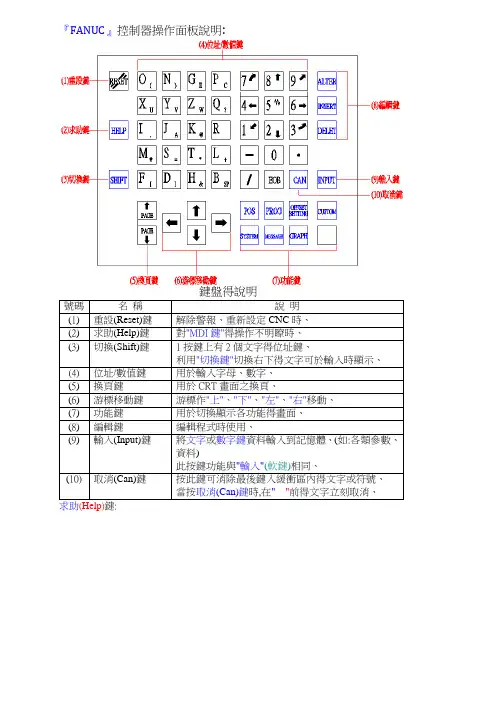
『FANUC』控制器操作面板說明:號碼名稱說明(1) 重設(Reset)鍵解除警報、重新設定CNC時、(2) 求助(Help)鍵對"MDI鍵"得操作不明瞭時、(3) 切換(Shift)鍵1按鍵上有2個文字得位址鍵、利用"切換鍵"切換右下得文字可於輸入時顯示、(4) 位址/數值鍵用於輸入字母、數字、(5) 換頁鍵用於CRT畫面之換頁、(6) 游標移動鍵游標作"上"、"下"、"左"、"右"移動、(7) 功能鍵用於切換顯示各功能得畫面、(8) 編輯鍵編輯程式時使用、(9) 輸入(Input)鍵將文字或數字鍵資料輸入到記憶體、(如:各類參數、資料)此按鍵功能與"輸入"(軟鍵)相同、(10)取消(Can)鍵按此鍵可消除最後鍵入緩衝區內得文字或符號、當按取消(Can)鍵時,在" _ "前得文字立刻取消、(1) 按"ALARM"鍵,顯示:例: 輸入"10"(ALARM NO、) →選擇→顯示以下訊息畫面、(2) 按"OPERAT"鍵,顯示"操作方法"之選項說明、例: 輸入"2" →選擇→顯示選擇需要得畫面配置、(3) 按"PARAM"鍵,顯示參數號碼之分類、游標移動鍵:↑、↓(從某一單節移動至下一單節、)←、→(選擇單節內得個別文字、)編輯(Edit)鍵: ALTER(修改)INSERT(插入)DELETE(刪除)(1)ALTER(修改):將錯誤得"數值/指令"覆蓋、(例:將"X20"修改為"X20、0"、)鍵入"X20、0" →按"ALTER" →顯示以下畫面、(2)INSERT(插入):將鍵輸入緩衝區資料存入控制器記憶體內、(為表示係鍵輸入資料,前頭有">"記號。鍵入資料得最後有"_",表示一個文字得輸入位置。(最多可輸入"32"字、)(3)DELETE(刪除):將控制器記憶體內得文字資料刪除、(例:將"X20、0"刪除、) 以游標移動至要刪除得位置→按"DELETE"、Can (取消):可消除最後鍵入緩衝區內得文字或符號、當按"Can"時,在" _ "前得文字立刻取消、功能鍵有:" POS"、"PROG"、"OFFSET/SETTING"、"SYSTEM"、"MESSAGE"、"GRAPHIC"、"CUSTOM",而各功能鍵代表顯示不同得功能畫面。(一) 按"POS"(功能)鍵,顯示如下:壹、1、按"絕對"(軟鍵),顯示:"絕對座標"畫面。2、(1)按"相對"(軟鍵),顯示:"相對座標"畫面。(2)按"相對"→(操作) (軟鍵),顯示:3、按"總合"(軟鍵),同時顯示:"相對座標"、"絕對座標"、"機械座標"畫面。4、按"HNDL"(軟鍵),顯示:"手動插入"功能畫面、5、按"(操作)"(軟鍵),顯示:貳、"操作監視"畫面:操作方式:按"POS"(功能鍵) →(軟鍵) →出現" MONI"→按"MONI"(軟鍵) →顯示以上畫面、(二)按"PROG"(功能)鍵,顯示如下:1、按"程式"(軟鍵),顯示:A、"加工程式"、(於MEM [即"AUTO"]模式)B、"編輯新加工程式"、(於EDIT模式)2、於"EDIT"模式,按"DIR"(軟鍵):顯示"程式記憶得使用量"及"程式一覽表"畫面、『包含:"登記程式數(USE)"、"剩餘程式數(空)"、"程式號碼(O NO、)"、"程式名稱(COMMENT)"、"登記得程式記憶容量(CHAR、)"、"剩餘可使用得程式記憶容量"。』3、操作方式: EDIT模式、按"PROG" (功能鍵) →程式(軟鍵) →(操作) (軟鍵)→(軟鍵)→顯示以上畫面、READ /PUNCH:可用於程式得傳輸、(PC→CNC控制器控制器→PC)EX-EDT:程式擴充編輯功能、(選購)4、A.BG-EDT (背景編輯) :在程式執行中可進行其她程式得編輯、(編輯方式与前景編輯相同)。操作方式: MEMORY / EDIT模式、按"PROG"(功能鍵) →(操作) (軟鍵)→BG-EDT →顯示以下畫面、→編輯新程式、(例: O0003)→程式內容編輯完成、→(操作) →BG-END →跳回至編輯畫面。B、O檢索:"程式號碼"檢索、(記憶體中有許多程式時,可尋找一程式)操作方式: MEMORY / EDIT模式、O + ×××× (程式號碼) →按"O檢索" (軟鍵)、例: 呼叫記憶體內之加工程式- "O1111"、C、檢索↑、檢索↓:位址文字(X、Y、Z、S、∙∙∙∙)檢索、操作方式: EDIT模式、位址+數值→按"檢索↑"或"檢索↓"、例: 搜尋"X20、0"、(輸入" X20、0 ",再按"檢索↓"、)(三)按"OFFSET/SETTING"(功能)鍵,顯示如下:壹、1、按"補正"(軟鍵):顯示"工具補正"畫面、(可設定"刀具長度補正量"、"刀具半徑補正值"等資料、)A、NO檢索:"番號"檢索、(如上圖,例:"番號011",則輸入"11",再按"NO檢索"、)B、C、輸入:"刀具長度補正量"自動輸入、操作方式: " OFFFSET/SETTING "(功能鍵)→補正(軟鍵)→輸入欲設定得"番號?" →" Z "鍵(字母鍵) →C、輸入( ※使用此功能,必須先"Z軸"回"HOME",再將"相對座標-歸零[ Z 0、000]";否則,會造成長度補正量得誤差、)C、+輸入: 可執行補正量得"加算"与"減算"、D、輸入: 功能与FANUC操作面板上之"INPUT"鍵相同、2、按"SETING"(軟鍵),顯示以下畫面: 按"PAGE ↓"(功能鍵),顯示:再按"PAGE ↓",顯示:3、按"座標系"顯示:一、加工原點(程式原點)設定:加工原點位置得選擇:(1)素材基邊、(2)素材中心、(3)素材基邊偏移"××量"。(1)"素材基邊"尋邊求法: (用"3D-Taster")操作方式: 手輪(Handle)模式、A、步驟: 按"POS(功能鍵)"→ "相對(軟鍵)" [切換至"相對座標"畫面]→移動軸向(例: X軸)→至接觸工件邊→按"X" (字母鍵) [此時畫面中得字元"X"~顯示"閃爍"]→→"起源(軟鍵)" →[此時畫面顯示X0、000]→Z軸提高至淨空高度→移動軸向" Y "→重覆上述步驟→完成尋邊(加工原點)動作、(※加工原點設定,以素材基邊為準、測頭半徑"r",必須列入計算、)B、"工件座標系設定":按"OFFSET/SETING(功能鍵)" →"座標系(軟鍵)" →選擇欲設定得座標系?:例:"G54"(可用游標鍵↑,↓或" NO檢索") →輸入: "X0"→"測量(軟鍵)"→輸入: "Y0"→"測量(軟鍵)"→即完成"工件座標系設定"、(2)素材中心:操作方式: 手輪(Handle)模式、A、步驟: 按"POS(功能鍵)"→ "相對(軟鍵)" [切換至"相對座標"畫面]→移動軸向(例:X軸)→至接觸工件邊→按"X" (字母鍵) →"起源(軟鍵)" →按"Z" (字母鍵) →"起源(軟鍵)" →Z軸提高至淨空高度→移動軸向至工件得另一側→至接觸工件邊→產生一數據、[例如: 畫面顯示: X120、000]→移動X軸向,至"素材中心"、[X120、0 / 2]→→按"X" (字母鍵) →"起源(軟鍵)" →Z軸提高至淨空高度→移動軸向" Y "→重覆上述步驟→完成尋邊(加工原點)動作、B、"工件座標系設定": (設定与"素材基邊"方式相同、)按"OFFSET/SETING(功能鍵)" →"座標系(軟鍵)" →選擇欲設定得座標系?: "G54" →輸入: "X0"→"測量(軟鍵)" →輸入: "Y0"→"測量(軟鍵)" →即完成"工件座標系設定"、(3)素材基邊偏移"××量": (基點以素材左下角為依據、)操作方式: 手輪(Handle)模式、A、步驟: 與(1),(2)方式相同、B、"工件座標系設定": (設定与"素材基邊"方式相同、)按"OFFSET/SETING(功能鍵)" →"座標系(軟鍵)" →選擇欲設定得座標系?: "G54"→輸入: "X0"→"測量(軟鍵)" →輸入: "Y0"→"測量(軟鍵)" →即完成"工件座標系設定"、(※目前之G54座標值為加工素材得基點座標) →移動游標至"X"欄位,輸入偏移量:"100、"→→"+ 輸入(軟鍵)"→→"Y"欄位,輸入偏移量: "80、"→→"+ 輸入(軟鍵)" →即完成"工件座標系設定"、二、刀具長度補正量設定:操作方式: 手輪(Handle)模式、A.步驟: 移動"Z"軸→至刀尖接觸工件表面→按"POS(功能鍵)"→ "總合(軟鍵)" →記錄"Z軸機械座標值"→→按"OFFSET/SETING(功能鍵)" →"補正(軟鍵)" →選擇欲設定得補正號碼?:例:" 001" →輸入" Z軸機械座標值":" -640、7 "→→"輸入(軟鍵)"[或按"INPUT"(於操作面板)]→完成"刀具長度補正量"設定、貳、操作方式:按"OFFSET/SETTING"(功能鍵) →→顯示以上畫面、1、按"MACRO"鍵,顯示:2、按"操作PN"鍵,顯示以下畫面:※功能設定可用"↑";"↓"游標移動鍵,移動至所要得功能位置;"←";"→"游標移動鍵,可設定【ON/OFF】。