钢锭主要缺陷
- 格式:docx
- 大小:11.69 KB
- 文档页数:2
镇静钢锭的缺陷主要有缩孔、缩松、偏析、气泡等,简要介绍如下:()一缩孔及缩孔残余钢锭中也出现缩孔图4.28和纯金属铸锭一样,钢液在凝固时要发生收縮,因此在凝固后的钢锭中就出现缩孔缩孔处缩孔处是钢锭最后凝固的地方,是偏析、夹杂物和缩松密集的区域缩孔的处理在开坯时,一定要将缩孔切除干净缩孔残余及其危害1.如果切头时未被除净,遗留下的残余部分,称为缩孔残余2.缩孔残余的存在,在热加工时会引起严重的内部裂纹影响缩孔的因素及措施:除了浇注工艺和锭模设计因素外,含碳量对缩孔也有重要影响。
随着含碳量的增加,钢液的凝固温度范围增大,因此其凝固收缩量也增大。
高碳钢的缩孔比低碳钢要严重得多高碳钢在浇注时最好使用体积较大的保温冒口因此更要注意缩孔残余,浇注时最好使用体积较大的保温冒口()二•缩松缩松是钢不致密性的表现部位:多出现于钢锭的上部和中部。
分布:在横向切片上,缩松有的分布在整个截面,有的集中在中心。
前者称为一般缩松,后者称为中心缩松影响:不同程度的缩松,对钢的塑性和韧性的影响程度也不同处理:一般情况下,经过压力加工可以使之得到改善。
但若中心缩松严重,也可能由此使锻、轧件产生内部断裂原因:形成缩松的主要原因与纯金属铸锭的相同气体和夹杂物:当钢中含有较多的气体和夹杂物时,会增加缩松的严重程度。
()三•偏析偏析一般是无法避免的偏析种类及影响:其中的枝晶偏析可经高温塑性变形和扩散退火后消除,而区域偏析,主要是方框形偏析和点状偏析,则将影响钢材的质量方框形偏析的性质:方框形偏析是一种最常见的正偏析方框型偏析的形态:在经过酸浸的低倍组织切片上常可见到如图4.30,其特征是在钢材半径的一半处,大致呈方形,出现内外两个色泽不同的区域。
方框型偏析的形成及正偏析:1.方框形偏析的形成与钢锭的结晶过程有关,钢锭表层的细晶粒区,因结晶速度快,基本上不产生偏析,在柱状晶的形成过程中,由于是选择结晶,把碳硫磷等杂质不同程度推向钢液内部,结果在柱状晶与中心等轴晶区之间,集聚了较多杂质,形成区域偏析2.由于此处含碳量高于先结晶的表面细晶区的含碳量,所以它属于正偏析钢锭纵剖面上的三个偏析带●A形偏析带在横截面上即为方框形偏析或点状偏析。

锻件的缺陷很多种类,该类缺陷产生的原因也有许多种,有不良锻造工艺造成的,有原材料的原因,有模具设计不合理所致等等。
尤其是少无切削加工的精密锻件,更是难以做到完全控制。
本文介绍几种常见的锻件缺陷。
锻件缺陷1、缩孔:在锻造前期浇注钢铸锭时,由于钢铸锭冷却时金属凝固体积收缩,形成较大的孔洞,常见于钢锭的头部(冒口端)缩孔特征:一般位于横截面中心,且具有较大的体积和轴向延伸长度2、疏松:钢锭凝固钱金属液中气体来不及排除和金属冷却收缩,形成其内部的空穴和不致密性,在锻造时又因锻压比不足,金属组织未柔和而存在于锻件之中。
疏松特征:以钢锭中心及头部出现居多,单个尺寸较小,但往往呈区域性弥散分布。
3、夹杂物:有非金属夹杂物和金属夹杂物之分(1)非金属夹杂物:为钢中脱氧剂,合金元素灯与气体生产之反应物,一般尺寸较小,漂浮于钢锭中最后挤至凝固最晚的钢锭中心区及头部聚积;由冶炼,浇注过程中混入的耐火材料或杂质,尺寸较大,常混杂于钢锭下部。
(2)金属夹杂物:由于冶炼时外加铁合金过多或尺寸较大所致,或者浇注时金属飞溅或异型金属录入铸模未被溶解而形成的缺陷。
4、裂纹:裂纹种类甚多,形成原因不一(1)晶间裂纹,多见于奥氏体钢不锈钢锻件;(2)高合金钢的钢锭中心,裂纹沿晶间分布,呈弯曲线,尺寸大于夹杂物,且有一定的方向性(3)锻造或热处理不当,工件内外温差过大,截面尺寸变化剧烈均会产生热裂纹,常常出现于锻件心部截面变化处;(4)过热和过烧产生的组大组织和脆性开裂,多始于工件表面。
(5)锻造时将钢锭表面氧化皮或凸出部位压入钢中所形成的折叠,也是变形不当形成的裂纹之一;(6)常见合金钢的白点,本质上是由氢脆造成的微裂纹,其单个尺寸较大,分布较广,锻造截面变化大,锻后冷却快易形成白点。
(7)淬火之后若不及时回火或者回火不当,热处理残余应力仍然很大,从而易产生裂纹,严重导致自行炸裂。
缩孔:钢液在钢模里收缩时形成的缩腔叫缩孔.
横裂:是指钢锭表面发生的横向裂纹,一般在钢锭上,一般深度较浅,经精磨可祛除。
纵裂:是指钢锭表面产生的纵向裂纹,一般在钢锭上部和角部,而上部的裂纹很深,很难研磨消除。
结疤:钢锭表面,壳皮状或瘤子状的金属所溅粘的称为结疤,结疤多出现在钢锭下部。
重皮:在低倍试片的边缘,呈现出一种不规则的暗色疏松时,其周围聚集大量的氧化物夹杂,(主要是氧化亚铁)这叫翻复。
表面夹杂:是指镶嵌在钢锭表面肉眼可见的非减数夹杂物。
表面气孔:指暴露于钢锭表面肉眼可见的细小孔洞,多见于钢锭中下部,一般不深,可精整去除。
炸裂:钢锭表面极冷时产生的开裂,因开裂时常拌有响声,所以叫做炸裂。
上涨:钢锭头部呈不规则的凸起,这缺陷叫上涨,也叫冒涨。
网纹:钢锭表面出现的网状凸起叫网纹。
麻坑:钢锭表面存在的凹坑叫做麻坑。
双浇:钢锭表面四周明显可见的重接痕迹
飞边:存在于钢锭头部或尾部垂直于钢锭表面的金属薄片叫飞边。
飞翅:在钢锭表面形成的垂直于钢锭表面的薄片叫飞翅。
气泡:气泡是由于钢水除气脱氧不良或注钢系统原料潮湿等原因而造成钢锭或刚才的缺陷,一般分皮下气泡和内部气泡。
(防止方法:钢水氧化沸腾还原脱氧要良好,炉聊和一切与钢水接触的耐火材料要干燥,出钢槽、包子、手板、模子等要干燥,模子锈斑要清理干净,涂油要薄均。
)
白点:白点其实是一种细微的裂纹,在刚才横向低倍试样上呈放射性不规则的锯齿裂纹,在纵向低倍试样上是圆形或椭圆星的银亮点,因而叫白点。
(主要成因是氢气的原因)。
铸件中常见的主要缺陷有:1.气孔这是金属凝固过程中未能逸出的气体留在金属内部形成的小空洞,其内壁光滑,内含气体,对超声波具有较高的反射率,但是又因为其基本上呈球状或椭球状,亦即为点状缺陷,影响其反射波幅。
钢锭中的气孔经过锻造或轧制后被压扁成面积型缺陷而有利于被超声检测所发现,如图2.2所示。
2.缩孔与疏松铸件或钢锭冷却凝固时,体积要收缩,在最后凝固的部分因为得不到液态金属的补充而会形成空洞状的缺陷。
大而集中的空洞称为缩孔,细小而分散的空隙则称为疏松,它们一般位于钢锭或铸件中心最后凝固的部分,其内壁粗糙,周围多伴有许多杂质和细小的气孔。
由于热胀冷缩的规律,缩孔是必然存在的,只是随加工工艺处理方法不同而有不同的形态、尺寸和位置,当其延伸到铸件或钢锭本体时就成为缺陷。
钢锭在开坯锻造时如果没有把缩孔切除干净而带入锻件中就成为残余缩孔(缩孔残余、残余缩管),如图2.3、2.4、2.5所示。
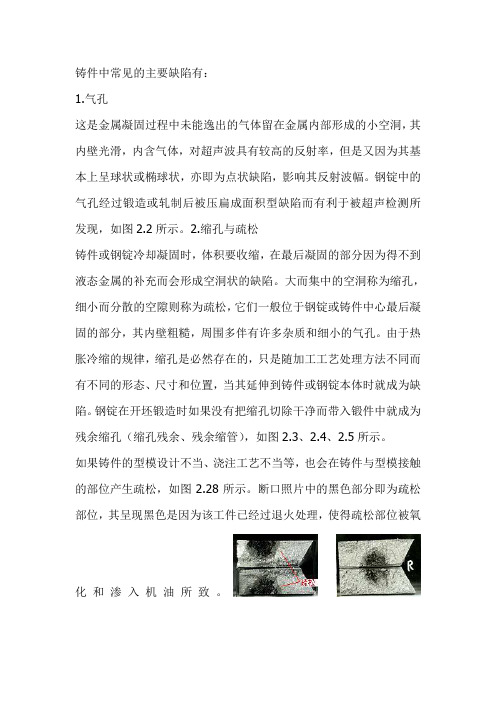
如果铸件的型模设计不当、浇注工艺不当等,也会在铸件与型模接触的部位产生疏松,如图2.28所示。
断口照片中的黑色部分即为疏松部位,其呈现黑色是因为该工件已经过退火处理,使得疏松部位被氧化和渗入机油所致。
图2.28 W18钢铸件-用作铣刀齿,采用超声纵波垂直入射多次底波衰减法发现的疏松断口照片3.夹渣熔炼过程中的熔渣或熔炉炉体上的耐火材料剥落进入液态金属中,在浇注时被卷入铸件或钢锭本体内,就形成了夹渣缺陷。
夹渣通常不会单一存在,往往呈密集状态或在不同深度上分散存在,它类似体积型缺陷然而又往往有一定线度。
4.夹杂熔炼过程中的反应生成物(如氧化物、硫化物等)-非金属夹杂,如图2.1和2.6,或金属成分中某些成分的添加料未完全熔化而残留下来形成金属夹杂,如高密度、高熔点成分-钨、钼等,如图2.29,也有如图2.24所示钛合金棒材中的纯钛偏析。
(a)(b)(c)(d)(e)图2.29 BT9钛合金锻制饼坯中的钼夹杂:(a)剖面低倍照片;(b)X射线照相底片;(c)C扫描显示(图中四个白色点状显示为同一个缺陷,是使用水浸点聚焦探头以不同灵敏度检测的结果,其他分散细小的白色点状为与该缺陷无关的杂波显示);(d)B扫描显示;(e)3D显示5.偏析铸件或钢锭中的偏析主要指冶炼过程中或金属的熔化过程中因为成分分布不均而形成的成分偏析,有偏析存在的区域其力学性能有别于整个金属基体的力学性能,差异超出允许标准范围就成为缺陷,如图2.23和2.24、2.27所示。
1.贯穿气孔熔铸品质不好。
2.表面气泡铸锭含氢量高组织疏松;铸锭表面凸凹不平的地方有脏东面,装炉前没有擦净;蚀洗后,铸块与包铝板表面有蚀洗残留痕迹;加热时间过长或温度过高,铸块表面氧化;第一道焊合轧制时,乳液咀没有闭严,乳液流到包铝板下面。
3.铸块开裂热轧时压下量过大,从铸锭端头开裂;铸块加热温度过高或过低。
4.力学性能不合格没有正确执行热处理制度或热处理设备不正常,空气循环不好;淬火时装料量大,盐浴槽温度不够时装炉,保温时间不足,没有达到规定温度即出炉;试验室采用的热处理制度或试验方法不正确;试样规格形状不正确,试样表面被破坏。
5.铸锭夹渣熔铸品质不好,板片内夹有金属或非金属残渣。
6.撕裂润滑油成分不合格或乳液太浓,板片与轧辊间产生滑动,金属变形不均匀;没有控制好轧制率,压下量过大;轧制速度过大;卷筒张力调整得不正确,张力不稳定;退火品质不好;金属塑性不够;辊型控制不正确,使金属内应力过大;热轧卷筒裂边;轧制时润滑不好,板带与轧辊摩擦过大;送卷不正,带板一边产生拉应力,一边产生压应力,使边沿产生小裂口,经多次轧制后,从裂口处继续扩大,以至撕裂;精整时拉伸机钳口夹持不正或不均,或板片有裂边,拉伸时就会造成撕裂;淬火时,兜链兜得不好或过紧,使板片压裂,拉伸矫直时造成撕裂。
7.过薄压下量调整不正确;测厚仪出现故障或使用不当;辊型控制不正确。
8.压折(折叠)辊型不正确,如压光机轴承发热,使轧辊两端胀大,结果压出的板片中间厚两边薄;压光前板片波浪太大,使压光量过大,从而产生压折;薄板压光时送入不正容易产生压折;板片两边厚差大,易产生压折。
9.非金属压入热轧机的轧辊、辊道、剪刀机等不清洁,加工过程中脏物掉在板车带上,经轧制而形成;冷轧机的轧辊、导辊、三辊矫直机、卷取机等接触带板的部分不清洁,将脏物压入;轧制油喷咀堵塞或压力低,带板表面上粘附的非金属脏物冲洗不掉;乳液更换不及时,铝粉冲洗不净及乳液槽未洗刷干净。
锻造用的原材料为铸锭、轧材、挤材及锻坯。
而轧材、挤材及锻坯分别是铸锭经轧制、挤压及锻造加工成的半成品。
一般情况下,铸锭的内部缺陷或表面缺陷的出现有时是不可避免的。
再加上在锻造过程中锻造工艺的不当,最终导致锻件中含有缺陷。
以下简单介绍一些锻件中常见的缺陷。
由于原材料的缺陷造成的锻件缺陷通常有:表面裂纹表面裂纹多发生在轧制棒材和锻制棒材上,一般呈直线形状,和轧制或锻造的主变形方向一致。
造成这种缺陷的原因很多,例如钢锭内的皮下气泡在轧制时一面沿变形方向伸长,一面暴露到表面上和向内部深处发展。
又如在轧制时,坯料的表面如被划伤,冷却时将造成应力集中,从而可能沿划痕开裂等等。
这种裂纹若在锻造前不去掉,锻造时便可能扩展引起锻件裂纹。
折叠折叠形成的原因是当金属坯料在轧制过程中,由于轧辊上的型槽定径不正确,或因型槽磨损面产生的毛刺在轧制时被卷入,形成和材料表面成一定倾角的折缝。
对钢材,折缝内有氧化铁夹杂,四周有脱碳。
折叠若在锻造前不去掉,可能引起锻件折叠或开裂。
结疤结疤是在轧材表面局部区域的一层可剥落的薄膜。
结疤的形成是由于浇铸时钢液飞溅而凝结在钢锭表面,轧制时被压成薄膜,贴附在轧材的表面,即为结疤。
锻后锻件经酸洗清理,薄膜将会剥落而成为锻件表面缺陷。
层状断口层状断口的特征是其断口或断面与折断了的石板、树皮很相似。
层状断口多发生在合金钢(铬镍钢、铬镍钨钢等),碳钢中也有发现。
这种缺陷的产生是由于钢中存在的非金属夹杂物、枝晶偏析以及气孔疏松等缺陷,在锻、轧过程中沿轧制方向被拉长,使钢材呈片层状。
如果杂质过多,锻造就有分层破裂的危险。
层状断口越严重,钢的塑性、韧性越差,尤其是横向力学性能很低,所以钢材如具有明显的层片状缺陷是不合格的。
亮线(亮区)亮线是在纵向断口上呈现结晶发亮的有反射能力的细条线,多数贯穿整个断口,大多数产生在轴心部分。
亮线主要是由于合金偏析造成的。
轻微的亮线对力学性能影响不大,严重的亮线将明显降低材料的塑性和韧性。
锻造成形过程中的缺陷及其防止方法一、钢锭的缺陷钢锭有下列主要的缺陷:(1)缩孔和疏松钢锭中缩孔和疏松是不可避免的缺陷,但它们出现的部位可以控制。
钢锭中顶端的保温冒口,造成钢液缓慢冷却和最后凝固的条件,一方面使锭身可以得到冒口中钢液的补缩,另一方面使缩孔和疏松集中于此处,以便锻造时切除。
(2)偏析钢锭中各部分化学成分的不均匀性称为偏析。
偏析分为枝晶偏析和区域偏析两种,前者可以通过锻造以及锻后热处理得到消除,后者只能通过锻造来减轻其影响,使杂质分散,使显微孔隙和疏松焊和。
(3)夹杂不溶于金属基体的非金属化合物称为夹杂。
常见的夹杂如硫化物、氧化物、硅酸盐等。
夹杂使钢锭锻造性能变化,例如当晶界处低熔点夹杂过多时,钢锭锻造时会因热脆而锻裂。
夹杂无法消除,但可以通过适当的锻造工艺加以破碎,或使密集的夹杂分散,可以在一定程度上改善夹杂对锻件质量的影响。
(4)气体钢液中溶解有大量气体,但在凝固过程中不可能完全析出,以不同形式残存在钢锭内部。
例如氧与氮以氧化物、氮化物存在,成为钢锭中夹杂。
氢是钢中危害最大的气体,它会引起“氢脆”,使钢的塑性显著下降;或在大型锻件中造成“白点”,使锻件报废。
(5)穿晶当钢液浇注温度较高,钢锭冷却速度较大时,钢锭中柱状晶会得到充分的发展,在某些情况下甚至整个截面都形成柱状晶粒,这种组织称为穿晶。
在柱状晶交界处(如方钢锭横截面对角线上),常聚集有易熔夹杂,形成“弱面”,锻造时易于沿这些面破裂。
在高合金钢锭中容易遇到这种缺陷。
(6)裂纹由于浇注工艺或钢锭模具设计不当,钢锭表面会产生裂纹。
锻造前应将裂纹消除,否则锻造时由于裂纹的发展导致锻件报废。
(7)溅疤当钢锭用上注法浇注时,钢液冲击钢锭模底而飞溅到钢锭模壁上,这些附着的溅沫最后不能和钢锭凝固成一体,便成溅疤。
溅疤锻造前必须铲除,否则会形成表面夹层。
二、轧制或锻制的钢材中的缺陷轧制或锻制的钢材中往往存在如下缺陷:(1)裂纹和发裂裂纹是由于钢锭缺陷未清除,经过轧制或锻造使之进一步发展造成的。
甘肃冶金 2001年3月第1期钢锭(坯)在轧制过程中出现翘皮及断裂等常见缺陷的原因分析和防止途径贾 静(兰州钢铁公司 甘肃省 兰州市 730020)摘 要 分析了钢锭(坯)轧制过程中出现翘皮、裂纹、断裂等常见缺陷的原因,并且提出了解决问题的途径。
关键词 分析解决 缺陷 途径1 前言钢锭(坯)在轧制过程中会出现翘皮、裂缝、断裂等多种缺陷而致废。
由于种种原因,90年代初以来,特别是近几年里,钢锭(坯)轧裂和翘皮的数量骤然上升并有居高不下之势。
为此,我们将近几年来发生的钢锭(坯)轧废情况统计分析结果列于表1(数据以每年退换钢锭的数量为依据)。
表1 钢锭(坯)轧裂退换统计表年 份钢 种废品数量致 废 原 因小 时(t)1995 1996 1997 1998 1999Q195—Q235沸钢258钢锭重接19.08t,翘皮、断裂Q235镇静钢— Q195—Q235沸钢118翘皮、断裂150220M nSi连铸坯70夹杂、断裂20M nSi钢47断裂Q195—Q235沸钢44翘皮、断裂150220M nSi连铸坯80夹杂、断裂1502Q235连铸坯40脱方Q235镇静钢100纵裂纹、发纹Q195—Q235沸钢220翘皮、断裂Q235镇静钢110裂纹、断裂Q195—Q235沸钢20断裂、裂口Q235镇静钢240纵裂纹、裂口、断裂2582352643302609收稿日期:2000-12-28表1的统计结果表明: 早期镇静钢锭质量比沸腾钢锭的好,但近两年来质量有下滑趋势。
钢锭(坯)在轧制过程中退废的主要缺陷是翘皮、裂纹和断裂。
平均每年退换钢锭293t ,由此造成的经济损失30余万元。
根据金属学和钢的热塑性变形原理,结合现场生产的实际情况,作者对这些缺陷的成因从炼钢工艺和轧钢工艺两方面进行分析。
2 炼钢工艺对钢锭质量的影响2.1 化学成分的影响对于碳素结构钢来讲,就元素影响而言造成轧制过程中出现裂纹、断裂极为有关的元素有S 、M n 、P 、Cu 。