0206汽油加氢说明书
- 格式:pdf
- 大小:425.18 KB
- 文档页数:50
催化裂化汽油加氢脱硫降烯烃技术开发及工业应用催化裂化汽油加氢脱硫降烯烃技术开发及工业应用(摘要)近年来,为了保护环境,世界各国对发动机燃料的组成提出了更加严格的限制,以减少有害物质排放带来的环境污染。
随着环保力度的加大,我国要求汽油产品的标准逐渐向《世界燃油规范》II、III类汽油靠近。
2008年奥运会的申办成功,对清洁汽油的要求更为迫切。
中国石油化工科学研究院经过一段时间的研究及实验室摸索,开发了一种催化裂化汽油加氢脱硫异构降烯烃技术(简称RIDOS技术),此项技术在实验室进行的中试结果非常理想。
本着加快工业应用和解决企业实际存在问题的原则,在燕化公司炼油厂进行“催化裂化汽油脱硫降烯烃技术(RIDOS)”的工业应用。
工业应用的结果是:作为成品汽油的调和组分,催化裂化汽油加氢脱硫降烯烃后,产品硫、烯烃含量满足世界燃油规范II类汽油标准,即:硫含量<200ppm烯烃含量<20v%抗爆指数(RON+MON)/2损失≤2个单位由于RIDOS技术对烯烃的降低幅度可以灵活调节,所以通过优化各套装置的操作,可以获取炼油厂效益的最大化。
催化裂化汽油加氢脱硫降烯烃技术开发及工业应用摘要本文介绍了中国石化科学研究院开发的新技术——催化裂化汽油加氢脱硫降烯烃技术的开发及工业应用情况,通过此项技术在实际生产操作中的应用,燕化公司炼油厂的催化裂化汽油的烯烃降至20v%以下,硫含量小于200ppm。
关键词催化裂化汽油加氢脱硫降烯烃1 前言空气污染带来了十分严重的环境问题,大量的发动机排放是造成空气污染的主要原因。
近年来,为了保护环境,世界各国对发动机燃料的组成提出了更加严格的限制,以减少有害物质排放带来的环境污染。
《世界燃油规范》提出的II、III类汽油指标要求硫含量分别小于200ppm、30ppm,烯烃含量分别小于20v%、10v%。
我国2000年颁布的汽油国家新标准也降低了硫含量指标,并首次对汽油的烯烃含量提出了限制,要求2003年7月1日起在全国实行新标准汽油指标即硫含量小于800ppm、烯烃含量小于35v%。
第二节裂解汽油加氢一、裂解汽油的组成裂解汽油含有C6~C9芳烃,因而它是石油芳烃的重要来源之一。
裂解汽油的产量、组成以及芳烃的含量,随裂解原料和裂解条件的不同而异。
例如,以石脑油为裂解原料生产乙烯时能得到大约20%(质、下同)的裂解汽油,其中芳烃含量为40~80%;用煤柴油为裂解原料时,裂解汽油产率约为24%,其中芳烃含量达45%左右。
裂解汽油除富含芳烃外,还含有相当数量的二烯烃、单烯烃、少量直链烷烃和环烷烃以及微量的硫、氧、氮、氯及重金属等组分。
裂解汽油中的芳烃与重整生成油中的芳烃在组成上有较大差别。
首先裂解汽油中所含的苯约占 C6~C8芳烃的 5 0%,比重整产物中的苯高出约5~8%,其次裂解汽油中含有苯乙烯,含量为裂解汽油的3~5 %,此外裂解汽油中不饱和烃的含量远比重整生成油高。
二、裂解汽油加氢精制过程由于裂解汽油中含有大量的二烯烃、单烯烃。
因此裂解汽油的稳定性极差,在受热和光的作用下很易氧化并聚合生成称为胶质的胶粘状物质,在加热条件下,二烯烃更易聚合。
这些胶质在生产芳烃的后加工过程中极易结焦和析碳,既影响过程的操作,又影响最终所得芳烃的质量。
硫、氮、氧、重金属等化合物对后序生产芳烃工序的催化剂、吸附剂均构成毒物。
所以,裂解汽油在芳烃抽提前必须进行预处理,为后加工过程提供合格的原料。
目前普遍采用催化加氢精制法。
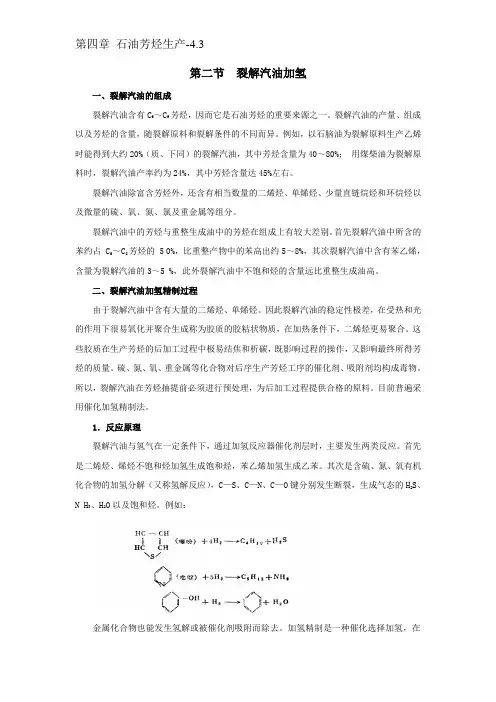
1.反应原理裂解汽油与氢气在一定条件下,通过加氢反应器催化剂层时,主要发生两类反应。
首先是二烯烃、烯烃不饱和烃加氢生成饱和烃,苯乙烯加氢生成乙苯。
其次是含硫、氮、氧有机化合物的加氢分解(又称氢解反应),C—S、C—N、C—O键分别发生断裂,生成气态的H2S、N H3、H2O以及饱和烃。
例如:金属化合物也能发生氢解或被催化剂吸附而除去。
加氢精制是一种催化选择加氢,在340℃反应温度以下,芳烃加氢生成环烷烃甚微。
但是,条件控制不当,不仅会发生芳烃的加氢造成芳烃损失,还能发生不饱和烃的聚合、烃的加氢裂解以及结焦等副反应。

精品第一章装置概述及操作说明一、装置概述催化汽油选择性加氢装置,设计能力为20×104/a。
加氢装置原料为来自催化的FCC汽油,经过选择性加氢精制使产品质量达到国家标准。
二、工艺特点催化汽油选择性加氢是目前催化汽油降低硫含量,提高油品质量的重要手段,主要用于生产满足标准规范的最终产品。
汽油选择性加氢能有效地使原料油中的含硫化合物氢解,大幅度降低催化汽油硫含量而辛烷值损失较低的特点。
三、产品及副产品说明产品性质项目230℃调和油250℃调和油密度,cm3/g(20℃) 0.7087 0.7066硫,μg/g109 35RON(中红外)92.1 91.4RON损失-0.3 -1.0MON(中红外)82.0 81.7MON损失0.1 0.4抗暴指数损失-0.2 -0.7烯烃,V%(荧光法)22.98 21. 37烯烃饱和率,% 2.0 8.9馏程,℃初馏点10% 30% 50% 70% 90% 干点4052678912718120739516587128180207辅助原料氢气:化学分子式 H2外观与性状:无色、无无臭的气体最大爆炸压力(MPa):0.720熔点(℃):-259.2 燃烧热(kJ/mol): 241.0沸点(℃):-252.8 最小点火能(MJ):0.019闪点(℃):<-50 爆炸上限%(V/V):74.1引燃温度(℃):400 爆炸下限%(V/V):4.1相对密度(空气=1):0.07 相对密度(水=1)0.07(-252℃)分子量:2.01 蒸汽压:13.33kPa/-257.9℃临界温度(℃):-240 临界压力(MPa):1.30溶解性:不溶于水,不溶于乙醇、乙醚;主要用途:做高能燃料;利用氢气的还原性,可以冶炼重要的金属;用于合成氨和甲醇等,石油精制、有机物氢化及作火箭燃料。
副产品硫化氢:S化学分子式 H2外观与性状:无色有恶臭的气体最大爆炸压力(MPa):0.490熔点(℃):-85.5 燃烧热(kJ/mol): 241.0沸点(℃):-60.4 最小点火能(MJ):0.077闪点(℃):无意义爆炸上限%(V/V):46.0引燃温度(℃):260 爆炸下限%(V/V):4.0相对密度(空气=1):1.19 相对密度(水=1)无资料分子量: 34.08 饱和蒸汽压(kPa):2026.5(25℃)临界温度(℃):100.4 临界压力(MPa):9.01溶解性:溶于水、乙醇主要用途:用于化学分析如鉴定金属离子。
汽油加氢操作规程(总30页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--第一章工艺流程说明由界区来的原料油经过过滤器、流量累积表FQ-101进入加氢原料缓冲罐D-106,由进料泵G-101/A、B抽出经换热器E-107/A、B管程与分馏塔底石脑油产品换热,然后与循环氢混合进E-101/A、B壳程,再与蒸汽发生器E-100管程来的加氢反应产物进行换热,最后经加热炉F-101加热至要求温度,自上而下流经加氢精制反应器R-101。
在反应器中,原料油和氢气在催化剂的作用下,进行加氢脱硫、脱氮、烯烃饱和等精制反应。
从加氢精制反应器R-101出来的反应产物先通过蒸汽发生器E-100产生蒸汽,再与混氢原料及高分油换热后进入反应产物空冷器E-103,冷却至60℃左右进入反应产物后冷器E-104,冷却至40℃左右进入高压分离器D-101进行油、气、水三相分离。
为了防止加氢反应生成的硫化氢和氨在低温下生成铵盐,堵塞冷换设备,在冷换设备适当位置注入洗涤水。
高压分离器顶循环氢气体经脱硫后进入循环氢压缩机入口分液罐D-102循环使用。
从高压分离器中部出来的液体生成油,经减压后与反应产物换热后进入分馏塔C-101进行分馏。
从高压分离器底部出来的酸性水经减压后送至污水汽提装置处理。
高分油与反应产物换热后进入分馏塔,塔底以过热蒸汽提供汽提蒸汽。
塔顶油汽经空冷器E-105、水冷器E-106冷凝冷却到40℃后进入塔顶回流罐D-103。
液体作为塔顶回流。
含硫气体进入瓦斯脱硫系统进行脱硫。
从塔底出来的脱硫化氢石脑油与原料换热后进产品脱水罐D-111脱水,再通过产品泵G-104/A、B进入空冷E-108E第二章开工方案一开工准备1.检修项目完成,无遗漏问题,检修和施工质量合乎要求,脚手架已拆除,施工用具搬离现场。
2.所有仪表都检验完好灵活好用。
电机绝缘检查合格。
所有地沟都畅通,无油。
消防器材齐全,都放在规定位置,消防道路畅通。

第一章装置概况第一节装置简介一、装置概况:装置由中国石化集团公司北京设计院设计,以重油催化裂化装置所产的催化裂化柴油、顶循油,常减压装置生产的直馏柴油和焦化装置所产的焦化汽油、焦化柴油为原料,经过加氢精制反应,使产品满足新的质量标准要求。
新《轻柴油》质量标准要求柴油硫含量控制在0.2%以内,部分大城市车用柴油硫含量要求小于0.03%。
这将使我厂的柴油出厂面临严重困难,本装置可对催化柴油、直馏柴油、焦化汽柴油进行加氢精制,精制后的柴油硫含量降到0.03%以下,满足即将颁布的新《轻柴油》质量标准,缩小与国外柴油质量上的差距,增强市场竞争力。
该项目与50万吨/年延迟焦化装置共同占地面积为217m×103m即22351m2;装置建设在140万吨/年重油催化裂化装置东侧,与50万吨/年延迟焦化装置建在同一个界区内,共用一套公用工程系统和一个操作室。
本装置由反应(包括新氢压缩机、循环氢压缩机部分)、分馏两部分组成。
装置设计规模:120×104t/a。
二、设计特点:1、根据二次加工汽、柴油的烯烃含量较高,安定性差,胶质沉渣含量多的特点,本设计选用了三台十五组自动反冲洗过滤器,除去由上游装置带来的悬浮在原料油中的颗粒。
2、为防止原料油与空气接触氧化生成聚合物,减少原料油在换热器、加热炉炉管和反应器中结焦,原料缓冲罐采用氮气或燃料气保护。
3、反应器为热壁结构,内设两个催化剂床层,床层间设冷氢盘。
4、采用国内成熟的炉前混氢工艺,原料油与氢气在换热器前混合,可提高换热器的换热效果,减少进料加热炉炉管结焦,同时可避免流体分配不均,具有流速快、停留时间短的特点。
5、为防止铵盐析出堵塞管路与设备,在反应产物空冷器和反应产物/原料油换热器的上游均设有注水点。
6、分馏部分采用蒸汽直接汽提,脱除H2S、NH3,并切割出付产品石脑油。
7、反应进料加热炉采用双室水平管箱式炉,炉底共设有32台附墙式扁平焰气体燃烧器,工艺介质经对流室进入辐射室加热至工艺所需温度,并设有一套烟气余热回收系统,加热炉总体热效率可达90%。
第二章操作指南2.1一段反应器系统控制目标:一反加氢汽油苯乙烯含量:≤0.4%,双烯值:≤1.5。
相关参数:进料量、入口温度、床层温度、内循环量控制方式:来自乙烯装置和贮罐40-T-106A/B的粗裂解汽油首先通过流量阀F17002控制进入聚结器(10-V-704)脱除夹带的水,然后进入DPG一段进料缓冲罐(10-V-705).DPG进料缓冲罐(10-V-705)具有缓冲反应器(10-R-701A/B)进料流量和组成发生波动的能力,在操作条件发生变化或受到干扰时,能够使操作人员能够采取正确措施. 缓冲罐(10-V-705)在压力控制阀P7001A/B控制氮封压力下进行操作.反应器进料是通过流量控制阀F17004A/B控制的,缓冲罐设有液位指示器LI-17502 和液位报警,缓冲罐底部要定期检查有没有游离水的存在,若有须及时脱水。
在一段反应器10-R-701A/B中,粗裂解汽油在低温液相下被加氢。
粗裂解汽油与液相循环物料混合后进入一段反应器10-R-701A/B中,氢气由压力控制阀P17002A/B控制进入一段反应器,在一段反应器内二烯烃、苯乙烯、炔及其他非稳定组分被选择性加氢,来自一段的加氢产品几乎是一个烯烃和石腊的混合物。
随着操作的进程,由于胶质和聚合物在催化剂活性表面上不断积累,使催化剂的活性下降,当活性下降到最高入口操作温度达110℃时,产品质量不能够达到要求时,催化剂必须再生。
一段反应器催化剂的暂时性毒物如:游离水和硫,都能影响催化剂活性,因此操作时要避免游离水进入一段反应器。
重金属如:铅能使一段反应器催化剂永久性中毒,但硫中毒使催化剂活性消失可以通过催化剂再生来恢复。
一段反应器中温度的偏差是很小的,然而反应在超温下操作结果会产生温度偏差,这种误操作可以导致芳香族的加氢,它是一个高的放热反应,正常情况下,芳香族是不反应的,当设备中放入新的高活性的催化剂时,出现温度偏差的可能性很大,但此后随着加工时间的积累,这种可能性在递减,当装有新催化剂反应器在开工时,要仔细观察反应器床层温升,如发生温度偏差,装置就要停车。