渐开线滚刀滚齿加工齿轮齿面的数值计算方法
- 格式:pdf
- 大小:178.77 KB
- 文档页数:4
模数齿轮计算公式:名称代号计算公式模数m m=p/π=d/z=da/(z+2) (d为分度圆直径,z为齿数)齿距p p=πm=πd/z齿数z z=d/m=πd/p分度圆直径 d d=mz=da-2m齿顶圆直径da da=m(z+2)=d+2m=p(z+2)/π齿根圆直径df df=d-2.5m=m(z-2.5)=da-2h=da-4.5m齿顶高ha ha=m=p/π齿根高hf hf=1.25m齿高h h=2.25m齿厚s s=p/2=πm/2中心距 a a=(z1+z2)m/2=(d1+d2)/2跨测齿数k k=z/9+0.5公法线长度w w=m[2.9521(k-0.5)+0.014z]13-1 什么是分度圆?标准齿轮的分度圆在什么位置上?13-2 一渐开线,其基圆半径r b=40 mm,试求此渐开线压力角α=20°处的半径r和曲率半径ρ的大小。
13-3 有一个标准渐开线直齿圆柱齿轮,测量其齿顶圆直径d a=106.40 mm,齿数z=25,问是哪一种齿制的齿轮,基本参数是多少?13-4 两个标准直齿圆柱齿轮,已测得齿数z l=22、z2=98,小齿轮齿顶圆直径d al=240 mm,大齿轮全齿高h =22.5 mm,试判断这两个齿轮能否正确啮合传动?13-5 有一对正常齿制渐开线标准直齿圆柱齿轮,它们的齿数为z1=19、z2=81,模数m=5 mm,压力角α=20°。
若将其安装成a′=250 mm的齿轮传动,问能否实现无侧隙啮合?为什么?此时的顶隙(径向间隙)C是多少?13-6 已知C6150车床主轴箱内一对外啮合标准直齿圆柱齿轮,其齿数z1=21、z2=66,模数m=3.5 mm,压力角α=20°,正常齿。
试确定这对齿轮的传动比、分度圆直径、齿顶圆直径、全齿高、中心距、分度圆齿厚和分度圆齿槽宽。
13-7 已知一标准渐开线直齿圆柱齿轮,其齿顶圆直径d al=77.5 mm,齿数z1=29。

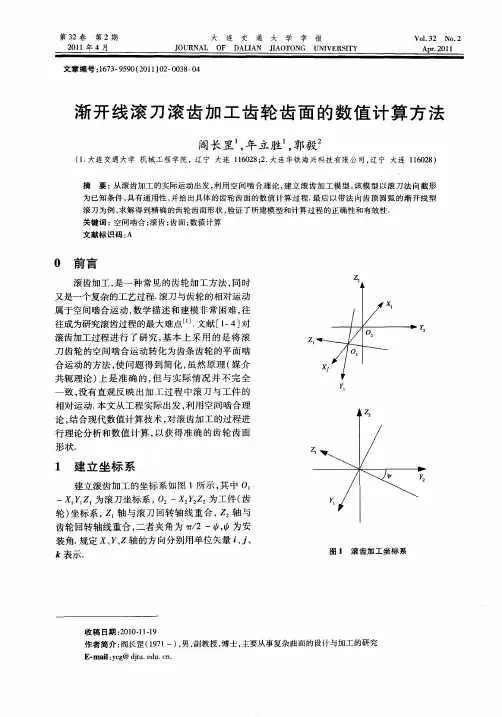
梁铜毓(中国南车集团四方机车车辆厂规划发展部山东青岛266031)在设备修理过程中, 更换损坏的渐开线直齿圆柱齿轮是经常遇到的1 个问题,在没有设备的原技术资料的情况下,如何正确测量有关尺寸从而确定相关参数,准确绘制齿轮加工图纸,是1 个非常关键和重要的问题。
标准渐开线直齿圆柱齿轮测绘过程中需要确定的几个参数为: 齿轮的齿数z 、模数m 、齿顶圆直径d a 、压力角α、齿顶高系数h 3 及顶隙系数c 3 , 对于非标准a渐开线直齿圆柱齿轮来讲, 还要确定齿轮的变位系数x 。
在多年的设备大修工作实践中,总结出了1 套齿轮测绘方法。
1 齿轮的齿数zz 的确定通常采用数齿的方法, 对于齿数较多的齿轮, 在数齿之前最好先做好标记, 若齿轮的齿数z < 17 ,确定参数时,应考虑齿轮变位的可能。
2 齿顶圆直径d a齿顶圆直径d的取得, 通常采用测量的方法。
对于偶数齿齿轮, 可用a外径千分尺或游标卡尺直接测量出齿顶圆直径d,如图1 所示。
对于奇数a因此采用了临时改进方案:将炉前原有老式起动柜更新,其真空断路器过电压吸收的压敏电阻换用电涌吸收能力强的高压氧化锌压敏电阻; 继电保护方式按要求配置, 但装置元件按新系列选择, 并将5408 、6416 开断( 或将5809 、5804 开断) , 即不让联络线进行联络。
这样可有效减少过电压造成58D 压敏电阻频繁击穿和继电保护装置不可靠引起的跳闸或越级跳闸。
即使故障越级跳闸至581 ,也不至于造成低压联络线反送电至铸造1000 kVA 配电变压器再给电弧炉供电的运行状况,缩小了事故范围,避免造成大的设备事故。
实施1 a 多来,因故障引起583 开关跳闸的情况只有 2 次, 引起581 开图 1 直接测量齿顶圆直径 图 2 间接测量齿顶圆直径方法 1 : 如图 2 所示奇数齿齿轮 , 先用外径千分尺或游标卡尺测量出 H和 e a ,然后根据 ( 1) 式计算 。

渐开线直齿圆柱齿轮齿厚测量方法及其计公算式渐开线圖柱齿轮常用的齿厚测董方法有公法线长度、董柱(或球)距、分度圆弦齿厚、固定弦齿厚四种方法。
后两种方法是测董单个齿,一般用于大型齿轮。
对于精度要求不太高的齿轮也常用分度圆弦测量法。
公法线长度测量在外齿轮上用得最多,内齿轮也可用:大齿轮测量因受量具限制很少用。
量柱距测量主要用于内齿轮和小模数齿轮。
1.公法线长度测量(1)公法线及其长度计算式对于渐开线齿廓,根据渐开线的性质,其上任意点的法线总是和基圆相切,因此用两个平行的卡爪卡住几个齿时(见图1),两个卡爪接触点A、B的连线必定与基圆相切于某一点C,这条AB连线就叫公法线,一般用M表示;下标k表示卡住的齿数。
图1中,根摇渐开线的性质,AC = AC X tTC = B C ; AB = A^B o "B 是(k-1)个基圆齿距Pb和一个基圆齿厚Sb之和,即:W k =(k-l)Pb+Sb =伙-1)加“cosa + ........................ (1-1)式中,跨测齿数:a -压力角(° );m-模数,mm;分度圆和基圆上的齿厚具有如下关系:—+ inva = — + invo由上等式可得:r 7tm c 、亠.s h= — ( ------ + 2xm tan a) + 2r h mva=—7rm cos a + 2xm sin a + zjn cos ainva...................... (1-2)2将(1-2)式代入(1-1)式,经整理后可得公法线长度计算式为:(1-3)W k = m cos a[zinva + 伙一0.5)龙 + 2x tan a]式中,z -齿轮的齿数;inva -渐开线函数;X -变位系数:若模数(1-3)式变为:W. = cos a[zinva +伙一0.5)^+ 2x tancr]=cos a[zinva + (k —0・5)龙]+ 2xsin a»;+△% ......................... (1-4)(1-4)式中第二行的前一项卜石=cosa[zinva +伙一0・5)龙]就是m=1的标准齿轮的公法线长度。

滚齿切削参数的计算方法我折腾了好久滚齿切削参数的计算方法,总算找到点门道。
说实话,刚接触滚齿切削参数计算的时候,我真的是一头雾水,完全就是瞎摸索。
我就看着那些公式和数据,感觉像看天书一样。
我一开始就只知道有个模数这个概念。
我当时想,这模数是不是就像鞋子的尺码似的,越大那齿轮就越大呢。
然后我就按照书上的公式开始试着算滚齿的转速。
我就按照最基本的那个公式,转速等于切削速度除以刀具的圆周周长嘛。
我就随便取了个切削速度的值,那结果算出来超级离谱。
后来我才知道,这切削速度是有个范围的,得根据材料、刀具啥的来定。
比如我加工那个普通碳钢的齿轮,我一开始用的切削速度就和加工铝合金齿轮的速度差不多,那肯定是不行的。
就像你跑步,不同的路况你速度肯定不能一样啊。
这切削碳钢的时候,速度太快,刀具磨损得超级快,而且加工出来的齿面也不平整。
这时候我就知道了,材料不同,切削速度取值有很大差别。
还有那个进给量,我也踩过坑。
我一开始就按照人家说的一个平均值来设置,根本没去想工件的精度要求还有齿厚这些因素。
后来做出来的齿轮,齿厚比要求的厚了不少。
这就好比你炒菜放盐,不能不管这道菜需要啥口味就乱放一样。
这进给量得根据你要达到的齿厚公差要求,还有滚刀的头数这些来调整。
我发现滚刀头数多的时候,这进给量要适当小一点,要不然就容易超差。
滚齿切削深度呢,我之前以为越深越好,能快点把齿形切出来。
结果发现,切得太深,刀具容易崩刃。
这很容易理解,就像你用刀削东西,太使劲一刀子下去就折了。
我试过一点一点地增加切削深度,从比较小的值开始试,发现既能保证刀具寿命,又能达到较好的切削效果的一个合适的范围。
我还不确定的一点就是,在计算这些参数的时候,怎么能根据不同的滚齿机床的性能来做更精准的调整。
我现在知道的就是,机床功率大一些的,切削参数在理论值的基础上可以适当取大一点,但是这个度我还没有精确掌握。
反正这滚齿切削参数计算啊,就是要多实践,多根据实际加工的情况来调整,不要一味地只看理论公式。