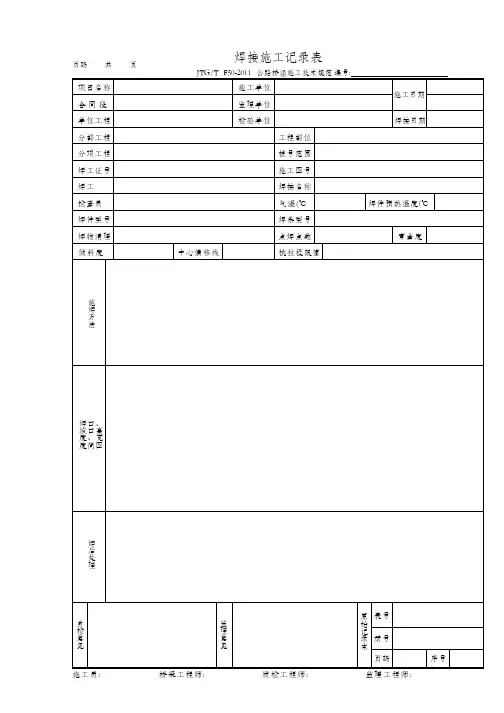
焊接原始记录
- 格式:doc
- 大小:117.00 KB
- 文档页数:6
焊接工艺记录范文完整的焊接工艺评定报告焊接工艺记录范文完整的焊接工艺评定报告焊接工艺评定报告单位名称:焊接工艺评定报告编号:容评焊接工艺指导书编号:焊接方法:机械化程度:接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)TGTAW =┨,TSMAW =┨TSAW =┨母材:材料标准:钢号:类别号:与类别号:相焊厚度:δ=直径:φ×其他:焊后热处理:热处理温度(℃):℃保温时间(h): h保护气体:保护气体成分:Ar 混合比:99.99% 气体流量(L/min):L/min正面:背面: / 尾部: /填充金属:焊材标准:焊材牌号:焊材规格:φφ焊缝金属厚度:其他:电特性:电流种类:直流极性:焊接电流(A):电弧电压(V):钨极尺寸:铈钨极φ2.5其他: /焊接位置:对接焊缝位置:水平方向:向上、向下角焊缝位置:/ 方向:向上、向下技术措施:焊接速度:cm/min摆动或不摆动:不摆动摆动参数: /每面单(多)道焊:单双面单多道焊单(多)丝焊:单丝焊其他: /预热:预热温度(℃):≥℃层间温度(℃):≤℃其他: /金相检验(角焊缝):根部(焊透、未焊透):焊缝(熔合、未熔合):焊缝、热影响区(有裂纹、无裂纹):检验截面ⅠⅡⅢⅣⅤⅥⅦⅧ焊脚差(mm)无损检测:无损检测标准:检测种类:检测比例:合格级别:其他:耐蚀堆焊金属化学成分(重量%):C Si Mn P S Cr Ni Mo V Ti Nb分析表面或取样开始表面至熔合线的距离(mm):附加说明:结论:本评定按JB4708-2000规定焊接试件、检验试样、测定性能,确认试验记录正确。
评定结果:合格焊工钢印日期第三方检验编制审核批准监检日期日期日期日期试验标准:JB4708-2000 拉伸试验试验报告编号:样号取样位置试样试验温度(℃)抗拉强度σb(MPa)伸长率δ(%)断裂载荷(KN)断裂特点和部位备注宽度厚度1 焊缝 25 常温2 焊缝 25 常温试验标准:JB4708-2000 弯曲试验试验报告编号:样号试样型试试样厚度(mm)弯轴直径D= α(mm)弯曲角(°)弯曲结果备注1 4α 180 合格2 4α 180 合格3 4α 180 合格4 4α 180 合格试验标准:JB4708-2000 冲击试验试验报告编号:样号试验温度(℃)试样缺口冲击吸收功AKV(J)侧膨胀值(mm)备注尺寸方向型式位置方向位置1 0℃ 10×10 试样纵轴垂直于焊缝轴线 V 焊缝缺口轴线垂直于母材表面焊缝中心线2 0℃ 10×10 V3 0℃ 10×10 V4 0℃ 10×10 V 热影响区焊缝与母材熔合线5 0℃ 10×10 V6 0℃ 10×10 V工艺评定记录就按照你实际使用的母材,焊材,实际使用的参数等进行填写,还有疑问的话,可以把你自己填写的发上来,针对具体的给你建议焊工工艺评定,根据工件的材质、焊接材料和接头形式,参照标准查看已有的焊接工艺评定是否被覆盖,没有就要做。
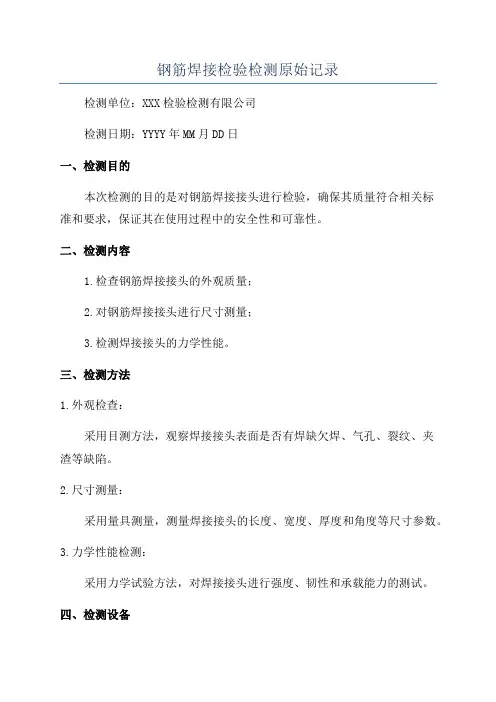
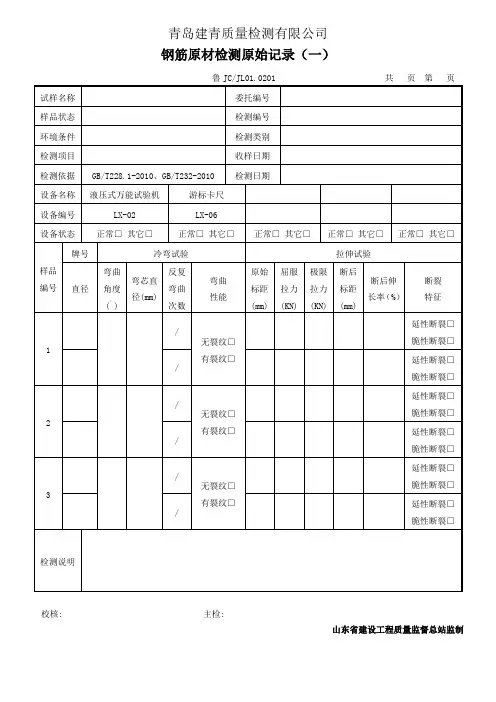
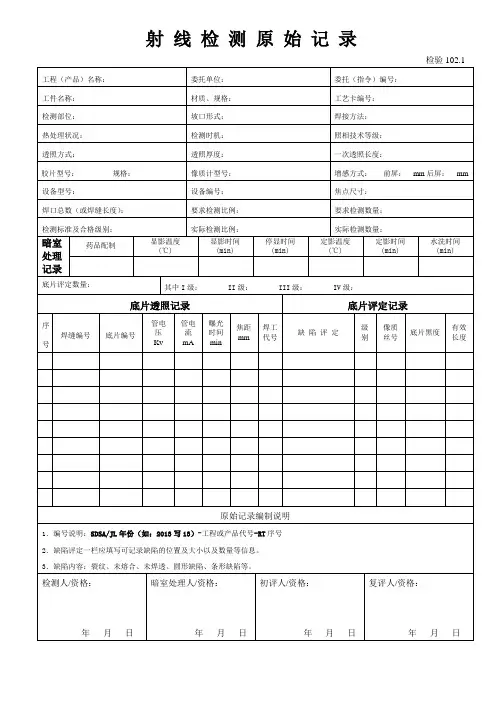
钢筋焊接检验检测原始记录检测单位:XXX检验检测有限公司检测日期:YYYY年MM月DD日一、检测目的本次检测的目的是对钢筋焊接接头进行检验,确保其质量符合相关标准和要求,保证其在使用过程中的安全性和可靠性。
二、检测内容1.检查钢筋焊接接头的外观质量;2.对钢筋焊接接头进行尺寸测量;3.检测焊接接头的力学性能。
三、检测方法1.外观检查:采用目测方法,观察焊接接头表面是否有焊缺欠焊、气孔、裂纹、夹渣等缺陷。
2.尺寸测量:采用量具测量,测量焊接接头的长度、宽度、厚度和角度等尺寸参数。
3.力学性能检测:采用力学试验方法,对焊接接头进行强度、韧性和承载能力的测试。
四、检测设备1.目测用眼镜、手持灯;2.量具包括卷尺、千分尺、角度尺等;3.力学试验设备包括拉力试验机、冲击试验机等。
五、检测过程和结果1.外观检测:按照焊接接头表面缺陷的类型和数量填写相应的记录表。
结果如下:-焊缺欠焊:无;-气孔:无;-裂纹:无;-夹渣:无。
2.尺寸测量:依次测量焊接接头的长度、宽度、厚度和角度,记录并计算出平均值。
结果如下:- 长度:XX mm;- 宽度:XX mm;- 厚度:XX mm;-角度:XX度。
3.力学性能检测:采用拉力试验机和冲击试验机进行测试,记录并计算出相应的参数。
-强度:XXMPa;-韧性:XXkJ/m2;-承载能力:XXkN。
六、检测结论根据上述检测结果,钢筋焊接接头的外观质量良好,尺寸符合要求,力学性能满足相关标准和要求。
七、检测人员签字及日期检测人员1:___________检测人员2:___________日期:YYYY年MM月DD日以上就是钢筋焊接检验检测的原始记录,总字数超过1200字。
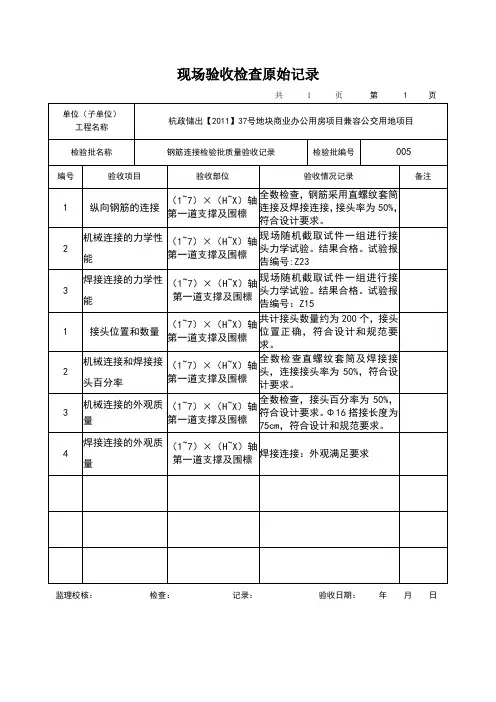
记录填写说明一、记录表格填写符号说明:1、符号“√”:表示没有问题或合格的检验项目;2、符号“×”:表示有问题或不合格的检验项目;3、符号“/”:表示没有或未进行的检验项目。
”:表示第m块和第n块板对接的纵焊缝与第q4、位置符号“Jm~n/Hq)相交的丁子接头;道环焊缝(Hq5、位置符号“Zm/n”:表示第m块和第n块板对接的纵焊缝。
二、计量单位符号填写说明:1、英文小写字母“t”表示温度;2、“MPa”压力单位;“m3”容积单位;“mm”尺寸单位;“min”时间单位、分钟;“s”时间单位、秒;“℃”温度单位;“㎏”质量单位、公斤。
三、检验检测部位英文大写字母标注符号说明:H-表示环焊缝;Z-表示纵焊缝; G-表示接管角焊缝; LZ-表示立柱角焊缝;F-表示封头;N-表示球形上极板;S-表示球形下极板。
四、检验检测示意图图标符号说明:1、符号“●”表示壁厚测定部位;2、符号“△△△”:表示磁粉检测部位;3、符号“〇〇〇”: 表示渗透检测部位;4、符号“~~~”: 表示超声波检测部位;5、符号“□□□”: 表示射线检测部位;6、符号“☆”:表示硬度检测部位。
五、记录内容填写说明:一)、基本情况1、设备名称,按照产品铭牌或者产品合格证、产品数据表的内容填写,也称产品名称;2、设备品种,按照《特种设备目录》,填写相应的品种。
固定式压力容器填超高压容器、高压容器、第Ⅲ类中压容器、第Ⅲ类低压容器、第Ⅱ类中压容器、第Ⅱ类低压容器、第Ⅰ类压力容器;移动式压力容器填写铁路罐车、汽车罐车、长管拖车、罐式集装箱;氧舱填写医用氧舱、高气压舱、再压舱、高海拔试验舱、潜水钟;注:1.压力容器品种有反应压力容器、换热压力容器、分离压力容器、储存压力容器;2.压力等级划分,压力容器的设计压力(p)划分为低压、中压、高压和超高压四哥压力等级:1)低压,0.1MPa≤p<1.6MPa;2)中压,01.6MPa≤p<10.0MPa;3)高压,10.0MPa≤p<100.0MPa;4)超高压, p≥100.0MPa;3、使用登记证编号,按照特种设备使用登记证填写,该编号具有唯一性;4、设备代码,按照产品数据表上的内容填写,该代码具有唯一性。
表号:GQL-ES20焊缝外观质量检查原始记录本第册共册项目名称:标段:开始时间:年月日结束时间:年月日施工单位:(盖章)监理单位:(盖章)说明1、本记录本共100页,不得撕毁、缺页,严禁不合规定的涂改。
按照施工的时间顺序填写,不得补记。
2、本表分别对应系统表格ES20《焊缝外观质量检查记录表》。
3、有监理旁站时,检查完后监理当场签名,没有监理旁站时,在监理栏划上“/”。
4、施工原始数据实时填写在记录本上,严禁在草稿纸上先记录再转抄记录本上。
5、根据本记录本的数据可以直接出具电脑打印的检测报告,检测报告上要注明数据在记录本的位置。
6、将数据录入系统计算后,如发现现场检测结果不合格时,应在原始记录的下一行注明“作废”、“重做”、“追加”、“返工处理”等处理情况,并说明整改、重做的序号。
7、本记录本作为竣工资料移交归档,永久保存。
焊缝外观质量检查记录表表号:GQL-ES20工程名称港珠澳大桥主体工程桥梁工程CB05-G1 标钢主梁及索塔钢结构制作工程部件编号报验日期序号项目简图质量要求(mm)实测结果1 咬边△△横、纵向受拉对接焊缝不允许横向受压对接焊缝Δ≤0.3主要角焊缝Δ≤0.5其它焊缝Δ≤1.02 气孔对接焊缝不允许主要角焊缝直径小于1.0 每m不多于3个,其间距不小于20㎜其它焊缝直径小于1.53 焊脚尺寸主要角焊缝K+20;其他角焊缝K+2-1,手弧焊全长10%范围内允许K+3-14 焊波h≤2(任意25mm范围内)5余高(对接)b≤15时,h≤3;15<b≤25时,h≤4;b>25时,h≤4b/25单面焊接的横向对接焊缝背面余高h≤26余高铲磨(对接)△△Δ1≤ 0.5Δ2≤ 0.3表面粗糙度Ra50μm7 裂纹、未熔合、未填满、焊瘤结论备注检查人员日期监理工程师日期。
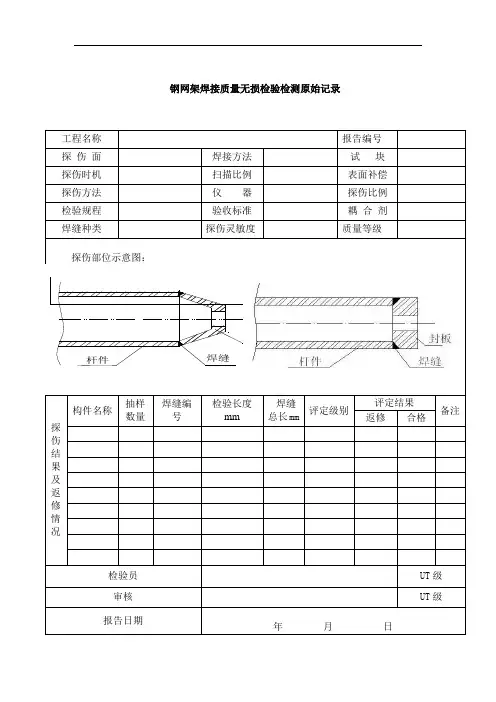
钢网架焊接质量无损检验检测原始记录工程名称报告编号探伤面焊接方法试块探伤时机扫描比例表面补偿探伤方法仪器探伤比例检验规程验收标准耦合剂焊缝种类探伤灵敏度质量等级探伤部位示意图:探伤结果及返修情况构件名称抽样数量焊缝编号检验长度mm焊缝总长mm评定级别评定结果备注返修合格检验员UT级审核UT级报告日期年月日杆件焊缝锥头涂层厚度检测原始记录检验:审核:年月日高强度大六角螺栓检测原始记录检验:审核:年月日扭剪型高强螺栓检测原始记录检验:审核:年月日紧固件机械性能检测原始记录检验:审核:年月日粗牙螺纹螺母检测原始记录检验:审核:年月日六角头螺栓检测原始记录检验:审核:年月日钢网架螺栓球节点高强螺栓检测原始记录检验:审核:年月日钢网架螺栓球节点检测原始记录检验:审核:年月日钢网架焊接空心球节点检测原始记录检验:审核:年月日钢筋焊接件检测原始记录检验:审核:年月日焊接接头及焊接试样检测原始记录检验:审核:年月日构件摩擦面检测原始记录检验:审核:年月日焊接球及螺栓球加工质量检测原始记录检验:审核:年月日钢网架杆件尺寸检测原始记录检验:审核:年月日钢网架支承面检测原始记录检验:审核:年月日总拼及安装质量检测原始记录检验:审核:年月日钢柱垂直度检测原始记录检验:审核:年月日节点承载力检测原始记录检验:审核:年月日网架工程挠度检测原始记录表检测:审核:钢网架整体偏差检测原始记录检验:审核:年月日垂直度和侧向弯曲检测原始记录检验:审核:年月日主体结构尺寸检测原始记录检验:审核:年月日。
分部工程施工原始记录一、工程概述本次施工项目为XX公司承担的XX工程分部工程,主要包括土建工程、钢结构工程、安装工程和装饰工程。
工程位于XX地区,占地面积XX平方米,建筑面积XX平方米。
工程分为三个施工阶段,分别为前期准备、主体施工和后期装修。
本次记录主要针对主体施工阶段的原始数据进行整理和记录。
二、施工人员及设备1. 施工人员:本次主体施工阶段共投入施工人员XX人,其中管理人员XX人,技术人员XX人,一线工人XX人。
2. 施工设备:本次施工共使用各类施工设备XX台,包括挖掘机XX台,混凝土泵车XX台,塔吊XX台,装载机XX台等。
三、施工进度及质量1. 施工进度:本次主体施工阶段按照施工计划顺利进行,各分部分项工程按时完成,无延误现象。
具体进度如下:(1)土方工程:挖方XX立方米,填方XX立方米,完成率XX%。
(2)地基与基础工程:完成地基处理XX立方米,基础浇筑XX立方米,完成率XX%。
(3)主体结构工程:完成柱子XX根,梁XX根,板XX块,完成率XX%。
2. 施工质量:本次主体施工阶段严格遵循施工方案和质量标准,加强过程控制,确保工程质量。
具体质量情况如下:(1)土方工程:挖方尺寸、深度、边坡坡度均符合设计要求,无坍塌、积水现象。
(2)地基与基础工程:地基处理符合设计要求,基础浇筑混凝土强度、平整度、蜂窝、麻面等质量指标均达到规范要求。
(3)主体结构工程:柱子、梁、板等构件尺寸、垂直度、焊接质量均符合设计要求,无裂缝、变形等质量问题。
四、安全生产及环保措施1. 安全生产:本次施工严格遵守安全生产法律法规,落实安全生产责任制,加强安全培训和教育,确保施工现场安全。
施工现场实现全封闭管理,设置安全警示标志,定期开展安全检查,发现问题及时整改。
2. 环保措施:本次施工严格执行环保法规,采取有效措施减少施工过程中对环境的影响。
具体措施如下:(1)施工现场设置围挡,减少噪声、扬尘污染。
(2)施工垃圾及时清理,分类存放,定期运输至指定地点处理。
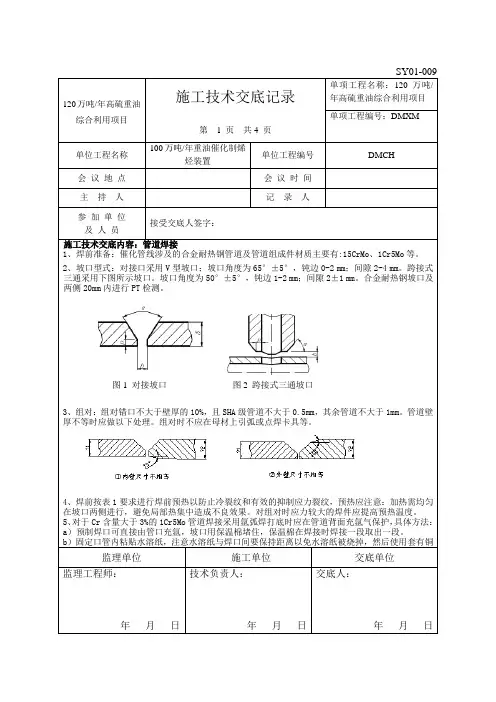
120万吨/年高硫重油综合利用项目施工技术交底记录第 1 页共4 页单项工程名称:120万吨/年高硫重油综合利用项目单项工程编号:DMXM单位工程名称100万吨/年重油催化制烯烃装置单位工程编号DMCH会议地点会议时间主持人记录人参加单位及人员接受交底人签字:施工技术交底内容:管道焊接1、1、焊前准备:催化管线涉及的合金耐热钢管道及管道组成件材质主要有:15CrMo、1Cr5Mo等。
2、2、坡口型式:对接口采用V型坡口;坡口角度为65°±5°,钝边0-2 mm;间隙2-4 mm。
跨接式三通采用下图所示坡口。
坡口角度为50°±5°,钝边1-2 mm;间隙2±1 mm。
合金耐热钢坡口及两侧20mm内进行PT检测。
3、组对:组对错口不大于壁厚的10%,且SHA级管道不大于0.5mm,其余管道不大于1mm。
管道壁厚不等时应做以下处理。
组对时不应在母材上引弧或点焊卡具等。
4、焊前按表1要求进行焊前预热以防止冷裂纹和有效的抑制应力裂纹,预热应注意:加热需均匀在坡口两侧进行,避免局部热集中造成不良效果。
对组对时应力较大的焊件应提高预热温度。
5、对于Cr含量大于3%的1Cr5Mo管道焊接采用氩弧焊打底时应在管道背面充氩气保护,具体方法:a)预制焊口可直接由管口充氩,坡口用保温棉堵住,保温棉在焊接时焊接一段取出一段。
b)固定口管内粘贴水溶纸,注意水溶纸与焊口间要保持距离以免水溶纸被烧掉,然后使用套有铜监理单位施工单位交底单位监理工程师:年月日技术负责人:年月日交底人:年月日图1 对接坡口图2 跨接式三通坡口。