同体悬挂式点焊机 - 欢迎访问天津七所高科技有限公司
- 格式:pdf
- 大小:2.88 MB
- 文档页数:2
悬挂式点焊机焊接时,首先让工件位于焊钳电极间,然后按下焊接开关,“加压”程序段开始,电磁气阀动作,压缩空气进入焊机气缸,使焊钳电极动作,将工件压紧,经过适当延时,“焊接”程序段开始,此时,焊接变压器初级线圈通过可控硅的控制与电源接通,次级产生焊接电流,对工件进行焊接,“焊接”程序段结束后,变压器初级线圈断电,焊机进入“维持”程序,待压力维持一段时间后,电磁气阀断开,焊钳释放工件,焊机进入“休止”程序。
此时已完成一个焊接周期。
悬挂式点焊机操作过程中“加压”、“焊接”、“维持”、“休止”等各个程序段的时间控制是由点焊机控制器中的时间调节器来完成的。
各个程序所需时间长短及焊接电流的大小(即“焊接规范”)应按焊接工艺事先设定。
扩展资料:特点:1.结构紧凑,维修方便,体积小,大大降低了工人的劳动强度和很大程度上节约了能耗。
2.悬挂式点焊机的电极臂采用优质铬锆铜(CuCrZr-1),保证了焊接性能的稳定性和焊机的使用寿命及电极臂的强度。
3.悬挂式点焊机气路系统通径大,再配以进口气动元件,使焊钳动作快捷,提高了生产效率。
4.焊接时,加热时间短,热量集中,无电弧、无火花飞溅、无焊渣、无熔焊堆积、焊件无热变形。
加之焊机创新后,气路系统通径增大,因此不仅焊接生产率高,而且能耗低(节电72.3%),焊件外观美,质量好。
5.焊接是利用电阻热与机械力的恰当配合完成的,所以能获得焊件焊核的高强度优质焊点。
6.由于焊接过程简单,又不需要填充材料和溶剂、也不需要保护气体,所以成本低。
7.由于焊件焊点的电流密度高,温度也高,因此通过焊机控制器精确控制通电时间后,使焊点得到重复性好的熔核尺寸,所以能适应多类同种或异种金属及镀层钢板的焊接。
8.悬挂式点焊机是通过焊机控制器改变晶闸管导通角来进行热量调节的,因而易于实现机械化及自动化,所以可与机器人匹配,进行全自动化焊接操作。


DNT3系列同体悬挂式点焊机使用说明书Cr天津七所高科技有限公司2010年10月修订目录0 关于安全的重要事项------------------------------------------------------ ---------------------- 11 用途-------------------------------------------------------- 32 技术数据----------------------------------------------------------------------------------- 33 结构特点 --------------------------------------------------------------------------------- 34 焊机安装 --------------------------------------------------------------------------------- 45 焊机使用 --------------------------------------------------------------------------------- 46 焊机维护 --------------------------------------------------------------------------------- 57 储存与运输--------------------------------------------------------------------------------- 68 附图--------------------------------------------------------------------------------------- 6图1 同体悬挂式点焊机电原理图---------------------------------------------------------------- 7图2 气路原理图 ----------------------------------------------------------------------------- 8图3 次级电缆连接装配图 --------------------------------------------------------------------- 9图 4 冷却回路示意图 ------------------------------------------------------------------------- 90关于安全的重要注意事项0.0 本说明书中使用的警示标志A 危险!高压电击危险的警告!忽视此说明的错误操作可能导致人身电击伤害。
悬挂式点焊机一、悬挂点焊机结构:悬挂式点焊机是焊装车间最多也是最主要的设备之一。
目前在线使用的S11和B11 一起共有437台,担当着焊装车间大部分的焊接任务。
它的型号表示__ D N 3 —1 6 0点悍机■挂式ME器蠢大功率1S0KVA沟通电另处在S11和B11下部线分别有10台和16台焊机型号DN3-200, 其变压器输出功率为200KVA,悬挂式点焊机按结构来分主要分为三大部分:,第一部分是把握部分,其次部分是变压器部分,第三部分是工作部分。
按工作路线来分也分为三条路线,是水路、气路和电路。
I、把握部分:悬挂式点焊机的把握部分主要是一台微电脑把握箱,它具有存储、输出数据的功能。
悬挂式点焊机的全部的参数都是由它来把握的。
在它的侧面有一个接入口,通过它的外接数据编程器可以对所需要的参数进行设定,以达到所需要的焊接效果。
并且控制着它的休止时间、预压时间、加压时间、回程时间四个动作的时间。
II、变压器部分:悬挂式点焊机的变压器部分主要是一台水冷式变压器,它的功能主要是将380V的电压变为23.8V的电压。
源-于-网-络-收-集III、工作部分:悬挂式点焊机的工作部分主要是通水电缆和焊钳。
通水电缆它不仅通电,而且通水。
焊钳是我们用来直接用于生产操作的工具, 分为“X”型和型两种,通过焊钳,我们将最终需要的结果一焊接点焊接起来。
焊钳型号表示如:C 30 —1 11 0焊甜类型焊接力景大工作尺寸W、水路:水路就是用来冷却焊接时所产生的热量。
为什么会产生热量呢?我们就要了解焊钳的工作原理。
悬挂式点焊机又称压力焊,是通过两钳臂的电流短路(大电流、小电压)而产生高温,其热量工式为Q=l2RT,因电流很大,通常在1万A左右,产生的热量是惊人的,从而达到溶化工件的效果,但同时在电缆和焊钳部分也会产生热量,为保证焊机的正常工作,所以我们就要用循环水来冷却焊接时产生的高温。
源-于-网-络-收-集V、电路:首先是380v的电压通过一次电缆进入变压器后,将其变为24V 的安全电压,然后再经过二次电缆到达焊钳的两臂后,在焊接时就形成了一条焊接回路。
L K电阻焊机控制器使用说明书The latest revision on November 22, 2020L K 电阻焊机控制器使用说明书天津七所高科技有限公司二零零四年七月1 简介LK控制器以PHILIPS 80C592为核心芯片,对焊接电流进行同步恒流控制,可以广泛应用于各种单相悬挂式、固定式及一体化式电阻点焊机。
LK控制器具有单、连点焊接功能及CAN数据总线接口,可用在流水线上进行自动焊接;焊接加热脉冲可设定为单脉冲及多个脉冲,配合16种焊接规范,以满足对不同材料、厚度的高质量焊接要求;CAN数据总线接口,应用于焊机联网系统,实现焊装生产线上焊机的集中控制和数据采集、参数修改、故障报警的生产管理;此外,LK控制器还具有焊接电流自动补偿、电极磨损和寿终监视功能以及傻瓜式的中文大屏幕液晶显示,可方便地了解焊接过程中各种参数、故障情况。
本控制器由控制器主体及编程监视器组成,各部分名称请参见“控制箱主体及编程监视器图”。
2 特点焊接过程由微机进行闭环控制,在电网电压波动及焊接负载变化的情况下,均能保证焊接电流的恒定。
控制方式有恒流方式、恒压方式及恒相位方式。
焊接循环中,如预压、加压、预热、焊接、回火、冷却、保持、休止等各工序中的时间长度由程序设定,无误差。
可带二把焊钳,每把焊钳7个焊接规范,1个修磨规范;或一把焊钳,10/16个规范。
单点和连点焊接功能,且有多脉冲选择,焊接脉冲数最多可达9个。
电极磨损焊接电流自动补偿功能,可依据焊点数的增加自动增加焊接电流,平台阶数可达10个;同时,还可根据焊点数及时告之电极需修磨或更新。
具有焊接压力控制功能,对配有比例阀接口的控制器,可在不同规范中设定不同的焊接压力,不仅可实现锻压功能还可实现焊接过程的压力变化控制。
功率因数自适应,适合不同的主机。
傻瓜式编程及较强的显示和自检功能,采用大屏幕汉字液晶显示器,编程菜单化,可显示焊接电流、周波数、控制角及导通角等参数值;同时自动检测诸如可控硅直通、变压器(可控硅)过热等故障。
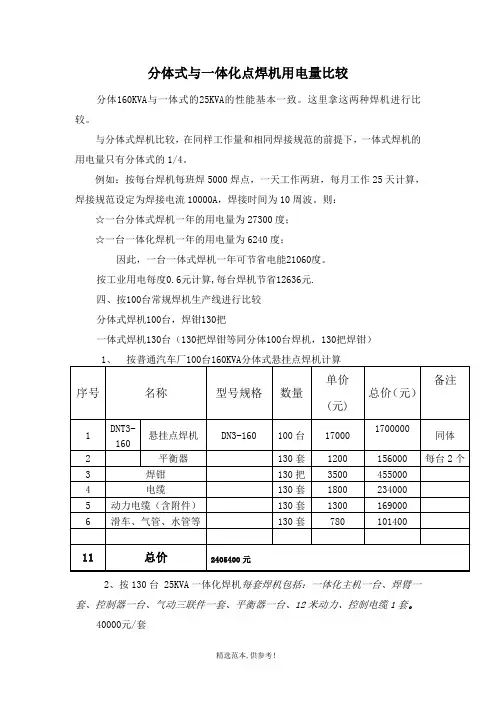
分体式与一体化点焊机用电量比较分体160KVA与一体式的25KVA的性能基本一致。
这里拿这两种焊机进行比较。
与分体式焊机比较,在同样工作量和相同焊接规范的前提下,一体式焊机的用电量只有分体式的1/4。
例如:按每台焊机每班焊5000焊点,一天工作两班,每月工作25天计算,焊接规范设定为焊接电流10000A,焊接时间为10周波。
则:☆一台分体式焊机一年的用电量为27300度;☆一台一体化焊机一年的用电量为6240度;因此,一台一体式焊机一年可节省电能21060度。
按工业用电每度0.6元计算,每台焊机节省12636元.四、按100台常规焊机生产线进行比较分体式焊机100台,焊钳130把一体式焊机130台(130把焊钳等同分体100台焊机,130把焊钳)2、按130台 25KVA一体化焊机每套焊机包括:一体化主机一台、焊臂一套、控制器一台、气动三联件一套、平衡器一台、12米动力、控制电缆1套。
40000元/套130台合计:520万元;3、采用一体化焊机纯焊机设备投入比分体多约280万元4、采用一体在用点和电缆上的节约费用(按年)电费:130X12636=1642680元电缆费用:每台焊机一年换4根电缆换电缆费用:4X130X1600=832000元合计:2474680元。
5、车间配电建设费用配电计算:按分体,160X100X0.15=2400KVA 配电站1200KVA 需要2个费用:40万X2=80万元按一体式 25X130X0.15=4875KVA,考虑车间其它设备,安装800KVA配电站,费用:30万元。
配电站节直接成本节省50万元,考虑电力增容费用,车间母线等费用,至少节约75万元。
1、费用比较:直接投资(设备、动力等)采用一体化焊机比分体式焊机多280-75=205万。
运行费用采用一体式节约每月 2474680/12=206000元205/20.6=10月对于一个年产5万辆汽车生产线,粗略计算此采用一体化焊机在使用10个月后基本与采用分体式的费用持平,以后每年节省2474680元。
乘焊车间悬挂点焊机使用及保护培训资料悬挂点焊机使用及保护的管理方法对商焊的点焊职工,一定进行此项培训,使其对悬挂点焊机有所认识,培训并考试合格方可上岗。
关于新进职工能够用师傅带徒弟边培训边工作的方式进行上岗,3个月后进行考试。
对考试不合格的职工,薪资发放时按正常薪资的70%进行发放,值到考试合格。
关于考试合格已上岗职工进行不按期检查(参照此培训资料),如不按此要求进行操作则加倍查核,查核 3 次者需从头培训及考试。
此项管理方法含各班班长,考试题目与职工相同,职工考试成绩85 分为合格,班长考试成绩90 分为合格。
目录一:掌握悬挂点焊机使用及保护的重要性。
二:悬挂点焊机结构及工作原理三:怎样正常使用四:悬挂点焊机及其附件养护重点五:简单故障判断及清除一:掌握悬挂点焊机使用及保护的重要性。
在商焊工段,肩负的主要任务是商用车车身总成的焊接,而悬挂点焊机作为一种车身焊接的一定设施,所以在工段的设施中占了很大的比重!多年来,几经发展、改造,增添了新的车型和焊接生产线,在商焊工段里,此刻用悬挂点焊机103 台,焊钳 141 把。
生产过程中,与我们接触最多的就是悬挂点焊机了,悬挂点焊机作为车身总成焊接的一定设施,在车身焊接过程中起到了主要的作用。
那么,我们应当怎样使用悬挂点焊机?在使用过程中怎样焊出质量优秀的车身总成?怎样对此设施进行保护保养、延伸其使用寿命?所以,掌握悬挂点焊机使用及保护显得特别重要!二:悬挂点焊机结构及工作原理1.结构概括:我们使用的悬挂点焊机主要由控制箱、焊接变压器、气路(加压)系统、水道(冷却)系统、焊钳、水电缆、操作手柄及均衡器等构成。
悬挂点焊机图片(1)控制箱:电源指示灯电源指示灯编程器接口编程器接口天津 707 控制箱南京小原控制箱控制箱是整个悬挂点焊机的大脑,主要型号有天津707 所生产的 DWK 型控制箱(白色)、日本小原生产的T250 型控制箱(橘红色),和马上在 M51 新线上使用的天津 707 生产的 LK 型控制箱。
悬挂点焊机操作规程1.衣着规范,严禁领口,袖口敞开或者卷起裤脚,以免落进火花。
2.作业时,须带防护镜.防护手套和安全帽。
3.刚焊好的工件不得用手去摸。
4.热烫物品设置防触设施和警告标志后,操作者才可离开。
5.焊接作业区域内的一切易燃易爆材料及物品均需清除。
6.焊接作业时,周围不可有他人围观,以免被火花烫伤。
7.检查电缆绝缘是否完好,以免发生触电事故或者短路。
8.焊机不可漏水,以防漏电击人。
9.操作中,禁止用手触摸电极头,禁止将手放在两电极头之间,以防烫伤或者压伤。
10.点焊机悬吊高度适当,普通为1—1.3米,以利安全操作。
11.搬移电焊机时须先切断电源。
12.组焊完毕的产品、半成品要即将放整齐,并加装保护装置,切勿堆压、超高。
电焊机操作规程1.焊接前,检查工作场所不安全因素,并予以排除。
2.检查焊机接零件保护是否可靠,焊钳与导线间的连接是否牢靠。
3.钳体应保持清洁,焊钳上的弹簧失效时应即将更换。
4.若发现导线有破损现象,应予以包扎,以防短路。
5.电源线与电焊线不得堆叠在焊接工件周围,以防因过热而损坏绝缘。
6.焊钳应保证在任何角度均能夹紧焊条,而且更换焊条方便。
7.操作者须穿长袖征服,穿绝缘鞋,戴绝缘手套和防护面具,以防电弧灼伤面部和手。
.8.严禁在潮湿的环境中或者水中进行焊接作业。
9.夏天时,因出汗原因造成衣服潮时,切勿靠在焊件上,以防触电。
10.作业间隙,切勿将焊钳放在已接通地线的金属容器上,以防短路。
11.登高作业时,必须系好安全带,电焊机或者焊割设备与高处作业点的地面正投影点要保持一定距离,且下面必须有人监护,以防意外。
12.登高用的梯子应符合要求,不许两人在同一梯子上同时作业。
13.所用焊条、工具等物品应装在坚固的无孔洞的袋内,以防落下伤人。
14.作业结束,关掉焊机,切断电源,进行保养。
C02保护焊操作规程1.严禁无证操作。
2.操作时注意力集中,工作前必须做好防护工作(戴面罩,手套等劳保用品)以防焊渣飞溅伤人。