铸造造型方法02
- 格式:ppt
- 大小:2.54 MB
- 文档页数:78
砂型铸造造型方法嘿,朋友们!今天咱来聊聊砂型铸造造型方法,这可是个超级有趣的事儿呢!你想想啊,砂型铸造就像是搭积木,只不过我们搭的不是普通积木,而是能变成各种形状金属制品的神奇“积木”。
先得有一堆细细软软的砂,就像我们小时候玩的沙子一样。
然后呢,根据我们想要的东西的形状,做出一个模子来。
这模子可重要啦,就好比是一个蓝图,决定了最后出来的东西长啥样。
做模子的时候可得仔细喽,不能有一点儿马虎。
就好像你要给好朋友做个礼物,肯定得精心准备呀。
用专门的工具把砂弄成合适的形状,这里按一按,那里压一压,让砂乖乖地听你的话。
有时候我都觉得自己像个神奇的魔法师,能把这些砂变成各种各样的宝贝。
等模子做好了,接下来就是往里面灌金属液啦。
这就像是给模子注入灵魂一样,神奇吧!看着那滚烫的金属液慢慢填满模子的每一个角落,心里那个期待呀,真希望一下子就能看到成品。
在这个过程中,也会遇到一些小麻烦呢。
比如说砂可能会不太听话,到处乱跑;或者金属液的温度没控制好,哎呀,那可就糟糕啦!这就好像你走路的时候不小心摔了一跤,得赶紧爬起来继续走呀。
可不能因为这点小挫折就放弃啦,对吧?砂型铸造造型方法可是有着悠久历史的呢,从古至今,人们都在用它来制造各种各样的东西。
它就像是一个默默奉献的老朋友,一直陪伴着我们。
虽然现在有了很多高科技的制造方法,但砂型铸造依然有着它独特的魅力呀!你说,要是没有砂型铸造,我们的生活得少了多少有趣的东西呀?那些精美的铸件,不都是通过这种看似简单却又充满奥秘的方法制造出来的嘛。
所以呀,可别小看了砂型铸造哦,它可是个大功臣呢!总之呢,砂型铸造造型方法就是这么神奇又有趣,它让我们能把想象变成现实,能制造出各种我们想要的东西。
这难道不令人惊叹吗?大家都快来试试吧,感受一下砂型铸造的魅力!原创不易,请尊重原创,谢谢!。
铸造常用的造型方法“哎呀,这东西坏了,得重新做一个呀!”我不禁嘟囔着。
铸造,这可是一门相当有意思的工艺呢。
铸造常用的造型方法有好几种,且听我慢慢道来。
首先就是砂型铸造啦。
这就像是搭积木一样,先准备好型砂,然后把模样放在砂箱里,用型砂把模样埋起来,再把模样取出来,就留下了一个型腔。
步骤听起来简单,可做起来得特别细心呢!在这个过程中,要注意型砂的湿度和紧实度,太湿了或者太松了都不行,那可就容易出问题啦。
砂型铸造的应用场景那可多了去了,像一些大型的铸件,比如机床的底座啊,就经常用砂型铸造。
它的优势就是成本相对较低,而且能铸造出各种形状复杂的零件。
我记得有一次,我们要做一个发动机的缸体,就是用砂型铸造的方法。
大家齐心协力,先仔细地调配型砂,然后小心翼翼地把模样放进去,再一点一点地填砂、紧实。
当最后把铸件取出来的时候,哇,那种成就感简直爆棚!虽然过程中也遇到了一些小麻烦,比如有个地方型砂没填好出现了缺陷,但通过大家的努力都一一解决了。
还有金属型铸造呢。
这个就像是做蛋糕用的模具,把金属液倒进模具里,等冷却了就成型啦。
操作的时候要注意模具的预热和涂料的涂刷,这可关系到铸件的质量呢。
金属型铸造适用于大批量生产,它的优点是铸件的精度高、表面质量好。
就像上次我们做一批小零件,用的就是金属型铸造。
大家分工明确,有人负责预热模具,有人负责涂刷涂料,有人负责浇注金属液。
当看到那一个个亮晶晶的小零件从模具里出来的时候,大家都兴奋得不行。
另外,消失模铸造也很有趣呢。
先做好一个泡沫模样,然后把它埋在型砂里,浇注的时候泡沫模样就会消失,金属液就会占据原来泡沫模样的位置。
这个方法特别适合做一些形状特别复杂的铸件。
在操作的时候要注意泡沫模样的制作精度和型砂的透气性。
我曾经参与过一个工艺品的铸造,用的就是消失模铸造。
看着那个精美的泡沫模样,我心里还真有点舍不得呢,不过一想到它会变成一个更漂亮的金属工艺品,又充满了期待。
当最后看到那个栩栩如生的工艺品出现在眼前时,那种惊喜真是难以言表。
手工砂型铸造常用的基本造型方法
手工砂型铸造是一种常用的铸造方法,它适用于各种形状和大小
的产品制造。
以下是手工砂型铸造常用的基本造型方法:
1. 分割法:是将铸件的轮廓和外形分割成几个独立的部分,然后
按照一定的顺序粘贴砂型、涂覆熔化金属和浇注。
2. 挖孔法:是将铸件的轮廓挖成一定形状的孔洞,然后粘贴砂型、涂覆熔化金属和浇注。
3. 铸造法:是将铸件的轮廓和外形铸造成形状和尺寸的砂型,然
后在砂型上按照一定的方法进行装饰和保护,再涂覆熔化金属和浇注。
4. 粘砂法:是将砂型表面涂上一层熔融的砂,然后将其与铸件一
起放入铸造机中浇注。
5. 砂型和金属的综合法:是将铸件的轮廓和外形先铸造成砂型,
然后在砂型表面涂覆一层金属,再将其与砂型分离,然后用砂型铸造
方法制造铸件。
以上是手工砂型铸造常用的基本造型方法,根据不同的产品和铸
件的特点,可以选择不同的方法进行制造。

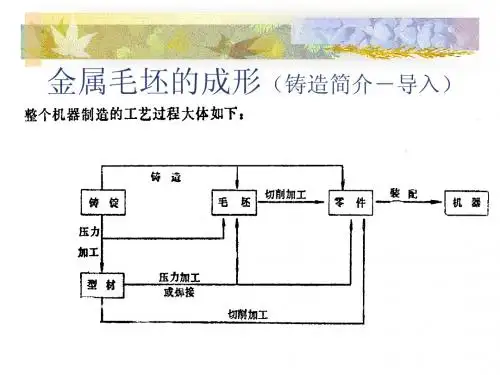
铸造常用的手工造型方法铸造是一种传统的制造工艺,在现代工业生产中得到广泛应用。
铸造是指将熔化的金属或合金倒入模型中,冷却后形成所需的零件或产品的过程。
手工造型是铸造过程中最重要的环节之一,它决定了铸造品质的好坏。
本文将介绍铸造常用的手工造型方法。
一、石膏造型法石膏造型法是一种常用的手工造型方法,它的优点是操作简单,成本低廉。
具体步骤如下:1.准备模板:根据产品的尺寸和形状,制作出木质或塑料的模板。
2.制作石膏模型:将石膏粉加入水中,搅拌均匀,倒入模板中,待其凝固后取出。
3.修整模型:用刀具将多余的石膏切除,修整成所需的形状。
4.涂抹脱模剂:在模型表面涂抹一层脱模剂,以便于将铸造品从模型中取出。
5.铸造:将熔化的金属或合金倒入模型中,待其冷却后取出铸造品。
二、砂型造型法砂型造型法是一种常用的手工造型方法,它的优点是适用于各种形状的产品,且可以重复使用。
具体步骤如下:1.准备砂型:将干砂和粘结剂混合均匀,倒入模板中,压实成型。
2.制作芯子:根据产品的形状,制作出芯子,用于制造内部空腔或空洞的零件。
3.涂抹脱模剂:在砂型表面和芯子表面涂抹一层脱模剂,以便于将铸造品从模型中取出。
4.铸造:将熔化的金属或合金倒入砂型中,待其冷却后取出铸造品。
5.处理砂型:将铸造品从砂型中取出,清理砂型,以便于下一次使用。
三、蜡模造型法蜡模造型法是一种较为复杂的手工造型方法,它的优点是可以制造出高精度、高复杂度的铸造品。
具体步骤如下:1.制作蜡模:将蜡模料加热至液态,倒入模板中,冷却后取出蜡模。
2.组装蜡模:将多个蜡模组装成一个完整的零件,用于制造复杂的铸造品。
3.涂抹陶瓷涂料:在蜡模表面涂抹一层陶瓷涂料,待其干燥后再涂抹多层。
4.烧结:将涂抹好陶瓷涂料的蜡模放入高温炉中烧结,使其成为坚硬的陶瓷模。
5.铸造:将熔化的金属或合金倒入陶瓷模中,待其冷却后取出铸造品。
6.处理陶瓷模:将铸造品从陶瓷模中取出,清理陶瓷模,以便于下一次使用。
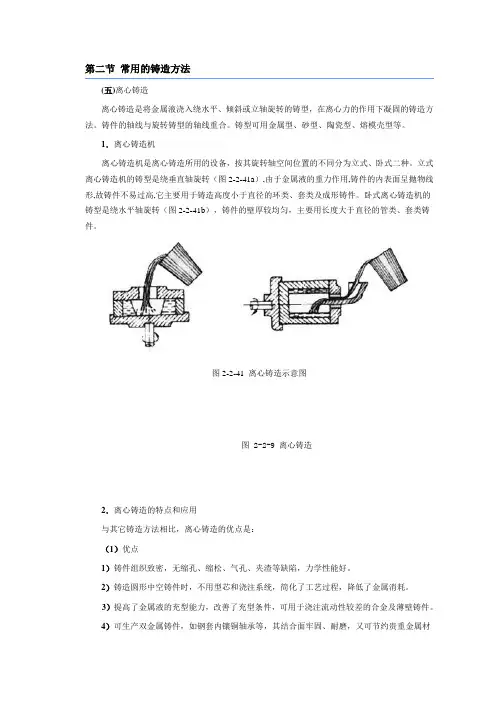
第二节常用的铸造方法(五)离心铸造离心铸造是将金属液浇入绕水平、倾斜或立轴旋转的铸型,在离心力的作用下凝固的铸造方法。
铸件的轴线与旋转铸型的轴线重合。
铸型可用金属型、砂型、陶瓷型、熔模壳型等。
1.离心铸造机离心铸造机是离心铸造所用的设备,按其旋转轴空间位置的不同分为立式、卧式二种。
立式离心铸造机的铸型是绕垂直轴旋转(图2-2-41a),由于金属液的重力作用,铸件的内表面呈抛物线形,故铸件不易过高,它主要用于铸造高度小于直径的环类、套类及成形铸件。
卧式离心铸造机的铸型是绕水平轴旋转(图2-2-41b),铸件的壁厚较均匀,主要用长度大于直径的管类、套类铸件。
图2-2-41 离心铸造示意图图 2-2-9 离心铸造2.离心铸造的特点和应用与其它铸造方法相比,离心铸造的优点是:(1)优点1)铸件组织致密,无缩孔、缩松、气孔、夹渣等缺陷,力学性能好。
2)铸造圆形中空铸件时,不用型芯和浇注系统,简化了工艺过程,降低了金属消耗。
3)提高了金属液的充型能力,改善了充型条件,可用于浇注流动性较差的合金及薄壁铸件。
4)可生产双金属铸件,如钢套内镶铜轴承等,其结合面牢固、耐磨,又可节约贵重金属材料。
5)离心铸造适应性较广,铸造合金的种类几乎不受限制。
既合适于铸造中空件,又可以铸造成形铸件。
中空铸件的内径通常为8~3000mm;铸件长度可达8000mm;质量可由几克至十几吨。
但离心铸造不宜生产易偏析的合金(如铅青铜等),铸件内表面较粗糙,尺寸不易控制。
(2)应用离心铸造主要用于生产各种管、套、环类铸件,如铸铁管、铜套、滑动轴承、缸套、双金属钢背铜套等铸件,也可用于生产齿轮、叶轮、涡轮等成形铸件。
(六)熔模铸造熔模铸造是指在易熔(如蜡料)制成的模样上包覆若干层耐火涂料,待其干燥硬化后熔出模样而制成型壳,型壳经高温培烧后即可浇注的铸造方法。
熔模铸造是精密铸造方法之一。
1.熔模铸造的工艺过程熔模铸造的工艺过程如动画2-2-7所示。
铸造刮板造型
铸造刮板造型是一种常用的铸造技术,用于制造复杂形状的金属铸造件。
刮板造型采用铸造箱来固定和定位模具,然后在铸造箱内填充砂型料。
刮板造型的主要步骤包括以下几个步骤:
1. 准备模具:根据铸件的形状和尺寸,制作具有所需形状的模具。
模具可以由木材、金属或其他材料制成。
2. 确定型腔:将模具放入铸造箱内,并使用刮板和模具定位钉等工具来确保模具的位置和方向正确。
铸造箱内的空间形成了所需的铸造型腔。
3. 砂型填充:将砂型料(通常是砂和粘结剂的混合物)填充到型腔中。
填充时要注意砂型的均匀分布和紧实度。
4. 敲击和震动:使用敲击和震动工具来排除空气和水分,并确保砂型料填充到位。
5. 模具拆除:待砂型料完全干燥后,拆卸铸造箱和模具,将砂型腔中的模具取出,留下与铸件形状相同的空腔。
6. 铸造:将熔化的金属倾入砂型腔中,填满空腔,并使其冷却和凝固。
7. 处理:待铸件冷却后,进行除渣、清洗和加工等后续处理,以得到最终的铸造产品。
刮板造型方法适用于制造各种尺寸和复杂度的金属铸件,可以在生产中批量生产。
但相对于其他铸造方法,刮板造型的制造成本较高,且操作难度较大。
铸造厂造型操作方法
铸造厂是指进行铸造加工的工厂,铸造操作是将熔化的金属倒入铸模中,经过冷却凝固后得到所需的铸件。
造型操作方法包括以下几个步骤:
1. 准备模具:根据所需铸件的形状和尺寸,制作模具。
常见的模具材料有砂型、金属型、陶瓷型等。
2. 模具涂料处理:对于砂型模具,需要在模具内表面涂覆涂料,以增加耐热性和抗粘性。
涂料常使用的有石蜡、石棉、酒精等。
3. 模具准备:将模具按照设计要求进行组装和调整,确保其形状、尺寸和表面质量符合要求。
4. 熔化金属:将需要铸造的金属加热到熔化状态,通常使用电炉、煤气炉或其他热源进行加热。
5. 铸造操作:将熔化的金属倒入模具中,填充整个模腔,待金属冷却凝固后,即可得到所需的铸件。
6. 冷却和处理:待铸件冷却至室温后,可将其取出模具。
根据需要,还可以进行去毛刺、研磨、喷漆、镀层等后续处理。
需要注意的是,造型操作的具体步骤和方法会根据不同的铸件材料、形状和工艺要求而有所不同。
铸造厂通常会根据具体情况制定相应的操作流程和工艺方案,以确保铸件的质量和生产效率。
砂型铸造的造型方法砂型铸造,那可是一门超级酷炫的工艺!就像一位神奇的魔法师,能把普通的沙子变成各种精美的铸件。
先说说砂型铸造的步骤吧!嘿,你想想看,这就好比搭积木,只不过搭的不是普通的积木,而是能变成宝贝的“魔法积木”。
首先呢,要准备好模样,这模样就像是宝贝的蓝图,决定了最后铸件的形状。
然后,把型砂放到模样周围,小心翼翼地压实,就像给宝贝盖被子一样,可不能有一丝马虎。
接着,把模样取出来,哇,这时候就出现了一个和宝贝一模一样的型腔啦!再把熔炼好的金属液倒进型腔里,等它冷却凝固,嘿,一个崭新的铸件就诞生啦!这过程是不是超神奇?在这个过程中有啥注意事项呢?哎呀,那可不少呢!型砂的质量得过关吧?要是型砂不好,就像盖房子用了劣质的砖头,那能结实吗?还有啊,压实型砂的时候可得用力均匀,不然铸件就会出现缺陷,这就好比做蛋糕没把面糊搅拌均匀,最后出来的蛋糕肯定不好看。
倒金属液的时候也得小心,不能太快也不能太慢,太快了会溅出来伤人,太慢了又会影响铸件的质量,这可真是个技术活!那砂型铸造安全不?稳定不?当然啦!只要你严格按照步骤来,注意各种安全事项,砂型铸造是很安全的。
就像开车一样,只要你遵守交通规则,系好安全带,就不会有问题。
而且砂型铸造的工艺已经很成熟了,稳定性那是杠杠的。
只要你把每一个环节都做好,就不用担心铸件会出问题。
砂型铸造都用在啥地方呢?那可多了去了!汽车零件、机械零件、各种工艺品,都可以用砂型铸造来做。
为啥呢?因为砂型铸造有很多优势啊!首先,成本低,就像买东西找了个便宜又好用的渠道。
型砂很容易得到,而且制作过程也不复杂,所以成本相对较低。
其次,适应性强,不管你要做啥形状的铸件,砂型铸造都能满足你,这就像一个万能的工具,啥活都能干。
还有啊,砂型铸造可以生产出很大的铸件,这可不是其他铸造方法能比的,就像大力士能举起很重的东西一样。
给你举个实际案例吧!有一家汽车制造公司,他们需要生产一种发动机缸体。
如果用其他铸造方法,成本高不说,还不一定能做出这么大的铸件。
砂型铸造造型方法
砂型铸造是一种常见的金属铸造方法,它利用砂模来制作金属铸件的外形。
砂型铸造的主要步骤包括模具制作、砂芯制作、浇注和冷却凝固。
1. 模具制作:根据需要铸造的零件外形和尺寸,使用模具材料制作模具。
常用的模具材料包括砂土、石膏、陶瓷等。
模具可以分为单件模和多件模,单件模适用于生产小批量的铸件,而多件模适用于大批量生产。
2. 砂芯制作:一些复杂形状的铸件需要内部空腔,这时需要制作砂芯来形成内孔。
砂芯可以通过手工或机械设备制作,常用的砂芯材料包括天然砂、化学固化砂、水玻璃砂等。
3. 浇注:在模具内放置好砂芯后,将熔化的金属倒入模腔内。
一般采用重力浇注或压力浇注的方式,确保金属充满整个模腔,并尽量避免气孔等缺陷的产生。
4. 冷却凝固:待金属充分冷却凝固后,可以将模具打开,取出成品铸件。
然后对铸件进行去毛刺、修整等后处理工艺,使其满足设计要求。
总的来说,砂型铸造是一种传统、经济、灵活的铸造方法,适用于各种形状和尺寸的铸件生产,广泛应用于工业领域。
常用的铸造造型方法
1. 砂型铸造:使用砂模具来制造铸件形状的铸造方法。
2. 铸造模铸造:使用铸模来制造铸件形状的铸造方法。
3. 压铸:将金属熔化后,注入金属模具中,用高压使金属充满模具,待冷却固化后即可取出成型件。
4. 低压铸造:在铸造前将模具密封,在恒底压力和真空环境下进行铸造。
5. 真空铸造:在铸造前将模具密封,在低压和真空环境下进行铸造。
6. 熔模铸造:将固态金属铸造成具有模拟形状的铸造方法。
7. 铸造模压制成型法:将铸造模具中的铸造材料加压成型,再进行烧结结晶,得到铸造件。
8. 水玻璃铸造法:将石墨、铁或其他金属制成模具,再将水玻璃与石英砂混合后倒入模具中,待凝固后取出成型件。
9. 泥模铸造法:用泥土制成模具,再把铁或铜水倒入模具中,待凝固后取出铸件。
砂型铸造的造型方法砂型铸造是一种常见的金属铸造方法,也是一种常用的制造大型铸件的工艺。
该方法通过使用砂型来制造金属铸件。
砂型是一种由砂子和粘结剂构成的模具,它能够承受高温和高压,适用于各种金属的铸造。
砂型铸造的过程通常包括模具制备、铸造准备、浇注、冷却和清洁等步骤。
首先,模具制备是砂型铸造过程的第一步。
模具是根据铸件形状和尺寸而制作的,它通常由两个部分组成:上模和下模。
上模是在模具箱的上部放置的,而下模则是在模具箱的下部。
模具箱通常是用木材或金属制成的,它是为了容纳和支撑砂型而存在的。
模具制备的第二步是填充砂子。
砂子是砂型的主要成分,它需要根据铸件的形状进行筛选和处理。
在填充砂子之前,需要在上模和下模上涂抹一层分离剂,以防止砂子附着在模具上。
填充砂子后,上下模需要合拢并进行压实,以确保砂型的准确性和稳定性。
铸造准备是砂型铸造的第三步。
在此阶段中,铸模需要进行细化和修整,以确保最终的铸件质量。
细化可以使用工具来进行,例如刮刀和刷子。
修整的目的是去除砂型的顶部,并使其平整且有边缘。
浇注是砂型铸造的关键一步。
在浇注之前,需要配置铸造熔融金属,并将其倒入砂型中。
一般情况下,铸造熔融金属是通过高温熔炉来实现的,例如电弧炉或感应炉。
同时,需要注意控制浇注速度和温度,以确保铸造熔融金属能够充分填充砂型,并确保铸件的质量。
在浇注后,需要等待一段时间进行冷却。
冷却的时间根据铸件的材料和尺寸而定。
冷却是为了使铸件从高温状态冷却到室温,并使其形成良好的结构和性能。
最后,完成了冷却之后,需要对铸件进行清洁和处理。
清洁的目的是去除铸件表面的残留砂子和氧化物,以使其具有光滑的表面和良好的外观。
处理是为了加工铸件,例如修整边缘,并进行热处理和表面处理,以提高其性能和耐用性。
总的来说,砂型铸造是一种常见和重要的金属铸造方法。
它具有生产效率高、成本低、适用范围广等优点,已被广泛应用于汽车制造、机械制造和航空航天等领域。
然而,砂型铸造也有一些缺点,例如制造周期长、砂型易变形和精度低等问题。