机械制图:零件工作图
- 格式:ppt
- 大小:2.82 MB
- 文档页数:10

机械制图之零件图(四)编者:机械设计不只是使⽤3D软件画3D图,只有会了这些知识才叫设计刚刚⼊门。
“回归基本⾯”,⽆论你作了三年五年或⼗年,确信这些知识你已经掌握了,融会贯通了,学以致⽤了吗?零件图表达了零件的结构形状,尺⼨⼤⼩和技术要求。
零件图是⽤来指导制造、⽣产加⼯和零件检验的图样。
在⽣产过程中,要根据零件图注明的材料和数量进⾏备料;根据图⽰的形状、尺⼨和技术要求来加⼯制造;最后还要根据图纸进⾏检验。
6 零件结构的⼯艺性机器上绝⼤多数零件,都是通过铸造和机械加⼯来形成,因此,在画零件图时,应该使零件的结构既能满⾜使⽤上的要求,⼜要⽅便制造。
6.1 铸造零件的⼯艺结构⼀、拔模斜度⽤铸造的⽅法制造零件⽑坯时,为了便于在砂型中取出模样,⼀般沿模样拔模⽅向作成约1:20的斜度,叫做拔模斜度。
因此在铸件上也有相应的拔模斜度,如下图a所⽰。
这种斜度在图上可以不予标注,也不⼀定画出,如下图b所⽰;必要时,可以在技术要求中⽤⽂字说明。
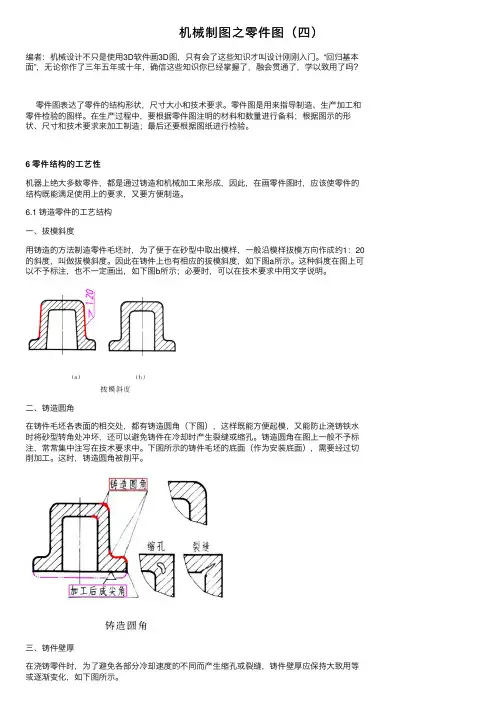
⼆、铸造圆⾓在铸件⽑坯各表⾯的相交处,都有铸造圆⾓(下图),这样既能⽅便起模,⼜能防⽌浇铸铁⽔时将砂型转⾓处冲坏,还可以避免铸件在冷却时产⽣裂缝或缩孔。
铸造圆⾓在图上⼀般不予标注,常常集中注写在技术要求中。
下图所⽰的铸件⽑坯的底⾯(作为安装底⾯),需要经过切削加⼯。
这时,铸造圆⾓被削平。
三、铸件壁厚在浇铸零件时,为了避免各部分冷却速度的不同⽽产⽣缩孔或裂缝,铸件壁厚应保持⼤致⽤等或逐渐变化,如下图所⽰。
6.2 零件加⼯⾯的⼯艺结构6.2.1 倒⾓和倒圆如下图所⽰,为了去除零件的⽑刺、锐边和便于装配,在轴或孔的端部,⼀般都加⼯成倒⾓;为了避免因应⼒集中⽽产⽣裂纹,在轴肩处往往加⼯成圆⾓的过渡形式,称为倒圆。
6.2.2 螺纹退⼑槽和砂轮越程槽在切削加⼯中,特别是在车螺纹和磨削时,为了便于退出⼑具或使砂轮可以稍稍越过加⼯⾯,常常在零件的待加⼯⾯的未端,先车出螺纹退⼑槽或砂轮越程槽,如下图所⽰。