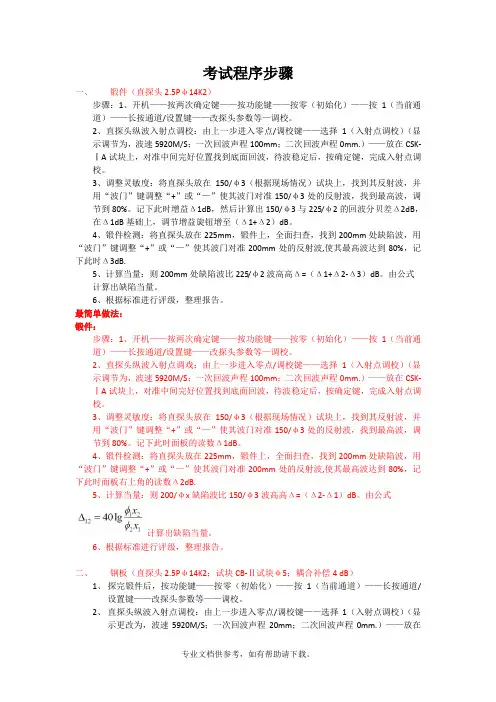
考试程序步骤一、锻件(直探头2.5Pφ14K2)步骤:1、开机——按两次确定键——按功能键——按零(初始化)——按1(当前通道)——长按通道/设置键——改探头参数等—调校。
2、直探头纵波入射点调校:由上一步进入零点/调校键——选择1(入射点调校)(显示调节为,波速5920M/S;一次回波声程100mm;二次回波声程0mm.)——放在CSK-ⅠA试块上,对准中间完好位置找到底面回波,待波稳定后,按确定键,完成入射点调校。
3、调整灵敏度:将直探头放在150/φ3(根据现场情况)试块上,找到其反射波,并用“波门”键调整“+”或“—”使其波门对准150/φ3处的反射波,找到最高波,调节到80%。
记下此时增益Δ1dB,然后计算出150/φ3与225/φ2的回波分贝差Δ2dB,在Δ1dB基础上,调节增益旋钮增至(Δ1+Δ2)dB。
4、锻件检测:将直探头放在225mm,锻件上,全面扫查,找到200mm处缺陷波,用“波门”键调整“+”或“—”使其波门对准200mm处的反射波,使其最高波达到80%,记下此时Δ3dB.5、计算当量:则200mm处缺陷波比225/φ2波高高Δ=(Δ1+Δ2-Δ3)dB。
由公式计算出缺陷当量。
6、根据标准进行评级,整理报告。
最简单做法:锻件:步骤:1、开机——按两次确定键——按功能键——按零(初始化)——按1(当前通道)——长按通道/设置键——改探头参数等—调校。
2、直探头纵波入射点调戏:由上一步进入零点/调校键——选择1(入射点调校)(显示调节为,波速5920M/S;一次回波声程100mm;二次回波声程0mm.)——放在CSK-ⅠA试块上,对准中间完好位置找到底面回波,待波稳定后,按确定键,完成入射点调校。
3、调整灵敏度:将直探头放在150/φ3(根据现场情况)试块上,找到其反射波,并用“波门”键调整“+”或“—”使其波门对准150/φ3处的反射波,找到最高波,调节到80%。
记下此时面板的读数Δ1dB。
超声波无损检测作业规范1.0目的本程序规定了依据API14A,对锻件与锻造产品进行超声波探伤测试的方法,人员要求以及接受的标准。
2.0•范围此规范适用于为本公司所有提供超声波探伤的供应商,也适用于诺斯石油工具按照相关规范的要求进行产品超声波探伤测试的情况。
3.0职责质量控制部负责按本规范要求的执行,确保所有产品符合本规范要求。
4.0术语定义无5.0程序5.1 安全与环境5.1.1 在使用者和承包人特殊安全,健康和环境方针的指导下安全地操作是使用者/承包人的责任。
5.1.2 安全操作由供货商的材料安全数据单(MSDS)来控制,在使用者和承包人特殊安全,健康和环境方针的指导下,使用者/承包人应依照本程序负责对浪费或危害环境的做法进行控制。
5.2 人员资格5.2.1 依据以下规范,进行检测、说明及对结果作出评价、记录的人员应具备至少2级资格证明;5.2.2 依据以下规范,所有进行本检测的人员都要求进行每年的视力测试及三年一次的辨色测试;5.2.3 所有无损检测人员应符合ISO9712要求。
5.3 检测方法锻件与精炼轧材的超声波探伤应采用脉冲回波联结或液浸方式进行。
5.4 扫描策划当相应过程文件作出要求时,即采购订单、质量计划、ECN等,应提交超声波探伤测试,并经WGPC质量代表认可后进行。
5.5 设备要求5.5.1 超声波设备5.5.1.1 超声波探伤设备:一个脉冲的反射型超声波探伤器械,频率范围至少为0.5~10兆赫,使用ASTME317最新版本对超声波脉冲检测系统的性能进行评估,其频率不应超过12个月。
5.5.1.2 脉冲/接收器:一个误差±10%或振幅比精确度在1dB的衰减器,设备控制对校准、核对或检测期间的线性影响应当没有或最小。
5.5.1.3 电池组:应当使用超声探伤或同类设备推荐的标准电池,电量低于50%时的电池组不能用于检测,且结果不被接受。
5.5.2 探测装置5.5.2.1 应使用标准直径为0.25~1英寸,且频率为1/2~5兆赫的传感器,选择相应的传感器尺寸与频率进行测量以得到最精确的显示结果。

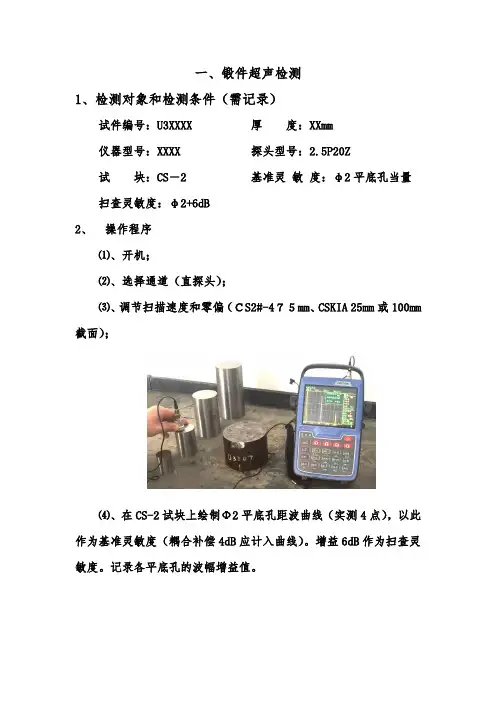
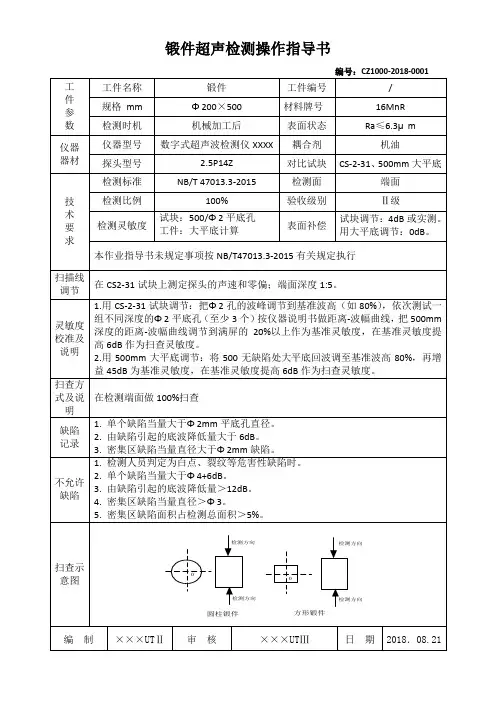
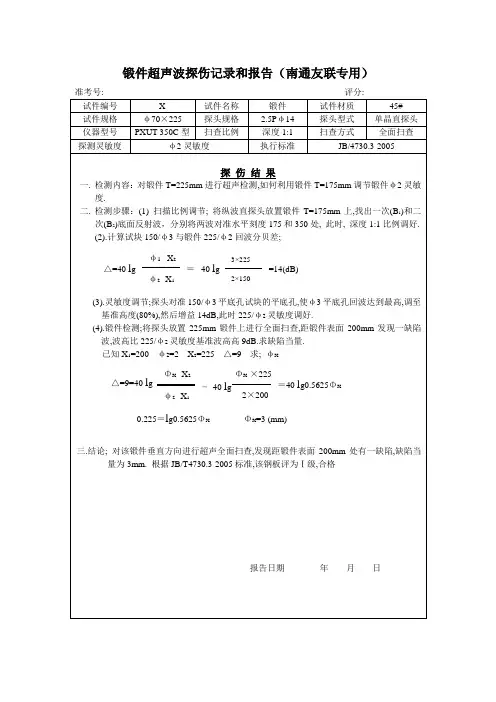
一、锻件超声检测1、检测对象和检测条件(需记录)试件编号:U3XXXX 厚度:XXmm仪器型号:XXXX 探头型号:2.5P20Z试块:CS-2 基准灵敏度:φ2平底孔当量扫查灵敏度:φ2+6dB2、操作程序⑴、开机;⑵、选择通道(直探头);⑶、调节扫描速度和零偏(CS2#-475mm、CSKIA 25mm或100mm 截面);⑷、在CS-2试块上绘制Φ2平底孔距波曲线(实测4点),以此作为基准灵敏度(耦合补偿4dB应计入曲线)。
增益6dB作为扫查灵敏度。
记录各平底孔的波幅增益值。
⑸、检测试件:①、将探头置于被检试件上,移动探头,找出最大底面回波,移动闸门,闸住底波。
按“自动增益”,使底面回波高度为示波屏满刻度的80%。
记录“增益”读数,〔BG〕=xxdB.②、在试件表面移动探头扫查试件,分析反射信号,确定并标记缺陷1、缺陷2等。
⑹、缺陷测量和记录:①、调节“增益”,将灵敏度降低6dB。
②、将探头置于缺陷1上,移动探头使其回波幅度最大。
调节仪器“增益”,使缺陷回波高度达到距波曲线。
记录缺陷波幅,〔F1〕=Φ2±XXdB.③、移动闸门闸住底波B F1,按“自动增益”,使底波高度为示波屏满刻度的80%。
记录“增益”读数,〔BF1〕=xxdB.④、读取并记录缺陷深度H1。
⑤、取下探头,标注探头中心,测量并记录缺陷平面位置参数X1和Y1。
⑥、找出缺陷2并按以上方法测量并记录缺陷2的参数X2、Y2、H2、〔F2〕、〔BF2〕。
⑺、锻件现场检测记录:缺陷编号XmmYmmHmm〔F〕(dB)〔BF〕(dB)〔φ2〕〔BG〕12图示注:单个缺陷当量(φ4±xxdB)=〔F〕-12dB 底波降低量(BG/BF)=〔BF〕-〔BG〕⑻、锻件超声波探伤报告填写实例:陕考09-1试件材质-- 厚度(mm) 80 试件编号XX仪器型号XXXX 探头型号 2.5P20Z 试块CS2耦合剂机油表面补偿4dB基准灵敏度Φ2探伤标准NB/T47013.3-2015扫查灵敏度Φ2+6dB 缺陷序号X(mm)Y(mm)H(mm)BG/BF(dB)Amax(ф4±dB)评定级别备注1 35 35 50 -- -- ――+6 II+14 Ⅲ2 60 60 50 -- -- ――+6 II+9 II示意图:结论――探伤员XX(考号)日期XX年XX月XX日备注1、X是缺陷至左端面的距离;2、Y是缺陷至后端面的距离;3、H是缺陷至探测面的距离;4、BG/BF为缺陷引起的底波降低量;5、Amax为缺陷最大反射波幅度。
USM88超声波探伤仪UT-W(焊缝)一.仪器的通用操作参数的设置1.将仪器型号填入记录表。
2.短按仪器电源开关,听到一声“咔”响5秒钟后显示开机界面后,仪器进入【主菜单界面】。
3.设置仪器通用选项1)在【主菜单界面】设置功能键选项a)按右向键,将主菜单栏中的光标右移至【快捷键】菜单上;b)按“上、下键”,依次将光标置于“功能键”四个选项上,按左、右键分别设置:【功能键1】自动80;【(长按)功能键1】复制;【功能键2】dB步进;【(长按)功能键2】恢复数据组。
注1:“自动80”:波幅自动调整功能。
短按【功能键1】键,闸门A内回波幅度自动调至80%。
“dB步进”:增益步进量或锁定。
连续按【功能键2】键可循环改变增益步进量或锁定增益值。
“自动80”和“dB步进”为主要选项,其他选项可按检测需要进行设置。
注2:“复制”:执行在设置菜单中关于文件的“操作”。
长按【功能键1】键执行在【设置模式界面】中的【文件】菜单中已设定的【文件操作】中的“操作”内容。
当【文件操作】设定为“数据组保存”时,长按【功能键1】可快捷地将当前设置的仪器操作数据保存在当前文件名的文件内。
注3:“恢复数据组”:恢复之前保存在仪器SD卡上的数据。
长按【功能键2】键可调出保存在文件内的操作数据。
2)在【设置模式界面】设置检测选项a)长按【中键】2秒钟,仪器显示进入【设置模式界面】状态。
b)光标置于【显示】菜单,按“上下、左右键”,设定选项参数:【模式】大;【测量值1】SA;【测量值2】DA;【测量值3】RA;【测量值4】SLA。
(注意:检测管件时,应改为【测量值4】A%A)。
注1:设定选项内参数前应短按【中键】进行激活,重复短按【中键】可激活或取消选项。
注2:参数设定后,主菜单界面上的显示框中显示的各项数据均为闸门A内幅度最高回波的参数。
四个显示框的分别显示数据为:SA——声程、DA——深度、RA——探头前沿至反射体的水平距离、SLA——反射回波幅度与SL线的dB差值、A%A——回波幅幅全屏百分比。
ASTM A 388-05大型钢锻件超声检测标准操作方法1 适用范围1.1 本操作方法包括用直射波和斜射波技术对大型钢锻件作接触式脉冲回波式超声波检测规程。
直声波法包括DGS(距离-增益-当量)法。
见附录X31.2 凡因询价,合同,订货或技术条件的规定要求按照ASTM A388/A388M 进行超声检测时,均用采用本操作方法。
1.3 以英制或SI 制单位表示的数值均为标准数值,两种单位表示的数值不准确相等,因此每种单位必须单独使用。
两种单位组合使用产生的结果可能和本方法不一致。
1.4 本方法和材料规范均用英制和SI 制表示。
但除了订货规范采用规范符号M(SI)外,应使用英制加工材料。
1.5 本标准不是关于与使用有关的安全问题,使用本标准的用户有责任在使用前建立适当的安全健康操作方法并确定这种方法的可行性。
2.引用文件2.1ASTM 标准A469/A 469M 发电机用钢锻件真空熔炼技术规范A745/A745M 奥氏体钢锻件的超声检测操作方法E317 无电子测量设备的脉冲回波式超声检测系统性能评定操作方法。
E428 超声检测用参考试块的制作和质量控制操作方法。
E 1065 超声检测探头的性能评定指南。
2.2 ANSI 标准(美国国家标准)B 46.1 表面结构2.3 其它文件推荐的无损检测人员资格鉴定和认证的操作方法SNT-TC-1A(1988 版或其后的)3.术语单个指示—指当探头沿任何方向移动时波幅从最高点下降至一定波高的一个指示,由于太小被认为非平面型指示或游动指示。
密集型指示—指在锻件边长2in(50mm)的立方体内或更小体积内有五个或更多的指示平面型指示—指指示的最大长度大于1in[25mm]或大于探头主要尺寸两倍的指示,但无论哪种都不是游动的指示。
游动指示—指探头在锻件表面移动时波的前沿在工件深度方向上移动1in[25mm]或更多距离的指示。
4.订货信息4.1 当本方法用于询价签合同,订货时,订货单位应当声明,并提供如下信息:4.1.1 标准数据(包括日期)4.1.2 按照8.2.2 和8.3.3 确定探伤灵敏度的方法。
锻件与铸件超声波探伤详细教程及实例解析第六章锻件与铸件超声波探伤第六章锻件与铸件超声波探伤锻件和铸件是各种机械设备及锅炉压力容器的重要毛坯件。
它们在生产加工过程中常会产生一些缺陷,影响设备的安全使用。
一些标准规定对某些锻件和铸件必须进行超声波探伤。
由于铸件晶粒粗大、透声性差,信噪比低,探伤困难大,因此本章重点计论锻件探伤问题,对铸件探伤只做简单介绍。
第一节锻件超声波探伤一、锻件加工及常见缺陷锻件是由热态钢锭经锻压变形而成。
锻压过程包括加热、形变和冷却。
锻件的方式大致分为镦粗、拔长和滚压。
镦粗是锻压力施加于坯料的两端,形变发生在横截面上。
拔长是锻压力施加于坯料的外圆,形变发生在长度方向。
滚压是先镦粗坯料,然后冲孔再插入芯棒并在外圆施加锻压力。
滚压既有纵向形变,又有横向形变。
其中镦粗主要用于饼类锻件。
拔长主要用于轴类锻件,而简类锻件一般先镦粗,后冲孔,再镦压。
为了改善锻件的绍织性能,锻后还要进行正火、退火或调质等热处理。
锻件缺陷可分为铸造缺陷、锻造缺陷和热处理缺陷。
铸造缺陷主要有:缩孔残余、疏松、夹杂、裂纹等。
锻造缺陷主要有:折叠、白点、裂纹等。
热处理缺陷主要有:裂纹等。
缩孔残余是铸锭中的缩孔在锻造时切头量不足残留下来的,多见于锻件的端部。
疏松是钢锭在凝固收缩时形成的不致密和孔穴,锻造时因锻造比不足而末全焊合,主要存在于钢锭中心及头部。
夹杂有内在夹杂、外来菲金属夹杂栩金属夹杂。
内在夹杂主要集中于钢锭中心及头部。
裂纹有铸造裂纹、锻造裂纹和热处理裂纹等。
奥氏体钢轴心晶间裂纹就是铸造引起的裂纹。
锻造和热处理不当,会在锻件表面或心部形成裂纹。
白点是锻件含氢最较高,锻后冷却过快,钢中溶解的氢来不及逸出,造成应力过大引起的开裂,白点主要集中于锻件大截面中心。
合金总量超过3.5~4.0%和Cr、Ni、Mn的合金钢大型锻件容易产生白点。
白点在钢中总是成群出现。
二、探伤方法概述按探伤时间分类,锻件探伤可分为原材料探伤和制造过程中的探伤,产品检验及在役检验。
超声波检测方法及流程一、适用范围:适用于本公司正常生产铸件成品超声探伤作业过程。
二、使用器具:超声波探伤仪,探头、卷尺、耦合剂等。
三、作业流程:1.1设备准备a)探伤仪(1)超声检测设备均应具有产品质量合格证或合格的证明文件。
(2)范围设定对纵波和横波传输时应至少能探10mm到2m范围内(3)增益,应至少有80dB 增益器,误差小于1dB,步进最大为2dB。
(4)水平线性和垂直线性要低于屏高的5%(5)适用主频为0.5MHZ 至5MHZ 的采用脉冲技术的单晶和双晶探头。
b)探头和检验频率(1)检验铸件时,根据不同缺陷类型,可以使用直探头和双晶探头,若缺陷的几何形状特别,优先使用45°和70°的斜探头。
检验频率必须与检验对象匹配,通常为0.5~4MHz范围内。
壁厚小于20mm或近表面区,也可采用高频率探头。
(2)单斜探头声速轴线水平偏离角不应大于2°,主声速垂直方向不应有明显的双峰。
c) 系统性能要求(1)在达到所探工件的最大检测声程时,有效灵敏度余量应不小于 10dB。
(2)仪器和探头的组合频率与公称频率误差不得大于±10%。
(3)仪器和直探头组合的始脉冲宽度要求:5MHz 探头,宽度不大于 10mm;2.5MHz 探头,宽度不大于 15mm。
(4)直探头的远场分辨率应不小于 30dB,斜探头不小于 6dB。
d) 耦合剂应采用透声性好,且不损伤检测表面的耦合剂,如机油、浆糊、甘油和水等。
2.1概述通常用为相同材质的平底孔试块制作A VG曲线图来调节检验仪器。
如果没有曲线图,则可用球墨铸铁参考试块来调节。
试块厚度可与受检铸件壁厚范围相当。
2.2 水平线性调节在参考试块或校正试块上调节水平线性,并在实际部件上进行校核,或者直接在部件上调节水平线性。
2.3 灵敏度调节通过扫查合适的反射体来调节灵敏度,例如铸件的底面、参考试块的平底孔或横孔,或者K1或K2校正试块的圆弧,并考虑检验对象的声速、表面状态和声衰减的因素。
考试程序步骤
一、锻件(直探头2.5Pφ14K2)
步骤:1、开机——按两次确定键——按功能键——按零(初始化)——按1(当前通道)——长按通道/设置键——改探头参数等—调校。
2、直探头纵波入射点调校:由上一步进入零点/调校键——选择1(入射点调校)(显
示调节为,波速5920M/S;一次回波声程100mm;二次回波声程0mm.)——放在CSK-ⅠA试块上,对准中间完好位置找到底面回波,待波稳定后,按确定键,完成入射点调校。
3、调整灵敏度:将直探头放在150/φ3(根据现场情况)试块上,找到其反射波,并
用“波门”键调整“+”或“—”使其波门对准150/φ3处的反射波,找到最高波,调节到80%。
记下此时增益Δ1dB,然后计算出150/φ3与225/φ2的回波分贝差Δ2dB,在Δ1dB基础上,调节增益旋钮增至(Δ1+Δ2)dB。
4、锻件检测:将直探头放在225mm,锻件上,全面扫查,找到200mm处缺陷波,用“波门”键调整“+”或“—”使其波门对准200mm处的反射波,使其最高波达到80%,记下此时Δ3dB.
5、计算当量:则200mm处缺陷波比225/φ2波高高Δ=(Δ1+Δ2-Δ3)dB。
由公式
计算出缺陷当量。
6、根据标准进行评级,整理报告。
最简单做法:
锻件:
步骤:1、开机——按两次确定键——按功能键——按零(初始化)——按1(当前通道)——长按通道/设置键——改探头参数等—调校。
2、直探头纵波入射点调校:由上一步进入零点/调校键——选择1(入射点调校)(显
示调节为,波速5920M/S;一次回波声程100mm;二次回波声程0mm.)——放在CSK-ⅠA试块上,对准中间完好位置找到底面回波,待波稳定后,按确定键,完成入射点调校。
3、调整灵敏度:将直探头放在150/φ3(根据现场情况)试块上,找到其反射波,并
用“波门”键调整“+”或“—”使其波门对准150/φ3处的反射波,找到最高波,调节到80%。
记下此时面板的读数Δ1dB。
4、锻件检测:将直探头放在225mm,锻件上,全面扫查,找到200mm处缺陷波,用“波门”键调整“+”或“—”使其波门对准200mm处的反射波,使其最高波达到80%,记下此时面板右上角的读数Δ2dB.
5、计算当量:则200/φx缺陷波比150/φ3波高高Δ=(Δ2-Δ1)dB。
由公式
计算出缺陷当量。
6、根据标准进行评级,整理报告。