极片水分检测规程
- 格式:doc
- 大小:162.00 KB
- 文档页数:3

水分控制及要求目前生产的电芯,拆解电池后发现电池钢壳壁及电芯外圈铜箔发黑,经分析原因为内部水含量超标,严重影响产品质量。
制定本方案目的对制程中的水分含量及转序时间、转序过程加以控制。
临时处理措施:制程中水含量控制:1.涂布(失重法)a.正极双面涂布取样后(同一小片)失重小于千分之1.0.b.负极双面涂布取样后(同一小片)失重小于千分之1.2.c.取样频率:每次双面换卷料后测量面密度的极片。
d.涂布后将极片放置在周转车转移至辊压工序,当天未完成辊压工序的极片放置在烤箱内或充有氮气的干燥箱内,在无烤箱与干燥箱的情况下用保鲜膜将极片密封保存.异常处理方法:双面涂布水含量超标,重新将极片过涂布机烤箱烘烤至合格范围后将极片转交至辊压工序。
2.小片烘烤(失重法)a.正极小片烘烤2H抽检5PCS/箱(同一小片)失重小于千分之0.6.b.负极小片烘烤4H抽检5PCS/箱(同一小片)失重小于千分之1.0.c.正负极小片烘烤过程中每一小时置换一次氮气。
d.烘烤后的极片降温、真空保存.温度:45℃真空度<-90Kpa.异常处理方法:烘烤后水含量超标,延长极片烘烤时间2-4H.水含量测试合格后转交至下一工序。
负极小片烘烤后烘箱内门及四周有水珠需将水珠擦拭干净将极片延长烘烤时间2-4H.3.注液前电芯烘烤(失重法)a.电芯烘烤过程中每2H置换一次氮气。
b.电芯烘烤后抽2PCS/箱测试水分含量:正极极片失重小于千分之0.4.负极极片失重小于千分之0.6.c.烘烤后电芯45度真空、保存。
真空度<-90kpa.保存时间超过24H的电芯注液前烘烤6-10H.异常处理方法:电芯烘烤后水含量超标,延长电芯烘烤时间4-8H ,水含量测试合格后方可转交至注液工序.工序制程、转交控制:1.搅拌-涂布:a.浆料制成后用保鲜膜密封保存,保存时间<4H。
涂布过程每次取出浆料后将料桶用保鲜膜及时密封.b.严格控制正极涂布车间温湿度。
温度10-28℃;相对湿度<45%RH.2.涂布-辊压a.完成涂布的正负极极片转交过程用保鲜膜密封转交至辊压车间或烤箱。

第1篇一、前言水分测试仪是用于测定物质中水分含量的精密仪器,广泛应用于食品、化工、医药、农业、科研等领域。
为了确保水分测试的准确性和仪器的正常使用,特制定本操作规程。
二、适用范围本规程适用于所有型号的水分测试仪。
三、操作前的准备工作1. 仪器检查:- 检查仪器外观是否完好,有无损坏。
- 检查仪器内部电路是否完好,电源线、连接线是否牢固。
- 检查样品盘、砝码、三脚架、托架等配件是否齐全。
2. 环境条件:- 确保仪器放置在干燥、通风、无腐蚀性气体、无震动的地方。
- 环境温度应在10℃-30℃之间,相对湿度应在30%-70%之间。
3. 人员培训:- 操作人员应熟悉本规程,并经过培训,确保能够正确操作仪器。
四、操作步骤1. 开机:- 将仪器接通电源,打开电源开关。
- 仪器自检,显示“9、8、7、6、5、4、3、2、1、0”,表示仪器正常。
2. 称重:- 将样品盘放置在仪器上,确保样品盘平整。
- 将20g砝码放置在样品盘上,观察显示是否为20.0000g,确认称重正常。
3. 取样:- 将待测样品放置在样品盘上,确保样品均匀分布。
- 样品重量不得超过样品盘的最大称量值。
4. 测试:- 关闭加热桶盖,按测试按键,仪器开始加热样品。
- 仪器灯亮,表示仪器开始工作。
- 待测试完成后,仪器蜂鸣器响,表示测试结束。
5. 数据读取:- 按显示按键,依次查询水分值、测量时间、取样量等数据。
6. 关机:- 按下电源开关,关闭仪器电源。
五、注意事项1. 操作过程中,严禁触摸加热桶和样品盘,以免烫伤。
2. 严禁将水或其他液体溅入仪器内部,以免损坏仪器。
3. 严禁将样品盘放置在潮湿的地方,以免影响称重精度。
4. 严禁将仪器放置在高温、高湿、有腐蚀性气体的环境中。
5. 仪器使用完毕后,应及时关闭电源,并将样品盘、砝码等配件放回原位。
六、维护保养1. 定期清洁仪器,保持仪器清洁。
2. 定期检查仪器内部电路,确保电路完好。
3. 定期检查样品盘、砝码等配件,确保配件完好。

电池极片水分含量测定仪操作规程:水分测定仪由于其功能多,应用行业广泛,因此每个行业的操作手法和检测方案是不同的,但大致可以按照如下操作流程进行:1、安装:打开设备包装箱,取出设备,放置平稳的操作台面;把相关的配件放入设备的既定位置,连接电源开机;2、校准:开机后把冠亚水分测定仪随机标配的20克砝码放到称量盘上,此时点击“校准按键”,几秒后自动校准完成。
注意:若校准值超出误差,可重新再按以上步骤进行校准,直至达到校准值;3、测试:把样品取样放入设备中,合上加热源,点击屏幕上开始测试试键;仪器自动测试;4、结束:水分测定完成后,仪器自动停止加热,水分值被锁定显示在液晶屏幕上,记下水分值;等待下次测试。
1、称重范围:0.001g-210.000g2、水分测定范围:0.01%-100%3、固含量测定范围:100-0.01%4、一种工业产品的水分检测设备5、测试模式:快速(可选:标准模式、定时干燥、分段干燥、慢速干燥)6、称重系统:MRH7、样品质量:0.001g-210.000g8、样品质量:0.001g9、加热温度范围:环境温度-249.9℃★温度精度:0.1℃★ 温度:≤0.5℃★测试恒重温度:≤0.4℃10、加热源:卤素灯加热11、水分精度:万分之一12、显示:彩色7寸液晶触摸屏13、温度窗口:实时显示当下环境温度14、设备数据存储:存储100组数据15、曲线:内置水分值动态曲线变化,直观显示,无需外接电脑★环境温度精度:±0.5℃16、功能(可选配):配置微型打印机,可随时打印机出相关数据17、USB通讯(可选配):上层数据分析软件18、样品盘:标准19、显示参数:水分值(%),干重(%),当前温度(分辨率0.1℃),设定温度(分辨率0.1℃),当前重量(g),初始重量(g),测试时间(S),判别时间(S);日期(年、月、日);时间(小时、分、秒),选配软件:测定模式数据处理软件功能可实现:水分值%曲线、干重%曲线、温度曲线(分辨率0.1℃)、时间(S)、样品名称、仪器状态、生成PDF报告、查看曲线、查看报告文件20、操作模式:全屏幕触控式21、校准模式:多种重量校准模式22、净重:4.5Kg。
水分仪测试规范一、操作详情见操作指导。
二、制样1.固体测试的小瓶充分干燥(一般110℃真空烘烤6h,低湿度环境下放置2-4h),同批测试选用同等干燥情况的小瓶,以保证空白测试的有效性。
长时间放置的小瓶最好重新烘烤。
2.含水量小的正负极粉、极片、电解液等取样在0.1-0.2g之间含水量高的纤维隔膜,取样量在0.07-0.09g即可。
电芯取样:从电芯叠片中间取样,动作迅速;一片只取一个样,一个样制作完成再重新抽取片制作下个样,以保证测试结果反应的是电芯内部的水分含量。
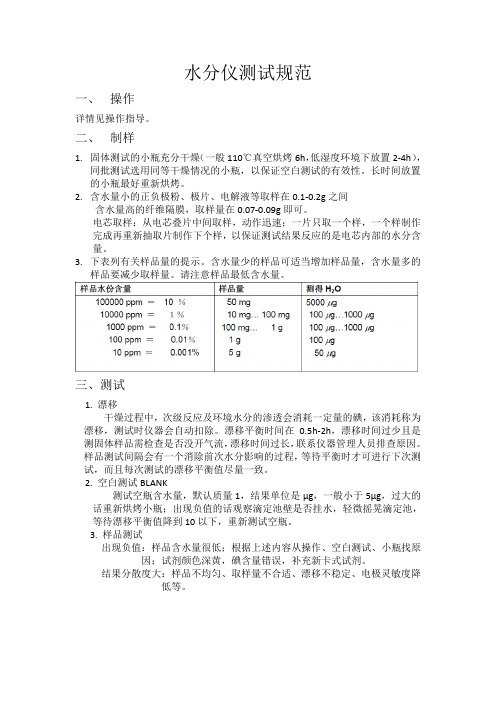
3.下表列有关样品量的提示。
含水量少的样品可适当增加样品量,含水量多的样品要减少取样量。
请注意样品最低含水量。
三、测试1. 漂移干燥过程中,次级反应及环境水分的渗透会消耗一定量的碘,该消耗称为漂移,测试时仪器会自动扣除。
漂移平衡时间在0.5h-2h,漂移时间过少且是测固体样品需检查是否没开气流,漂移时间过长,联系仪器管理人员排查原因。
样品测试间隔会有一个消除前次水分影响的过程,等待平衡时才可进行下次测试,而且每次测试的漂移平衡值尽量一致。
2. 空白测试BLANK测试空瓶含水量,默认质量1,结果单位是μg,一般小于5μg,过大的话重新烘烤小瓶;出现负值的话观察滴定池壁是否挂水,轻微摇晃滴定池,等待漂移平衡值降到10以下,重新测试空瓶。
3. 样品测试出现负值:样品含水量很低;根据上述内容从操作、空白测试、小瓶找原因;试剂颜色深黄,碘含量错误,补充新卡式试剂。
结果分散度大:样品不均匀、取样量不合适、漂移不稳定、电极灵敏度降低等。
四、常见故障1. check electrode极化电极,出现中断或短路可能原因: 电极没有插入液面、电极缺陷、电缆缺陷无以上现象,退出测试,重新进入2.check generator electr. 再生电极阻抗太高可能原因:再生电极的阻抗太高:-滴定容器中的试剂不够。
-连接卡氏炉时有气泡:设置较小的卡氏炉气流。
-试剂失效→更换。
水分测定标准操作规程目的:建立水分操作规程。
(《中华人民共和国药典》2010版附录)范围:适用于水分检查的测定。
职责:检验员、QC主管。
1、介绍水分指药材或饮片中的含水量。
2.仪器与用具2.1 粉碎机 2.2 称量瓶 2.3 烘箱 2.4 天平 2.5短颈圆底烧瓶、水分测定管、直形冷凝管2.6 气相色谱仪3.试液与试药3.1甲苯 3.2 五氧化二磷 3.3 无水氯化钙 3.4 无水乙醇4.操作方法测定用的供试品,一般先破碎成直径不超过3mm的颗粒或碎片。
直径和长度在3mm以下的可不破碎。
减压干燥法需通过二号筛。
4.1第一法(烘干法) 本法适用于不含或少含挥发性成分的药品。
测定法取供试品2~5g,平铺于干燥至恒重的扁形称量瓶中,厚度不超过5mm,疏松供试品不超过10mm,精密称定,打开瓶盖在100~105℃干燥5小时,将瓶盖盖好,移置干燥器中,冷却30分钟,精密称定,再在上述温度干燥1小时,冷却,称重,至连续两次称重的差异不超过5mg为止。
根据减失的重量,计算供试品中含水量(%)。
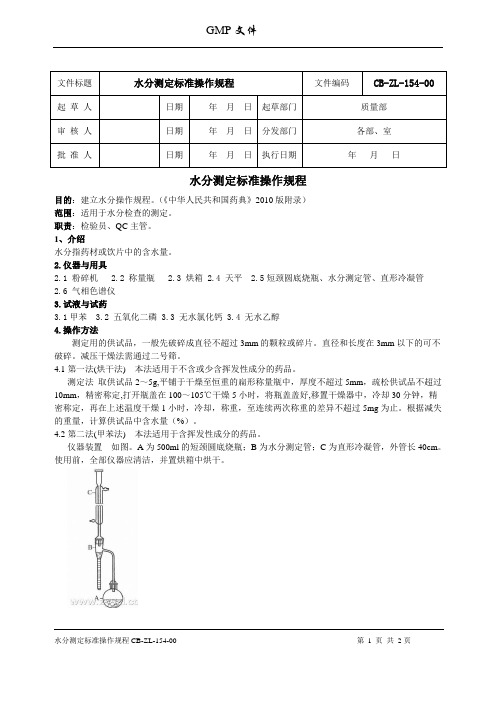
4.2第二法(甲苯法) 本法适用于含挥发性成分的药品。
仪器装置如图。
A为500ml的短颈圆底烧瓶;B为水分测定管;C为直形冷凝管,外管长40cm。
使用前,全部仪器应清洁,并置烘箱中烘干。
测定法取供试品适量(约相当于含水量1~4ml),精密称定,置A瓶中,加甲苯约200ml,必要时加入干燥、洁净的沸石或玻璃珠数粒,将仪器各部分连接,自冷凝管顶端加入甲苯,至充满B管的狭细部分。
将A瓶置电热套中或用其他适宜方法缓缓加热,待甲苯开始沸腾时,调节温度,使每秒钟馏出2滴。
待水分完全馏出,即测定管刻度部分的水量不再增加时,将冷凝管内部先用甲苯冲洗,再用饱蘸甲苯的长刷或其他适宜的方法,将管壁上附着的甲苯推下,继续蒸馏5分钟,放冷至室温,拆卸装置,如有水黏附在B管的管壁上,可用蘸甲苯的铜丝推下,放置,使水分与甲苯完全分离(可加亚甲蓝粉末少量,使水染成蓝色,以便分离观察)。

正极水分测试的具体操作方法
1.将烘好正极进行真空泡液,测试电液水分含量,最好是将泡液前泡液后水分含量都测试下,差值即为正极含水量,为减小误差,最好做空白对比,小烧杯装一定量电液,同时抽真空,测试电液水分含量变化,在算时减点这个差值。
正极水分含量=泡液后电液水分含量-泡液前电液水分含量-(空白泡液电液水分含量-空白泡液前水分含量)
2. 如果是正极材料的话,用干燥减量法测。
方法:将称量瓶于105℃下烘1~2h,取出迅速放入干燥器中冷却;取样并准确称重样品重量,然后置于105℃烘箱中烘2~4h;取出后迅速放入干燥器中冷却;冷却后取出称重。
水分含量=(干燥前样品与称量瓶重量- 干燥后样品与称量瓶重量) / 干燥前样品重量。
参考标准:GB/T 6284-2006 化工产品中水分测定的通用方法干燥减量法
如果是正极极片的话,可以用831微量水分测试仪搭配832加热处理器直接测。
这个组合就是测固体中微量水分的。
具体方法如下:先在180℃下将样品瓶烘烤1h,或120℃下烘烤2h;取出后放入干燥器中冷却;取样并准确称重样品重量后密封;最后置于832加热处理器中,按照固体水分测试的操作流程进行测定即可。
电池极片快速水分分析仪的工作步骤
水分对锂电池的性能影响是多方面的,包括容量、内阻、内压、自放电、
功率密度、循环寿命、充放电倍率、安全性、一致性等指标。
水分过高会导
致性能下降、膨胀、自燃、甚至爆炸等后果。
尤其是对整个电池组一致性和
安全性要求更高的动力电池来说,超标的水分更是不可接受的。
过多的水分
会与正负极活性物质发生副反应、破坏其结构进而影响循环,同时水分过多
也不利于SEI膜的形成。
水分含量对正负极片的应用影响非常大,深圳冠亚
技术SFY-118系列型电池极片快速水分分析仪可以快速精确的检测电池极片
水分含量!
电池极片快速水分分析仪的工作步骤:
1. 开机:接通电源,打开仪器后部的电源开关;
2. 自检:重量显示窗显示“0”,稳定显示窗显示初始值,一般是室温(40℃以下);
3. 预热:开机预热30分钟,经预热后测定的数据真实有效
4. 放样:打开加热桶,放入样品,合上加热桶,待重量显示稳定20秒;
5. 紧接按测试键,等待仪器自己加热;
6. 等到报警声响起,按一次显示键,此时显示判别时间,再按一次显示键,
显示最终水分值。
连续按显示键查看其他测试参数,最后按“清除”,测试完毕;
7. 打开加热桶,等温度显示回到40℃以下才可以进行下一次检测;
精品资料欢迎下载。
水分测定标准操作规程
1.目的
规范水分测定标准操作程序。
2.适用范围
水分检测。
3.责任者
检验员。
4.内容
4.1仪器:
4.1.1分析天平:感量0.0000g
4.1.2鼓风干燥箱:精度±1℃
4.1.3称量瓶
4.1.4 干燥器
4.2.操作程序
在烘干恒重的扁形称量瓶中称取试样3g左右(精确至0.0000g),沐浴盐于105℃鼓风干燥箱内烘干2-
4h,泡澡锭于40℃鼓风干燥箱内烘干24h,取出放入干燥器中冷却至室温,用分析天平称其质量(精确至0.0000g)。
然后再放入105℃鼓风干燥箱内烘干1h,取出放入干燥器中冷却至室温,用分析天平称其质量(精确至0.0000g)。
然后再放入105℃鼓风干燥箱内烘干1h,取出放入干燥器中冷却至室温,用分析天平称其质量(精确至0.0000g)并重复以上操作至前后两次质量差不超过2mg,即为恒重。
4.3.结果表示
水分X按以下公式计算:
X=(m1-m2)/(m1-m3)*100%
式中:X---水分,%
m3----空扁形称量瓶的质量,单位为克(g)。
m2----烘干后残余物和扁形称量瓶的质量,单位为克(g)。
m1----烘干前试样和扁形称量瓶的质量,单位为克(g)。
结果保留一位小数。
5.引用标准
5.1GB/T13025.3水分的测定。
水含量检测取样流程一、工具准备:1.空瓶若干2.瓶盖若干3封瓶器4橡胶手套5口罩6.手术剪刀7.封口袋8.记号笔9.空白瓶2个10.漏斗二、取样前准备:2.1将空瓶与瓶盖一一匹配,一个整组空瓶配套一个封口袋。
用记号笔在封口袋上按顺序逐一编号,并同时在封口袋上标识正负极符号。
2.2将一组空白瓶不盖瓶盖放置在品管部内部实验室内。
(放置一段时间后进行封口)2.3.将封口袋内的空瓶与瓶盖按编号逐一取出称重,称重时,每组空瓶与瓶盖的重量要确保,精密电子秤上所显示的重量,小数点后第一位偏差<0.1g。
登记每组取样空瓶的重量并记录。
2.4.正极取样瓶:2—3pcs样品重约:0.4g负极取样瓶:2—3pcs样品重约:0.2g空白瓶:1pcs2.5将电芯从烤箱内取出,并快速用封口袋将电芯装入封口袋内。
从取出电芯到达取样地点时间不能超过10分钟。
三.取样3.1取样地点需在注液车间手套箱内或注液车间干燥房内取样,取样前需带上橡胶手套与口罩。
3.2将另一组空白瓶取出,在手套箱或干燥房内放置一段时间后等取完后用封瓶器封口。
3.3将编好号的空瓶按顺序从封口袋中取出,将漏斗放入空瓶的瓶口。
从封口袋中取出烘烤完成的电芯,用手术剪刀将电芯表面剪开,取出正极片,找到相对应标识正极符号的空瓶,将正极片用手术剪刀剪成小碎片装入空瓶内。
取样重量达到时,停止取样,用封瓶器将空瓶与瓶盖封装,将取好样的试样瓶装入所对应的封口袋内;负极片取样操作同正极片一致。
3.4取样结束后将取样地方打扫干净,保证取样地方干净整洁。
3.5将取好样的试样瓶从封口袋中取出,整组试样瓶放在精密电子秤上称重,登记记录取完样后试样瓶所得重量。
四、送样4.1取样品管员将取好样的样品与所登记的样品重量送至品质部内部实验室的样品待检区。
4.2送样结束后,品管员将取样前所需工具放置在规定工具放置区内。
并将空瓶取样前后所称重量记录交于检测人员。