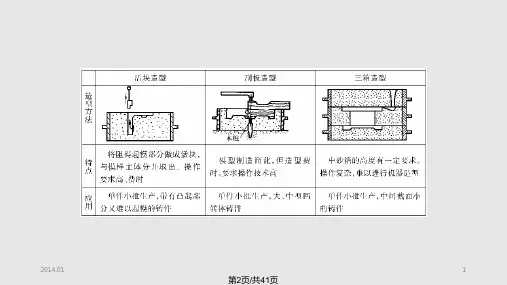
六、操作、考核要求
1. 准备要求 (1)按图样检查模样、刮板、芯盒形状、尺寸正确。 (2)砂箱、浇冒口模样选择合理。 (3)检查筋板连接、固定是否合理。
四、浇注
浇注温度为1320~1360℃,浇注时间,15~22s,铸件清理 后要进行时效处理。
五、铸件缺陷及防止方法
1. 夹砂 由于吊砂不牢或在烘干后砂型出现裂纹,浇注时易出现 夹砂。防止方法是: 吊砂内砂钩放置要合理、稳固,烘干 后砂型出现裂纹时应进行修整,并进行二次烘干。
2. 跑火 由于平面较大,抬型力也大,如紧实不当易产生跑火。防止方法是: 抹箱 要严,砂箱紧固要牢。 3. 起皮 由于平板铸件平面较大,浇注时铁液冲刷时间长,底箱平面易出现翘起, 造成起皮。防止方法是: 紧实度要均匀,下型插钉加固,砂型烘干要干透。
以套筒零件的铸造工艺图为例识读。 1. 识读套筒零件图 2. 识读套筒铸造工艺图 (1)分型、分模面 (2)砂芯的分割
图12-2 套筒零件的铸造工艺图
(3)浇冒口系统 (4)工艺参数分析 3. 模样、型腔尺寸的校验 4. 芯盒尺寸和下芯后型腔尺寸的校验
二、识读壳体铸型装配图
铸型装配图是表达铸型结构的图样,它反映铸型型腔的基本形式,芯、 芯撑、冷铁、浇冒口系统和通气道等在铸型中的相互位置及装配关系,定位 装置和紧固铸型各组元所采用的方法等。
1. 粗读铸型装配图 2. 具体分析铸型结构 3. 分析装配方法
图12-8 壳体铸型装配图
课题二 带轮造型
带轮铸件如图12-10所示:
一、铸件技术要求
1. 带轮轮缘外表面及上下两端面,轮毂内孔及上下两端面都进行机械 加工,不允许有铸造缺陷。
2. 带轮轮辐表面平整、洁净、无裂纹。 3. 材料为HT150。 4. 生产性质为单件生产。