常用机械加工方法共38页
- 格式:ppt
- 大小:10.54 MB
- 文档页数:38
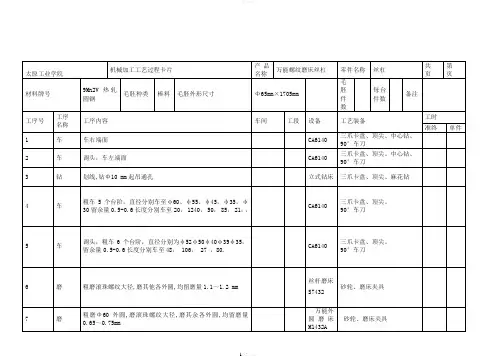
机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13页第(1)页车间工序号工序名称材料牌号1车左右端面,打中心孔9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x65mm 1 1设备名称设备型号设备编号同时加工件数车床车床CA6140 1夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车左端面、保证全长至尺寸硬质合金车刀158 58 0.56 3.15 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(2)页2车左右端面,打中心孔9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x65mm 1 1设备名称设备型号设备编号同时加工件数车床车床CA6140 1夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1车右端面、保证全长至尺寸硬质合金车刀158 58 0.56 3.15 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(3)页车间工序号工序名称材料牌号3 打通孔9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 打孔¢10 麻花钻158 38 0.5 10 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(4)页车间工序号工序名称材料牌号4 车外圆9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65 1 1设备名称设备型号设备编号同时加工件数车床车床CA6140 1夹具编号夹具名称切削液三爪卡盘、顶尖乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车右端¢60外圆,留余量0.5——0.6mm 硬质合金车刀、顶尖183 57.5 0.26 2.5 22 车¢55外圆,留余量0.5——0.6mm 硬质合金车刀、顶尖183 57.5 0.26 2.5 23 车¢45外圆,留余量0.5——0.6mm 硬质合金车刀、顶尖183 57.5 0.26 2.5 24 车¢35外圆,留余量0.5——0.6mm 硬质合金车刀、顶尖183 57.5 0.26 2.5 25 车¢30外圆,留余量0.5——0.6mm 硬质合金车刀、顶尖183 57.5 0.26 2.5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(5页车间工序号工序名称材料牌号5 车外圆9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm 1 1设备名称设备型号设备编号同时加工件数车床车床CA6140 1夹具编号夹具名称切削液三爪卡盘、顶尖乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车¢52h6外圆,留余量0.5——0.6mm 硬质合金车刀183 57.5 0.26 2.5 22 车¢50m6外圆, 留余量0.5——0.6mm 硬质合金车刀183 57.5 0.26 2.5 23 车¢40m6外圆, 留余量0.5——0.6mm 硬质合金车刀183 57.5 0.26 2.5 24 车¢39m6外圆, 留余量0.5——0.6mm 硬质合金车刀183 57.5 0.26 2.5 25 车¢35h6的槽完成倒角硬质合金车刀183 57.5 0.26 2.5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(6)页车间工序号工序名称材料牌号6 磨外圆9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1702x¢65 1 1设备名称设备型号设备编号同时加工件数磨床M1432A 1夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗磨Φ60外圆平行砂轮74.5 45.5 0.05 0.1 22 磨滚珠螺纹大径Φ56 平行砂轮74.5 45.5 0.05 0.1 23 磨M39×1.5—7h螺纹大径平行砂轮74.5 45.5 0.05 0.1 24 磨 M33×1.5—7h螺纹大径平行砂轮74.5 45.5 0.05 0.1 25 磨其余各外圆,均留磨量0.65~0.75mm, 平行砂轮74.5 45.5 0.05 0.1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(7)页车间工序号工序名称材料牌号7 磨滚珠丝杠螺纹9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm 1 1设备名称设备型号设备编号同时加工件数丝杆磨床S7432 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1磨滚珠丝杠底槽至尺寸,粗磨滚珠丝杠螺纹,留磨量(三针测量仪M=7.01.60-φ量棒直径Φ4.2),齿形用样板透光检查,去不完整牙,完工后垂直吊放专用车床夹具254 80 0.56 5 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号 零件图号产品名称零件名称 共(13)页 第(8)页车间 工序号 工序名称 材 料 牌 号8 磨外圆 9Mn2V 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数1705x ¢65mm 1 1 设备名称 设备型号 设备编号 同时加工件数 数控车床 1夹具编号 夹具名称 切削液乳化液 工位器具编号 工位器具名称 工序工时 (分) 准终 单件工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量切削深度 进给次数工步工时 r/min m/min mm/r mm 机动 辅助 1 粗磨Φ60外圆平行砂轮 74.5 45.5 0.05 0.1 3 2 磨滚珠螺纹大径10.0056+φ平行砂轮 74.5 45.5 0.05 0.1 2 3 磨M39×1.5—7h 螺纹大径 平行砂轮 74.5 45.5 0.05 0.1 2 4 磨 M33×1.5—7h 螺纹大径平行砂轮 74.5 45.5 0.05 0.1 2 5 磨其余各外圆,均留磨量0.65~0.75mm, 平行砂轮 74.545.50.05 0.12设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数 更改文件号 签字 日 期标记 处数 更改文件号 签字日 期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(9)页车间工序号工序名称材料牌号9 半精磨滚珠螺纹9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm 1 1设备名称设备型号设备编号同时加工件数丝杆磨床S7432 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1半精磨滚珠螺纹, 留精磨余量(三针测量仪M=20.02.59+φ量棒直径Φ4.2),齿形用样板透光检查,完工后垂直吊放专用车床夹具254 80 0.56 5 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号 零件图号产品名称零件名称 共(13)页 第(10)页车间 工序号 工序名称 材 料 牌 号10 磨外圆 GCr19Mn2V 5 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数1705x ¢65mm 1 1 设备名称 设备型号 设备编号 同时加工件数 磨床 M1432A 1夹具编号 夹具名称 切削液乳化液 工位器具编号 工位器具名称 工序工时 (分) 准终 单件工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量切削深度 进给次数工步工时 r/min m/min mm/r mm 机动 辅助 1 粗磨Φ60外圆平行砂轮 74.5 45.5 0.05 0.1 1 2 磨滚珠螺纹大径10.0056+φ平行砂轮 74.5 45.5 0.05 0.1 2 3 磨M39×1.5—7h 螺纹大径 平行砂轮 74.5 45.5 0.05 0.1 2 4 磨 M33×1.5—7h 螺纹大径平行砂轮 74.5 45.5 0.05 0.1 2 5 磨其余各外圆,均留磨量0.65~0.75mm, 平行砂轮 74.545.50.05 0.12设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数 更改文件号 签字 日 期标记 处数 更改文件号 签字日 期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(11)页车间工序号工序名称材料牌号11 精车螺纹毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm 1 1设备名称设备型号设备编号同时加工件数车床M1432A 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车M39-LH-7H螺纹成240 50 0.56 0.3 12 精车M33x1.5-LH-7H螺纹成240 50 0.56 0.3 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(12)页车间工序号工序名称材料牌号12 精磨滚珠螺纹毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm 1 1设备名称设备型号设备编号同时加工件数丝杆磨床S7432 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分)工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精磨滚珠丝杠螺纹至图样要求,齿尖倒圆R0.8mm, 240 50 0.56 0.3 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(13)页车间工序号工序名称材料牌号13 去毛刺毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分)欢迎您的下载,资料仅供参考!致力为企业和个人提供合同协议,策划案计划书,学习资料等等打造全网一站式需求。
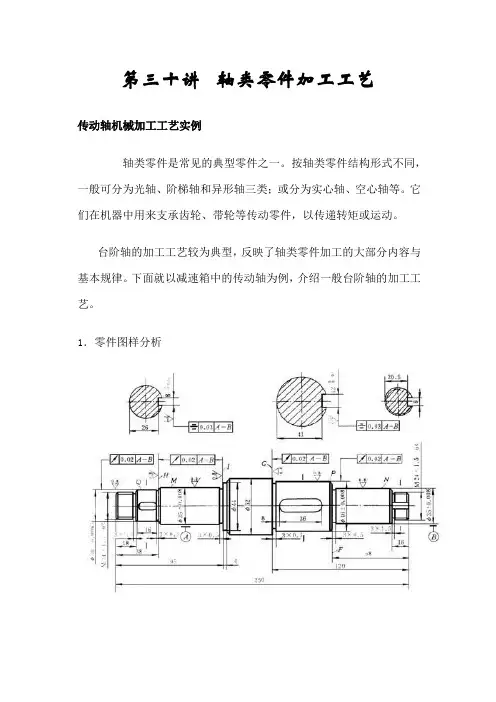
第三十讲轴类零件加工工艺传动轴机械加工工艺实例轴类零件是常见的典型零件之一。
按轴类零件结构形式不同,一般可分为光轴、阶梯轴和异形轴三类;或分为实心轴、空心轴等。
它们在机器中用来支承齿轮、带轮等传动零件,以传递转矩或运动。
台阶轴的加工工艺较为典型,反映了轴类零件加工的大部分内容与基本规律。
下面就以减速箱中的传动轴为例,介绍一般台阶轴的加工工艺。
1.零件图样分析图A-1 传动轴图A-1所示零件是减速器中的传动轴。
它属于台阶轴类零件,由圆柱面、轴肩、螺纹、螺尾退刀槽、砂轮越程槽和键槽等组成。
轴肩一般用来确定安装在轴上零件的轴向位置,各环槽的作用是使零件装配时有一个正确的位置,并使加工中磨削外圆或车螺纹时退刀方便;键槽用于安装键,以传递转矩;螺纹用于安装各种锁紧螺母和调整螺母。
根据工作性能与条件,该传动轴图样(图A-1)规定了主要轴颈M,N,外圆P、Q以及轴肩G、H、I有较高的尺寸、位置精度和较小的表面粗糙度值,并有热处理要求。
这些技术要求必须在加工中给予保证。
因此,该传动轴的关键工序是轴颈M、N和外圆P、Q的加工。
2.确定毛坯该传动轴材料为45钢,因其属于一般传动轴,故选45钢可满足其要求。
本例传动轴属于中、小传动轴,并且各外圆直径尺寸相差不大,故选择¢60mm的热轧圆钢作毛坯。
3.确定主要表面的加工方法传动轴大都是回转表面,主要采用车削与外圆磨削成形。
由于该传动轴的主要表面M、N、P、Q的公差等级(IT6)较高,表面粗糙度Ra值(Ra=0.8 um)较小,故车削后还需磨削。
外圆表面的加工方案(参考表A-3)可为:粗车→半精车→磨削。
4.确定定位基准合理地选择定位基准,对于保证零件的尺寸和位置精度有着决定性的作用。
由于该传动轴的几个主要配合表面(Q、P、N、M)及轴肩面(H、G)对基准轴线A-B均有径向圆跳动和端面圆跳动的要求,它又是实心轴,所以应选择两端中心孔为基准,采用双顶尖装夹方法,以保证零件的技术要求。