激光焊接过程多传感器在线检测系统的设计
- 格式:pdf
- 大小:2.51 MB
- 文档页数:4
光电传感器检测系统设计与制作光电传感器检测系统(Optical Sensor Detection System)是一种采用光学技术进行物体检测、识别的技术手段,具有精度高、响应速度快、可靠性好等优点,广泛应用于机械、电子、自动化控制等领域。
本文将介绍一种基于光电传感器的物体检测系统的设计与制作,旨在为初学者提供一些设计思路和操作指南。
一、系统组成该物体检测系统主要由以下几部分组成:1. 光源:发射光信号,一般使用红外线、激光等光源。
2. 接收器:接收被检测物体反射回来的光信号,一般使用光电二极管等器件。
3. 处理电路:对接收到的信号进行放大、滤波、计算等处理,一般使用微处理器、模拟电路等器件。
4. 显示器:将处理后的信号输出,一般使用LED灯等显示器件。
二、系统设计步骤1. 确定检测目标及检测距离:根据实际需求,确定需要检测的物体种类及其距离范围。
该步骤将有助于后续光源和接收器的选择。
2. 选择光源:根据检测需求和检测距离选择合适的光源。
例如,检测距离在5米以内,选择红外线LED灯作为光源;检测距离超过5米,选择雷达等其他光源。
3. 选择接收器:根据光源和检测目标的特点选择合适的接收器。
例如,对于红外线LED光源,选择光电二极管作为接收器。
4. 设计处理电路:根据接收到的信号进行放大、滤波、计算等处理,一般使用微处理器、模拟电路等器件。
这一步骤需要根据实际应用需求进行详细设计,确保检测系统的稳定性和可靠性。
5. 设计显示器件:将处理后的信号输出,一般使用LED灯等显示器件。
该步骤需要将处理后的信号进行转换,输出到LED灯等显示器件上。
三、系统制作要点1. 光源和接收器的布放:将光源和接收器安装在一个平面上,并且保证光源和接收器之间的距离要适当。
同时要将光源和接收器的距离对称放置,以保证信号的稳定性。
2. 处理电路的设计:承担着光电传感器检测系统中的重要组成部分,如果处理电路出现问题,将会影响整个系统的工作状态。
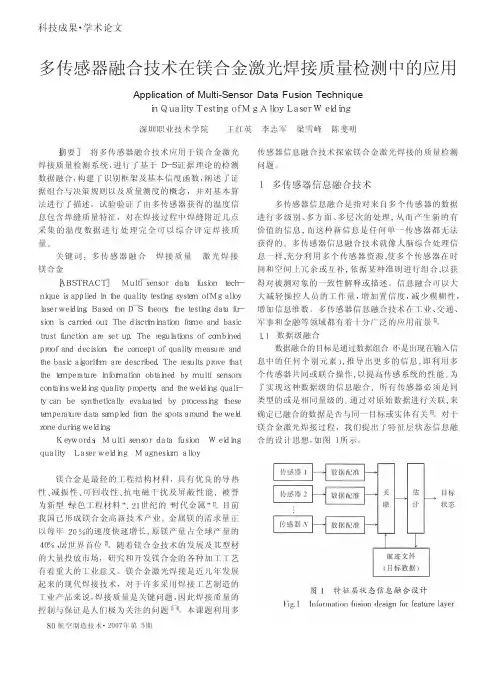
科技成果・学术论文多传感器融合技术在镁合金激光焊接质量检测中的应用Application of Multi-Sensor Data Fusion TechniqueinQualityTestingofMgAlloyLaserWelding深圳职业技术学院王红英李志军梁雪峰陈斐明[摘要]将多传感器融合技术应用于镁合金激光焊接质量检测系统,进行了基于D-S证据理论的检测数据融合,构建了识别框架及基本信度函数,阐述了证据组合与决策规则以及质量测度的概念,并对基本算法进行了描述。
试验验证了由多传感器获得的温度信息包含焊缝质量特征,对在焊接过程中焊缝附近几点采集的温度数据进行处理完全可以综合评定焊接质量。
关键词:多传感器融合焊接质量激光焊接镁合金[ABSTRACT]Multi ̄sensordatafusiontech-niqueisappliedinthequalitytestingsystemofMgalloylaserwelding.BasedonD ̄Stheory,thetestingdatafu-sioniscarriedout.Thediscriminationframeandbasictrustfunctionaresetup.Theregulationsofcombinedproofanddecision,theconceptofqualitymeasureandthebasicalgorithmaredescribed.Theresultsprovethatthetemperatureinformationobtainedbymultisensorscontainsweldingqualityproperty,andtheweldingquali-tycanbesyntheticallyevaluatedbyprocessingthesetemperaturedatasampledfromthespotsaroundtheweldzoneduringwelding.Keywords:MultisensordatafusionWeldingqualityLaserweldingMagnesiumalloy镁合金是最轻的工程结构材料,具有优良的导热性、减振性、可回收性、抗电磁干扰及屏蔽性能,被誉为新型“绿色工程材料”、21世纪的“时代金属”[1]。
摘要:自动化焊接包括机器人焊接在内,都要求在整个焊接过程中焊枪始终保持在焊缝的正确位置。
要做到这一点单靠工装夹具是很难保证的,必须依靠某种实时的跟踪系统。
激光视觉跟踪系统为实时焊缝跟踪提供了现代化的解决方案。
在此综述了各种焊缝跟踪技术及其优缺点,重点讨论了各种类型激光视觉传感器的原理和设计,并给出了应用实例。
关键词:焊缝跟踪;激光视觉;传感器;自动化中图分类号:TG409文献标识码:A 文章编号:1001-2303(2010)11-0001-05第40卷第11期2010年11月Vol.40No.11Nov.2010Electric Welding Machine赵菁1,林三宝2(1.英国Meta 视觉系统公司,英国;2.哈尔滨工业大学现代焊接生产技术国家重点实验室,黑龙江哈尔滨150006)Introduction to laser sensors for automated weldingZHAO Jing 1,LIN San-bao 2(1.Meta Vision Systems Ltd.,UK ;2.State Key Lab of Advance Welding Production Technology ,Harbin Institute of Technology ,Harbin 150006,China)Abstract :Automated arc welding ,including robot welding ,requires the welding electrode to be kept in the correct position in the weld joint throughout the welding process.It is extremely difficult to achieve this by fixturing alone.Some kind of real time tracking system is required.The modern solution to weld seam tracking is by using a laser vision system.This paper reviews the background to weld seam tracking ,discusses the design of different kinds of laser vision sensors and gives several examples.Key words :seam tracking ;laser vision ;sensors ;automation收稿日期:2010-10-22作者简介:赵菁(1962—),女,江苏人,博士,Meta 视觉系统公司中国区经理,主要从事激光视觉系统设计、图像识别算法的研究及软件开发。
激光焊接质量多传感器实时检测系统硬件平台设计
孔力;谢春晖;张朴;段爱琴
【期刊名称】《仪表技术与传感器》
【年(卷),期】2006(000)005
【摘要】简述了应用于CO2激光焊接过程监测的多传感器实时检测系统硬件平台的设计.针对激光焊接的特点,在对焊接过程中各种物理现象进行分析的基础上,提出了采集可见光、红外光和声三路信号并进行多传感器信息融合的实时监测方式;介绍了针对激光焊接过程中产生的声、光信号的采集与信号调理电路的设计原理,给出了相应的电路原理图.最后通过采用SVM分类算法对系统采集到的信号特征进行了分类测试、试验及分析,证明了系统的有效性和可靠性.
【总页数】3页(P58-60)
【作者】孔力;谢春晖;张朴;段爱琴
【作者单位】华中科技大学控制科学与工程系,湖北,武汉,430074;华中科技大学控制科学与工程系,湖北,武汉,430074;华中科技大学控制科学与工程系,湖北,武
汉,430074;北京航空制造工程研究所,北京,100024
【正文语种】中文
【中图分类】TP216
【相关文献】
1.基于虚拟仪器技术的激光焊接质量实时监测系统设计 [J], 张朴;彭齐治;孔力
2.舰用钢板激光焊接质量的智能检测系统设计 [J], 刘飞朋;郭艺;季霆;赵辉;李鹏飞
3.汽车传感器引脚焊接质量视觉检测系统研究 [J], 于保军;曹晓燕
4.基于无线传感器网络的PC台式机实时防盗智能检测系统设计 [J], 秦红波
5.基于多传感器的焊接质量检测系统 [J], 孙华;于秀萍;吴林
因版权原因,仅展示原文概要,查看原文内容请购买。
激光焊接过程多传感器信号调理电路的设计
李杨;胡伦骥;王春明;胡席远
【期刊名称】《电焊机》
【年(卷),期】2004(034)009
【摘要】介绍了一种激光焊接声、光信号采集与信号调理电路的设计原理,并给出了相应的电路图.试验表明:该采集电路能够正确采集激光焊接过程特征信号,并能有效反映焊接过程的变化,可以满足激光焊接过程实时监测的要求.
【总页数】4页(P25-28)
【作者】李杨;胡伦骥;王春明;胡席远
【作者单位】华中科技大学,材料学院焊接研究所,湖北,武汉,430074;华中科技大学,材料学院焊接研究所,湖北,武汉,430074;华中科技大学,材料学院焊接研究所,湖北,武汉,430074;华中科技大学,材料学院焊接研究所,湖北,武汉,430074
【正文语种】中文
【中图分类】TG439.4
【相关文献】
1.振动传感器信号调理电路设计及分析 [J], 袁小康;焦新泉;储成群;杨文豪
2.高精度桥式传感器信号调理电路设计与实现 [J], 曲皎;王红亮;童一飞
3.一种热电偶传感器信号调理电路设计 [J], 张弛;毛宁;刘骁
4.铂电阻型温度传感器信号调理电路设计 [J], 赵振宇;白洁;冯浩
5.基于差分输入的磁电式曲轴位置传感器信号调理电路设计 [J], 林霄;张瑞宾
因版权原因,仅展示原文概要,查看原文内容请购买。
实用激光焊缝视觉传感器的优化设计的开题报告【摘要】本文针对实用激光焊缝视觉传感器的优化设计展开探讨。
首先,介绍了激光焊缝视觉传感器的工作原理及其优势。
然后,从传感器的主要指标出发,对其进行了必要的分析和阐述。
接着,重点探讨了激光焊缝视觉传感器的设计优化策略和方法,包括光学传感器设计、图像处理算法优化、系统集成等方面。
最后,对此研究提出了未来的发展方向和研究目标。
【关键词】激光焊缝、视觉传感器、优化设计、光学传感器、图像处理算法【研究背景和意义】随着工业生产的发展,激光焊接技术在制造业中得到了广泛的应用。
相较于传统的焊接方法,激光焊接具有高效、高精度、无污染等优点。
而要实现激光焊接技术的高品质化和快速化,一个重要的问题就是如何准确地控制焊接过程中的焊缝位置和尺寸。
这一问题可以通过使用激光焊缝视觉传感器来进行解决。
激光焊缝视觉传感器是一种基于激光测距和图像识别的非接触式测量设备。
其工作原理是采用激光测距系统获取焊接部分物体的几何形状,利用数字图像处理技术对图像进行分析处理,检测出目标物体的边缘和轮廓线,最终实现对焊缝的高精度测量。
激光焊缝视觉传感器可以大大提高焊接工作的精确度和稳定性,减少了操作人员的负担和工作强度,同时也提高了产品的品质。
但是,激光焊缝视觉传感器仍然存在一些问题和不足。
例如,传感器的测距精度和分辨率对系统精度的影响较大,传感器的光学镜头设计以及图像处理算法等方面也需要进行优化和改进。
因此,我们需要对激光焊缝视觉传感器进行优化设计,以进一步提升其测量性能和可靠性。
【研究内容和方法】本研究将围绕激光焊缝视觉传感器的优化设计展开,主要包括以下几个方面:(1)探究激光焊缝视觉传感器的工作原理和优势,以及其在焊接工艺中的应用。
(2)对激光焊缝视觉传感器的测量精度、分辨率和稳定性等关键指标进行分析和研究。
(3)从光学传感器设计、图像处理算法、系统集成等方面进行优化设计,提高激光焊缝视觉传感器的性能和可靠性。