实验一 用立式光学计测量塞规
- 格式:doc
- 大小:3.30 MB
- 文档页数:6

用立式光学计测量塞规实验报告实验名称:用立式光学计测量塞规实验报告一、实验目的:1. 了解立式光学仪器的基本原理和结构;2. 熟悉立式光学计测量塞规的方法;3. 掌握立式光学计测量塞规的误差控制方法;4. 学会使用立式光学计测量塞规进行精密测量。
二、实验原理:立式光学仪器是一种基于物镜焦距和伪相差的光学仪器。
通常由目镜、物镜、测微转台等部分组成。
使用物镜成像放大、聚焦目标,通过读取测微转台上的读数,计算出被测量目标的尺寸。
立式光学塞规是以毫米为单位的机械视觉基准长度标准,是一种通用的测量工具。
主要由测头、测量体、握手、刻度尺等部分组成。
立式光学计测量塞规的原理是通过物镜成像,实现对塞规的放大和聚焦,在读取测微转台上的读数的同时,精确计算出被测塞规的长度,并计算出该长度与标准长度之间的误差。
三、实验步骤:1. 将待测样品与立式光学计放置在水平台上;2. 将立式光学计固定在合适的位置,调整物镜位置,使其正确聚焦;3. 调整塞规位置和姿态,使其与光轴垂直且正确被聚焦;4. 正式测量:在塞规位置稳定后,读取测微转台刻度尺上的读数,并计算出测量长度;5. 重复以上步骤,取多个数据,计算平均值以获得更准确的测量结果。
四、实验结果:通过本次实验,我们获得了10个不同位置的测量数据,经过处理,我们得到的平均测量长度为12.345mm,精度为0.001mm。
五、实验结论:本次实验使用立式光学计测量塞规,学习了立式光学塞规的原理和使用方法。
在测量过程中,我们还学到了误差控制方法,如调整仪器位置、姿态等,以确保测量精度和准确性。
此外,本次实验结果表明,使用立式光学计测量塞规,可以获得较高的测量精度和准确性。
六、参考文献:1. 《物理实验教程》第三版,北京:高等教育出版社,2007。
2. 刘德新. 光学仪器原理与设计 [M]. 北京: 科学出版社, 2002.。

互换性与技术测量实验指导书机械设计制造及其自动化教研室编2011.09目录实验1 用立式光学计测量塞规 (2)实验2用内径百分表测量内径 (4)实验3 直线度误差的测量 (7)实验4 平行度与垂直度误差的测量 (11)实验5 表面粗糙度的测量 (14)实验6 工具显微镜长度、角度测量 (18)实验1 用立式光学计测量塞规一、实验目的1、了解立式光学计的测量原理;2、熟悉立式光学计测量外径的方法;3、加深理解计量器具与测量方法的常用术语。
二、实验内容1、用立式光学计测量塞规;2、由国家标准GB/T 1957—1981《光滑极限量规》查出被测塞规的尺寸公差和形状公差,与测量结果进行比较,判断其适用性。
三、计量器具及测量原理立式光学计是一种精度较高而结构简单的常用光学测量仪。
其所用长度基准为量块,按比较测量法测量各种工件的外尺寸。
图1为立式光学计外形图。
它由底座1、立柱5、支臂3、直角光管6和工作台11等几部分组成。
光学计是利用光学杠杆放大原理进行测量的仪器,其光学系统如图2b 所示。
照明光线经反射镜l照射到刻度尺8上,再经直角棱镜2、物镜3,照射到反射镜4上。
由于刻度尺8位于物镜3的焦平面上,故从刻度尺8上发出的光线经物镜3后成为平行光束。
若反射镜4与物镜3之间相互平行,则反射光线折回到焦平面,刻度尺的像7与刻度尺8对称。
若被测尺寸变动使测杆5推动反射镜4绕支点转动某一角度α(图2a),则反射光线相对于入射光线偏转2α角度,从而使刻度尺像7产生位移t(图2c),它代表被测尺寸的变动量。
物镜至刻度尺8间的距离为物镜焦距f,设b为测杆中心至反射镜支点间的距离,s为测杆5移动的距离,则仪器的放大比K为当a很小时,,因此光学计的目镜放大倍数为12,f=200mm,b=5mm,故仪器的总放大倍数n为由此说明,当测杆移动0.001mm时,在目镜中可见到0.96mm的位移量。
图1 立式光学计外形图图2 立式光学计测量原理图四、测量步骤1、按被测塞规的基本尺寸组合量块;2、选择测头。

用立式光学计测量塞规实验报告用立式光学计测量塞规实验报告引言:光学计是一种常用的测量工具,广泛应用于各个领域。
其中,立式光学计是一种常见的光学测量仪器,具有测量精度高、操作简单等特点。
本实验旨在通过使用立式光学计来测量塞规的外径和长度,以验证其测量精度和可靠性。
一、实验目的本实验的目的是通过使用立式光学计来测量塞规的外径和长度,以验证其测量精度和可靠性。
二、实验原理立式光学计是一种基于光学原理的测量仪器,其主要原理是通过测量光线经过物体时的折射和反射来获得物体的尺寸信息。
在本实验中,我们使用立式光学计来测量塞规的外径和长度。
外径测量原理:1. 将塞规放置在光学计的工作台上,并调整光学计的焦距,使其能够清晰地观察到塞规的刻度线。
2. 使用光学计的游标尺来测量塞规的刻度线位置,并记录下游标尺的读数。
3. 通过读数的差值,可以计算出塞规的外径。
长度测量原理:1. 将塞规放置在光学计的工作台上,并调整光学计的焦距,使其能够清晰地观察到塞规的两端。
2. 使用光学计的游标尺来测量塞规两端的位置,并记录下游标尺的读数。
3. 通过读数的差值,可以计算出塞规的长度。
三、实验步骤1. 准备工作:将塞规清洁干净,并确保光学计的镜片清洁。
2. 外径测量:将塞规放置在光学计的工作台上,调整光学计的焦距,使其能够清晰地观察到塞规的刻度线。
使用光学计的游标尺来测量塞规的刻度线位置,并记录下游标尺的读数。
3. 长度测量:将塞规放置在光学计的工作台上,调整光学计的焦距,使其能够清晰地观察到塞规的两端。
使用光学计的游标尺来测量塞规两端的位置,并记录下游标尺的读数。
4. 数据处理:通过读数的差值,计算出塞规的外径和长度,并进行误差分析。
四、实验结果与讨论通过实验测量,得到了塞规的外径和长度数据,并进行了误差分析。
根据实验结果,我们可以得出以下结论:1. 使用立式光学计测量塞规的外径和长度,测量精度较高,可靠性较好。
2. 实验中可能存在的误差主要来自于光学计的刻度读数误差和光学系统的畸变等因素。

实验一 用立式光学计测量塞规一. 实验目的1. 了解立式光学计的测量原理。
2. 熟悉用立式光学计测量外径的方法。
3. 加深理解计量器具与测量方法的常用术语。
二. 实验内容1. 用立式光学计测量塞规。
三. 根据测量结果, 按国家标准GB1957——81《光滑极限量规》查出被测塞规的尺寸公差和形状公差, 作出适用性结论。
四. 测量原理及计量器具说明立式光学计是一种精度较高而结构简单的常用光学量仪。
用量块作为长度基准, 按比较测量法来测量各种工件的外尺寸。
图1为立式光学计外形图。
图1它由底座1.立柱5.支臂3.直角光管6和工作台11等几部分组成。
光学计是利用光学杠杆放大原理进行测量的仪器, 其光学系统如图2(b )所示。
照明光线经反射镜1照射到刻度尺8上, 再经直角棱镜2.物镜3, 照射到反射镜4上。
由于刻度尺8位于物镜3的焦平面上, 故从刻度尺8上发出的光线经物镜3后成为平行光束。
若反射镜4与物镜3之间相互平行, 则反射光线折回到焦平面, 刻度尺象7与刻度尺8对称。
若被测尺寸变动使测杆推动反射镜4绕支点转动某一角度a (图2(a )), 则反射光线相对于入射光线偏转2a 角度, 从而使刻度尺象7产生位移t (图2(c )), 它代表被测尺寸的为动量。
物镜至刻度尺8之间的距离为物镜焦距f, 设b 为测杆中心至反射镜支点间的距离, s 为测杆5移动的距离, 则仪器的放大比K 为:ααbtg ftg s t K 2==当a 很小时, tg2a=2a, tga=a,因此: K=光学计的目镜放大倍数为12, f=200mm,b=5mm,故仪器 的总放大倍数n 为:n=12K= 5200212212⨯⨯=b f =960 由此说明, 当测杆移动0.001mm 时, 在目镜中可见到0.96mm 的位移量。
图2四、测量步骤1.测头的选择: 测头有球形、平面形和刀口形三种, 根据被测零件表面的几何形状来选择, 使测头与被测表面尽量满足点接触。
用立式光学计测量测量塞规及随机误差分布规律实验指导书一.实验目的1.了解立式光学计的测量原理;2.掌握用立式光学计测量外径的方法;3.验证随机误差分布规律。
二.实验内容A:1.用立式光学计测量塞规2.根据测量结果,判断塞规是否合格。
B:进行随机误差分布规律实验三.实验原理用立式光学计进行测量,一般是按比较测量的方法进行的,即先将量块组放在仪器的测头与工作台面之间,以量块尺寸L为基准使显示屏上的读数归零。
再将工件放在测头与工作台面之间,从显示屏上读出相对零位的偏移量,即工件尺寸对量块尺寸的差值△L,则被测工件的尺寸为x=L-△L。
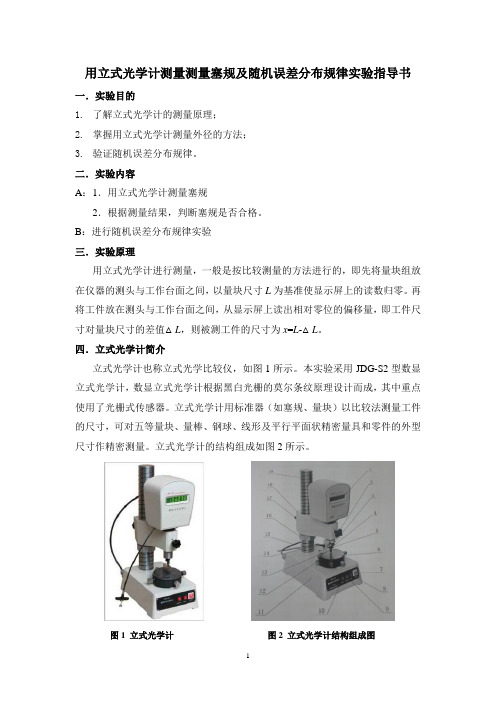
四.立式光学计简介立式光学计也称立式光学比较仪,如图1所示。
本实验采用JDG-S2型数显立式光学计,数显立式光学计根据黑白光栅的莫尔条纹原理设计而成,其中重点使用了光栅式传感器。
立式光学计用标准器(如塞规、量块)以比较法测量工件的尺寸,可对五等量块、量棒、钢球、线形及平行平面状精密量具和零件的外型尺寸作精密测量。
立式光学计的结构组成如图2所示。
图1 立式光学计图2 立式光学计结构组成图1-数字显示器,2-测量计管锁紧螺钉,3-光学计管,4-测杆,5-测帽锁紧螺钉,6-工作台,7-电源开关,8-打印键,9-公英制转换键,10-置零键,11-底座,12-调平手轮,13-测帽,14-提升器,15-信号电缆,16-升降螺母,17-横臂锁紧螺母,18-横臂,19-立柱JDG-S2型数显立式光学计的技术参数1.被测件最大长度180 mm2.直接测量范围≥10 mm3.最小显示值0.0001 mm4.测量力(2±0.2) N5.读数方式数字显示6.最大不准确度比较测量时:±0.00025 mm,直接测量时:0.0005mm7.最大测量误差±(0.5+L/100) μm,L是被测长度,以mm计五.实验步骤1.选择合适的测头。
立式光学计的测头有球形、平面形和刀口形三种,根据被测零件表面的几何形状来选择,使测头与被测表面尽量满足点接触。

立式光学计测量塞规实验报告一、实验目的本实验的目的是通过使用立式光学计测量塞规,掌握立式光学计的使用方法,熟悉测量过程中的注意事项,提高测量精度和数据处理能力,同时加深对尺寸测量基本原理的理解。
二、实验设备1、立式光学计2、塞规若干3、标准量块三、实验原理立式光学计是一种精度较高的光学测量仪器,它利用光学杠杆原理将微小的位移量放大,并通过目镜中的刻度尺进行读数。
在测量塞规时,将塞规放在测量台上,通过调整测量头与塞规的接触位置,使测量头与塞规的轴线垂直,并产生一定的测量力。
然后读取光学计上的示值,与标准量块的尺寸进行比较,从而得到塞规的尺寸偏差。
四、实验步骤1、准备工作清洁测量台和测量头,确保无灰尘和杂物。
选择合适的标准量块,对光学计进行零位校准。
2、测量塞规将塞规平稳地放置在测量台上,使测量头与塞规的测量面接触。
轻轻旋转调节手轮,使测量头与塞规接触并产生适当的测量力,注意测量力不能过大或过小,以免影响测量精度。
从目镜中读取测量值,并记录下来。
沿塞规的轴线方向移动塞规,在不同位置进行多次测量,以获取更准确的数据。
3、数据处理对多次测量的数据进行平均值计算,以减小测量误差。
将测量值与塞规的标称尺寸进行比较,计算出尺寸偏差。
五、实验数据记录与处理|测量次数|测量值(mm)|平均值(mm)|尺寸偏差(mm)|||||||1|_____|_____|_____||2|_____|_____|_____||3|_____|_____|_____||4|_____|_____|_____||5|_____|_____|_____|根据以上数据,计算出平均值和尺寸偏差。
六、实验误差分析1、测量力的影响测量力过大或过小都会导致测量结果的偏差。
如果测量力过大,可能会使塞规产生变形;如果测量力过小,测量头与塞规的接触不稳定,都会影响测量精度。
2、测量环境的影响温度、湿度等环境因素的变化可能会导致仪器和塞规的尺寸发生微小变化,从而影响测量结果。
立式光学计测量塞规直径实验教学大纲一、学时:实验学时:1二、适用专业及年级机械设计、机电、过程控制、车辆等机类、近机类,3年级三、实验目的:1.了解立式光学计的工作原理和使用方法;2.根据测量结果,判断被测工件的合格性;3.熟悉尺寸公差及量规公差表格的查阅。
四、实验仪器说明:立式光学计常用于测量工件的外尺寸,多采用比较测量方法,只有在标尺的示值范围内才可进行绝对测量仪器的使用与调整:1.测量头的选择仪器备有球面形,刀刃形和平面形等三种类型的测量头。
选用测量投影满足点接触为宜,故测量平面或圆柱面工件时选用球面测量头;测量小于10mm圆柱面工件时选用刀刃形测量头;测量凸球面工件时应选用平面形测量头。
2.工作台的调整测量工件时是以工作台面作为测量基准面,因此要求台面必须于测量头的测量方向相垂直。
如果选用Φ8平面台和带筋的方形工作台,不需进行调整;若选用90圆形工作台是需用四个调节螺钉来调整工作台,直到与测量头测量方向垂直(一般,使用中的仪器已经是调整好状态,不许进行这项调整)。
3.器标尺零位的调整①将量块组的下测量面置于工作台上,使测量头对准量块上测量面的中点;②粗调节:松开锁紧螺丝,转动调节螺母,使支臂下降,直到测量头与量块上测量的中点仅留有很小的间隙时,锁紧螺丝;③细调节:松开锁紧螺丝,转动偏心轮。
使指标线与标尺上的零刻线重合,拧紧螺丝;④微调节:拧紧螺丝后,轻轻按动抬起杠杆。
当出现指标线不与标尺零刻线相重合时(大约偏离10格之内),只需转动微调轮使其达到重合并完全稳定为止。
五、实验步骤:1.根据被测塞规的基本尺寸选择相应精度的立式光学计和量块尺寸,将量块置于工作台上进行仪器零位调整;2.将被测塞规放在工作台面上,保持圆柱下母线紧贴台面,然后慢慢在测量头下滚过,从标尺上找到读数的最大值,即为所测部位尺寸的实际偏差。
按此法应分别测出三个截面和两个方向(相差90°)的实际偏差,记入实验报告内;3.根据尺寸实际偏差与被测塞规的极限偏差(从公差表中查出),判断被测塞规的合格性;4.清理仪器和被测塞规。
用立式光学计测量测量塞规及随机误差分布规律实验指导书一.实验目的1.了解立式光学计的测量原理;2.掌握用立式光学计测量外径的方法;3.验证随机误差分布规律。
二.实验内容A:1.用立式光学计测量塞规2.根据测量结果,判断塞规是否合格。
B:进行随机误差分布规律实验三.实验原理用立式光学计进行测量,一般是按比较测量的方法进行的,即先将量块组放在仪器的测头与工作台面之间,以量块尺寸L为基准使显示屏上的读数归零。
再将工件放在测头与工作台面之间,从显示屏上读出相对零位的偏移量,即工件尺寸对量块尺寸的差值△L,则被测工件的尺寸为x=L-△L。
四.立式光学计简介立式光学计也称立式光学比较仪,如图1所示。
本实验采用JDG-S2型数显立式光学计,数显立式光学计根据黑白光栅的莫尔条纹原理设计而成,其中重点使用了光栅式传感器。
立式光学计用标准器(如塞规、量块)以比较法测量工件的尺寸,可对五等量块、量棒、钢球、线形及平行平面状精密量具和零件的外型尺寸作精密测量。
立式光学计的结构组成如图2所示。
图1 立式光学计图2 立式光学计结构组成图1-数字显示器,2-测量计管锁紧螺钉,3-光学计管,4-测杆,5-测帽锁紧螺钉,6-工作台,7-电源开关,8-打印键,9-公英制转换键,10-置零键,11-底座,12-调平手轮,13-测帽,14-提升器,15-信号电缆,16-升降螺母,17-横臂锁紧螺母,18-横臂,19-立柱JDG-S2型数显立式光学计的技术参数1.被测件最大长度180 mm2.直接测量范围≥10 mm3.最小显示值0.0001 mm4.测量力(2±0.2) N5.读数方式数字显示6.最大不准确度比较测量时:±0.00025 mm,直接测量时:0.0005mm7.最大测量误差±(0.5+L/100) μm,L是被测长度,以mm计五.实验步骤1.选择合适的测头。
立式光学计的测头有球形、平面形和刀口形三种,根据被测零件表面的几何形状来选择,使测头与被测表面尽量满足点接触。
[精品]实验一用立式光学计测量塞规一、实验目的1. 理解光学计的测量原理和构造特点,掌握光学测量的基本方法。
2. 初步掌握用立式光学计测量塞规的方法和技能。
3. 加深对光学计测量精度和测量误差的认识,提高测量精度和表达能力。
二、实验仪器1. 立式光学计:光学测量仪器,由物镜、刻度盘、透明光栅等部分组成,能以较高的精度测量长度、角度等目标量。
2. 塞规:精度较高的测量工具。
3. 皮卡尺:测量长度、宽度、高度等尺寸的常用工具。
三、实验原理光学计法是一种常用的非接触式测量方法,它利用物光学原理,通过对光束反射或折射的能力测定被测物体的长度或角度。
采用光学计法可大大提高测量精度和稳定性,并能自动记录和处理测量结果。
立式光学计又称形位测量仪、光电校准仪,是物料测量和无损检测的重要工具。
工作时可以直接读出目标长度和位置差等数据,具有高精度、无接触、不易受测量环境影响等优点,广泛应用于机械、电子、光学等领域。
在实验中,我们将用立式光学计测量一个内径为10mm的塞规的长度,测量方法为:将塞规的一端紧贴标尺,透过物镜对塞规的另一端读出长度值并做记录。
由于光学计方法测长具有微小点块、无毁坏性、不会对被测物体造成影响等优点,故可得到较为精确的测量结果。
四、实验步骤1. 将立式光学计放置平稳的工作台上,并将物镜调整至适当位置。
2. 塞规的外观应整洁,表面干燥,内孔应调整至圆形。
用皮卡尺测量塞规长度,确定长度范围,调整物镜合适的放置位置。
3. 将待测塞规的一端置于测试台的窄槽上,并紧贴标尺,然后在刻度盘上读取该端与标尺之间的位置差(δ1)。
5. 计算塞规长度:L = δ2 - δ1。
6. 收起仪器,清洁表面,记录实验数据。
五、实验注意事项1. 安全第一,实验者应戴上防护眼镜,并避免长时间关注测试台和物镜。
2. 实验中应保持测试平台稳定,要避免测试台的震动与移动。
3. 塞规的两端需紧贴测试台的标尺,避免出现夹持不紧、偏斜等问题,影响测量结果。
实验一用立式光学计测量塞规
一.实验目的
1.了解立式光学计的测量原理。
2.熟悉用立式光学计测量外径的方法。
3.加深理解计量器具与测量方法的常用术语。
二.实验内容
1.用立式光学计测量塞规。
2.根据测量结果,按国家标准GB1957——81《光滑极限量规》查出被测塞规的尺寸公差和形状公差,作出适用性结论。
三.测量原理及计量器具说明
立式光学计是一种精度较高而结构简单的常用光学量仪。
用量块作为长度基准,按比较测量法来测量各种工件的外尺寸。
图1为立式光学计外形图。
图1
它由底座1、立柱5、支臂3、直角光管6和工作台11等几部分组成。
光学计是利用光学杠杆放大原理进行测量的仪器,其光学系统如图2(b)所示。
照明光线经反射镜1照射到刻度尺8上,再经直角棱镜2、物镜3,照射到反射镜4上。
由于刻度尺8位于物镜3的焦平面上,故从刻度尺8上发出的光线经物镜3后成为平行光束。
若反射镜4与物镜3之间相互平行,则反射光线折回到焦平面,刻度尺象7与刻度尺8对称。
若被测尺寸变动使测杆推动反射镜4绕支点转动某一角度a(图2(a)),则反射光线相对于入射光线偏转2a角度,从而使刻度尺象7产生位移t(图2(c)),它代表被测尺寸的为动
量。
物镜至刻度尺8之间的距离为物镜焦距f,设b为测杆中心至反射镜支点间的距离,s为测杆5移动的距离,则仪器的放大比K为:
α
αbtg ftg s t K 2==
当a 很小时,tg2a=2a, tga=a,
因此:K=
b
f
2 光学计的目镜放大倍数为12,f=200mm,b=5mm, 故仪器 的总放大倍数n 为:
n=12K= 5
200
212212
⨯⨯
=b f =960 由此说明,当测杆移动0.001mm 时,在目镜中可见到0.96mm 的位移量。
图2
四、测量步骤
1、测头的选择:测头有球形、平面形和刀口形三种,根据被测零件表面的几何形状来选择,使测
头与被测表面尽量满足点接触。
所以,测量平面或圆柱表工作时,先用球形测头。
测量球面工作时,选用平面形测头。
测量小于10mm 的圆柱面工件时,选用刀口形测头。
2、按被测塞规的基本尺寸组合量块。
3、调整仪器零位
(1)参看图1,先好量块组后,将下测量面置于工作台11的中央,并使测头10对准上测量面中央。
(2)粗调节:松开支臂紧固螺钉4,转动调节螺母2,使支臂3缓慢下降,直到测头与量块,并能在视场中看到刻度尺象时,将螺钉4锁紧。
(3)细调节:松开紧固螺钉8,转动调节螺母2,使支臂3缓慢下降,直到测头与量块上测量面轻微接触,并能在视场中看到刻度尺象时,将螺钉4锁紧。
(4)细调节:松开紧固螺钉8,转动调节凸轮7,直至在目镜中观察到刻度尺象与μ指示接近为止(图3a )。
然后拧紧螺钉8。
(5)微调节:转动刻度尺微调螺钉6(图2b),使刻度尺的零线影象与μ指示线重合(图3b),然后压下测头提升杠杆9数次,使零位稳定。
(6)将测头抬起,取下量块。
4、测量塞规:按实验规定的部位(在三个横截面上的两个相互垂直的径向位置上)进行测量,把测量结果填入实验报告。
5、从国家标准GB1957——81查出塞规的尺寸公差和形状公差,并判断塞规的适用性。
图3
1、用立式光学计测量塞规属于什么测量方法?绝对测量与相对测量各有何特点?
2、什么是分度值、刻度间距?它们与放大比的关系如何?
3、仪器工作台与测杆轴线不垂直,对测量结果有何影响?工作台与测杆轴线垂直度如何调节?
4、仪器的测量范围和刻度尺的示值范围有何不同?
实验二导轨直线度误差测量
一、实验目的
1、掌握用水平仪测量直线度误差的方法及数据处理。
2、加深对直线度误差定义的理解。
二、实验内容
用合象水平仪测量直线度误差。
三、测量原理及计量器具说明
机床、仪器导轨或其他窄而长的平面,为了控制其直线度误差,常在给定平面(垂直平面、水平平面)内进行检测。
常驻用的计量器具有框式水平仪、合象水平仪、电子水平仪和自准直仪等到。
使用这类器具的共同特点是测定微小角度的变化。
由于被测表面存在着直线度误差,计量器具置于不同的被测部位上,其倾斜度就要发生相应的变化。
如果节距(相邻两测点的距离)一经确定,这个变化的微小倾角与被测相邻两点的高低差就有确切的对应关系。
通过对逐个节距的测量,得出变化的角度,用作图或计算,即可求出被测表面的直线度误差值。
由于合象水平仪的测量准确度高、测量范围大(±10mm/m)、测量效率高、价格便宜、携带方便等优点,故在检测工作中得到了广泛的采用。
合象水平仪的结构如图1a、d所示,它由底板1和壳体4组成外壳,其内部则由杠杆2、水准器8、两个棱镜7、测量系统9、10、11以及放大镜6所组成。
使用时将合象水平仪放于桥板(图2)上相对不动,再将桥板放于被测表面上。
如果被测表面无直线度误差,并与自然水平基准平行,此时水准器的气泡边逐通过合象棱镜7所产生的影象,在放大镜6中观察将出现如图1b所示的情况。
但在实际测量中,由于被测表面安放位置不理想和被测表面不宜,导致气泡移动,其视场情况将如图1c所示。
此时可转动测微螺杆10,使水准器转动一角度,从而使气泡返回棱镜组7的中间位置,则图1c中的两影象的错移量*消失而恢复成一个光滑的半圆头(图1b)。
测微螺杆移动量s导致水准器的转角a(图1d)与被测表面相邻两点的高低差h有确切的对应关系,即
h=0.01La(μm)
式中0.01——合象水平仪的分度值(mm/m);
L——桥板节距(mm);
α——角度读数值(用格数来计数)。
α值,为了阐述直线度误差的评定方法,后面将用实例加以叙述。
如此逐点测量,就可得到相应的
i
(a)
图1
四、实验步骤
1、量出补测表面总长,确定相邻两测点之间的距离(节距),按节距L调整桥板(图2)的两贺术中心距。
2、将合象水平仪放于桥板上,然后将桥板依次放在各节距的位置。
每放一个节距后,要旋微分筒9合象,使放大镜中出现如图1b所示的情况,此时即可进行读数。
先在放大镜11处读数,它是反映螺杆10的旋转圈数;微分筒9(标有十、一旋转方向)的读数则是螺杆10旋转一圈(100格)的细分读
数;如此顺测(从首点至终点)、回测(由终点至首点)各一次。
回测时桥板不能调头,各测点两次读数的平均值作为该点的测量数据。
必须注意,如某测点两次读数相差较大,说明测量情况不正常,应检查原因并加以消除后重测。
3、为了作图的方便,最好将各测点的读数平均值同减一个数而得出相对差(见后面的例题)。
4、根据各测点的相对差,在坐标纸上邓点。
作图时不要漏掉首点(零点),同时后一测点的坐标位置是以前一点为基准,根据相邻差数取点的。
然后连接各点,得出误差折线。
5、用两条平行线包容误差折线,其中一条直线必须与误差折线两个最高(最低)点与另一条平行直线相切。
这两条平行线相切。
这两条平行直线之间的区域才是最小包容区域。
从平行于纵坐标方向画出这两条平行直线间的距离,此距离就是被测表面的直线度误差值f(格)。
图2
6、将误差值f(格)按下式折算成线性值f(um),并按国家标准GB1184—80评定被测表面直线度的公差等级。
f(μm)=0.01L f(格)
例:用合象水平仪测量一窄长平面的直线度误差,仪器的分度值分为0.01mm/m,选用的桥板节距L=200mm,测量直线度记录数据见附表,若被测平面直线度的公差等级为5级,试用作图法评定该平面的直线度误差是否合格?
调点序号i 0 1 2 3 4 5 6 7 8
仪器读数iα顺测-293 300 290 301 302 306 299 296 回测-296 298 288 299 300 306 297 296 平均-297 299 289 300 301 306 298 296
相对差(格)
α
α
α-
=
∆
i
i
0 0 +2 -8+3 +4 +9 +1 -1
f=0.01⨯200⨯11
=22(μm)
按国家标准GB1184—80,直线度5级公差值为25μm.误差值小于公差值,所以被测工件直线度误差合格。
思考题
目前部分工厂用作图法求解直线度误差时,仍沿用以往的两端点连线法,即把误差折线的首点(零点)和终点连成一直线作为评定标准,然后再作平行于评定标准的两条包容直线,从平行于纵坐标来计量两条包容直线之间的距离作为直线度误差值。
以例题作图为例,试比较按两端点连线和按最小条件评
定的误差值,何者合理?。