简易注射吹管的制作及其使用
- 格式:doc
- 大小:81.50 KB
- 文档页数:3
简易注射吹管的制作及其使用陈方海1 孔祥智1 刘长军2 姚兴杰2(1.黑龙江省牡丹江市人民公园157009,2.黑龙江省牡丹江市畜牧局157009)注射吹管(国外又称吹矢)应用多年,到目前为止仍是临床兽医和养殖户的一个实用和有效的远距离注射手段。
它广泛应用于鹿、熊、野猪等野生动物的麻醉保定药物注射,也是一些凶猛动物的疾病治疗的给药手段。
在临床实践中,我们就地取材自制了一种简易的注射吹管,经多年反复实验改进,证明此注射吹管易于制作、确实可行,现将其制作与用途作以介绍。
1 制作材料不锈钢管(内径24毫米,长1米),一次性内径为1.4厘米的5毫升注射器,胶皮圈(车轮内胎胎径100~120毫米,弹力要好),毛线(用于制作尾缨),胶堵(长、宽、高各为3毫米的胶皮垫),吹管用针头。
2 注射吹管的组成和制作方法吹管:不锈钢管锯为所需长度即可,要求内壁平滑,管体平直无弯曲。
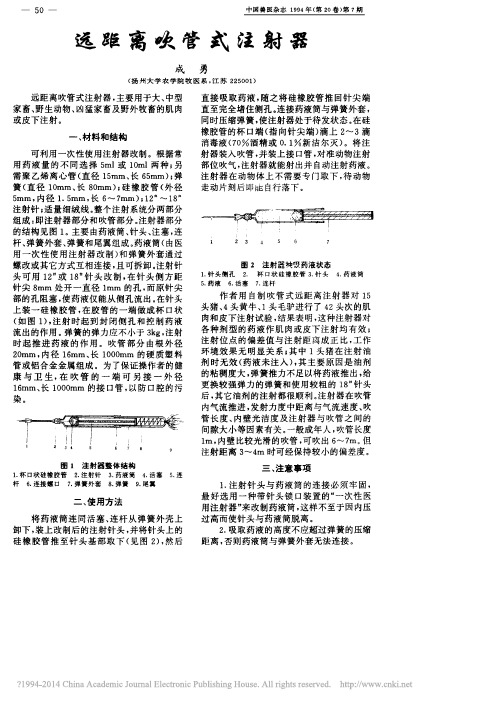
针管:将一次性注射器管体后部管头处切成直筒状,将推注药物的直杆圆顶剪成长方形顶,见图1。
胶皮圈与尾缨(见图2):①胶皮圈作用是利用胶皮圈收缩弹力作为针管的推药动力将管内液体推出。
制作方法:将车轮内胎剪成宽10毫米的1个圈,在圈上剪1个直径3毫米左右的小孔。
此小孔可将胶皮圈套于针管前端插针头的细管底部。
②尾缨作用是,吹气时吹管内封气和针管运行时保持平衡定向。
制作方法:将普通毛线剪成约70毫米长,50余股为一束,然后在胶皮圈小孔的对称端将线束中间由圈里置于圈上,向外对折在一起,在紧靠对折处两侧的毛线束与胶皮圈上用结实的细线绳扎紧,形成一个蓬松的缨头。
吹管用针头及胶堵:吹管用针头多选用12、16号针头,将针头原针尖孔封死,在针头前端侧面适当位置开一小口,在小口处套上胶堵即可。
胶堵为长、宽、高各为3毫米的胶皮垫,胶堵要求弹性要好。
3 使用方法(见图3)装药:将胶圈套于吹管用针管上,用普通针头抽取所需液体,然后换上吹管用针头,胶堵要封好侧针孔,最后将胶皮圈向后拉伸,把胶圈尾缨端搭于推杆柄上。
麻醉注射吹管1 不锈钢管(内径24 毫米,长1 米),一次性内径为 1. 4 厘米的 5 毫升注射器,胶皮圈(车轮内胎胎径100~120 毫米,弹力要好),毛线(用于制作尾缨),胶堵(长、宽、高各为 3 毫米的胶皮垫),吹管用针头。
2 吹管:不锈钢管锯为所需长度即可,要求内壁平滑,管体平直无弯曲。
针管:将一次性注射器管体后部管头处切成直筒状,将推注药物的直杆圆顶剪成长方形顶,见图 1。
胶皮圈与尾缨(见图 2):①胶皮圈作用是利用胶皮圈收缩弹力作为针管的推药动力将管内液体推出。
制作方法:将车轮内胎剪成宽 10 毫米的 1 个圈,在圈上剪1 个直径3 毫米左右的小孔。
此小孔可将胶皮圈套于针管前端插针头的细管底部。
②尾缨作用是,吹气时吹管内封气和针管运行时保持平衡定向。
制作方法:将普通毛线剪成约70 毫米长, 50 余股为一束,然后在胶皮圈小孔的对称端将线束中间由圈里置于圈上,向外对折在一起,在紧靠对折处两侧的毛线束与胶皮圈上用结实的细线绳扎紧,形成一个蓬松的缨头。
吹管用针头及胶堵:吹管用针头多选用 12、 16 号针头,将针头原针尖孔封死,在针头前端侧面适当位置开一小口,在小口处套上胶堵即可。
胶堵为长宽、高各为 3 毫米的胶皮垫,胶堵要求弹性要好。
3 3 装药:将胶圈套于吹管用针管上,用普通针头抽取所需液体,然后换上吹管用针头,胶堵要封好侧针孔,最后将胶皮圈向后拉伸,把胶圈尾缨端搭于推杆柄上。
发射:将针管放于吹管内,调整好尾缨使尾缨充盈于吹管,用吹出气体将针管吹向目标动物。
注射:当针头刺入动物体内后,胶堵被动后移,侧针孔开放,针管内液体在胶皮圈收缩弹力推动下注入动物肌肉内,完成注射。
4 注射吹管的制作和使用简便易行,材料易取,成本低,更适合于基层兽医临床应用。
这种注射吹管使用已近10 年,实践证明应用性很强,在野生动物的麻醉保定中,如串圈、锯茸、助产、削蹄、运输、疾病探查等和凶猛野生动物疾病治疗给药上,非常成功。
一、简易吹管注射器的组成吹管、一次性注射器、针头、尾羽、橡皮筋。
二、简易吹管注射器的制作1.吹管使用市售的不锈钢管或pvc管均可,长度一般为100~120厘米。
管子的内径为18厘米(用于吹5毫升一次性注射器),内壁光滑,两头平整。
2.针头用12号针头,长4.5厘米,针头原开口处用强力胶或铅封住,在针头侧面距针尖1厘米处钻一小孔,使用前小孔用有弹性的橡皮球封住,以露出针尖堵住小孔不漏药为宜。
3.尾羽用毛线制作,把毛线剪成长度适当的数根。
4.橡皮筋取自行车上用的气门心9~10厘米。
5.飞针注射器用医用一次性注射器改制。
用一支5毫升的一次性注射器,将针管突出圆管部分的把手切除,在标有5毫升刻度的圆管处钻两个大小对称的小孔,孔的大小能自由穿过一根气门心为宜,并将推杆尾部的把手修成凹弧形,把一单根气门心穿过两个小孔,再从注射器圆管的内部把气门心拉出,拉出的长度以刚超出圆管为宜,用气门心的两个断头打一个结或把两个断头用细线扎紧,把推杆和活塞一起塞到注射器的内部。
三、简易吹管注射器的使用1.装药将吹管注射器的推杆拉到所需要的剂量刻度上,再用一支普通的注射器抽取药液,并将药液从吹管注射器的针嘴注入,推空吹管注射器内的气体,装上特制的吹管注射器针头,然后把从管内和管外的两部分气门心都圈套在吹管注射器的推杆手柄上,此时再把尾羽连在气门心的后面即可。
2.吹射将准备好的注射器装入吹管的一端,尾羽朝向自己,针头朝向动物,嘴对吹管,瞄准动物,用力吹气,注射器即射向动物,当针尖刺入动物肌肉内,针头上的橡皮块向后推移,注射器利用惯性和橡皮筋的推力,将药液注入动物体内,完成远距离注射过程。
四、注意事项1.针头一定要装牢固。
操作时,针头勿对着人,以免伤人。
2.针头上的橡皮块松紧要适当,太松易漏药,太紧橡皮不能后移,针头不易刺进动物肌肉内,药液无法进入。
3.尾羽制作要适当,尾羽过少或稀疏,注射器在吹管里封闭不严,吹出无力;尾羽过大,飞行阻力过大,影响射程且不易射准。
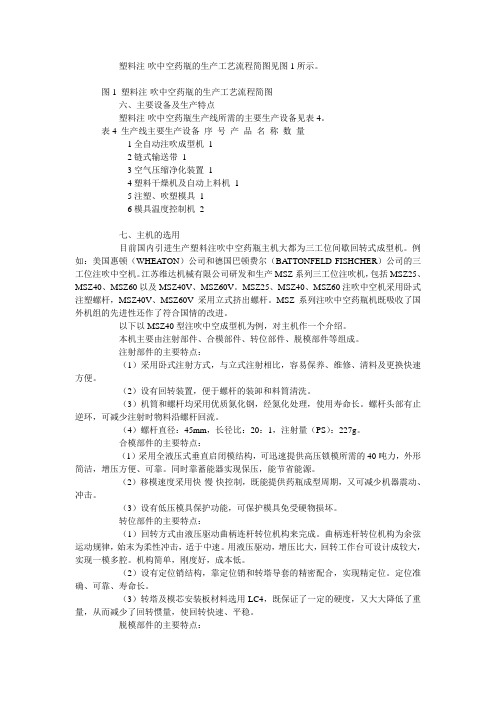
塑料注-吹中空药瓶的生产工艺流程简图见图1所示。
图1 塑料注-吹中空药瓶的生产工艺流程简图六、主要设备及生产特点塑料注-吹中空药瓶生产线所需的主要生产设备见表4。
表4 生产线主要生产设备序号产品名称数量1全自动注吹成型机12链式输送带13空气压缩净化装置14塑料干燥机及自动上料机15注塑、吹塑模具16模具温度控制机2七、主机的选用目前国内引进生产塑料注吹中空药瓶主机大都为三工位间歇回转式成型机。
例如:美国惠顿(WHEA TON)公司和德国巴顿费尔(BA TTONFELD-FISHCHER)公司的三工位注吹中空机。
江苏维达机械有限公司研发和生产MSZ系列三工位注吹机,包括MSZ25、MSZ40、MSZ60以及MSZ40V、MSZ60V。
MSZ25、MSZ40、MSZ60注吹中空机采用卧式注塑螺杆,MSZ40V、MSZ60V采用立式挤出螺杆。
MSZ系列注吹中空药瓶机既吸收了国外机组的先进性还作了符合国情的改进。
以下以MSZ40型注吹中空成型机为例,对主机作一个介绍。
本机主要由注射部件、合模部件、转位部件、脱模部件等组成。
注射部件的主要特点:(1)采用卧式注射方式,与立式注射相比,容易保养、维修、清料及更换快速方便。
(2)设有回转装置,便于螺杆的装卸和料筒清洗。
(3)机筒和螺杆均采用优质氮化钢,经氮化处理,使用寿命长。
螺杆头部有止逆环,可减少注射时物料沿螺杆回流。
(4)螺杆直径:45mm,长径比:20:1,注射量(PS):227g。
合模部件的主要特点:(1)采用全液压式垂直启闭模结构,可迅速提供高压锁模所需的40吨力,外形简洁,增压方便、可靠。
同时靠蓄能器实现保压,能节省能源。
(2)移模速度采用快-慢-快控制,既能提供药瓶成型周期,又可减少机器震动、冲击。
(3)设有低压模具保护功能,可保护模具免受硬物损坏。
转位部件的主要特点:(1)回转方式由液压驱动曲柄连杆转位机构来完成。
曲柄连杆转位机构为余弦运动规律,始末为柔性冲击,适于中速。
吹管方法1 点火前的检查试验1.1 锅炉、汽机、化学、燃料、热工、电气、计算机等专业应按相应的运行规程对要投入的系统、设备进行全面检查,确认具备条件。
1.2 对设备确认无误后,电气人员将设备送电。
1.3 热工人员将所需的仪表、自动调节系统、数据采集系统投入,完成所需的保护、联锁、报警信号的传动检查后按规定程序投入。
1.4 投入厂用压缩空气系统。
1.5 厂用蒸汽供汽,除氧器在点火前6小时应投入加热。
1.6 锅炉除灰除渣系统正常投运。
1.7 投入各转动设备的冷却水,润滑油油位正常。
1.8 汽机专业将吹管相关设备投入运行。
1.9 启动给水泵,向锅炉上水。
1.10 按运行规程完成锅炉上水工作。
上水过程中作给水门、减温水门的漏流特性试验。
锅炉上至正常水位后停止上水,对本体系统进行全面检查,如无异常可继续上水进行锅炉水压试验工作。
1.11 按锅炉运行规程完成锅炉本体及再热器吹管前水压试验,并检查试验合格。
1.12 水压试验后不停给水泵,保持锅炉压力3.0MPa以上,冲洗取样管、排污管、疏水管和仪表管,以保证其畅通。
1.13 水压试验合格后,将过热器及主蒸汽管道内的疏水门全部打开尽量放干内部积水,准备锅炉点火。
1.14 点火吹管时水质控制标准参照“DL/T561-95”和“SDJJ03-88”执行。
2 点火2.1 检查锅炉各汽水阀门状态,关闭锅炉底部放水门,打开过热器及再热器所有空气门和疏水门,打开吹管控制门。
2.2 检查两台空气预热器均可正常运行,并作主辅电机联锁保护试验合格后,启动两台空气预热器主电机,辅电机投入联锁备用,启动后检查两台空预器运行正常。
2.3 检查两台火检冷却风机均可正常运行,并作联锁保护试验合格后,启动一台火检冷却风机,检查风机出口冷却风压运行正常。
2.4 按运行规程启动两台引、送风机,投入炉膛负压自动。
2.5 调整送风机动叶,使送风量达到35%额定风量以上,进行炉膛吹扫。
2.6 炉膛吹扫结束后,调整二次风量及二次风压至点火状态.。
注射吹塑成型工艺与应用注射吹塑成型工艺与应用一、前言我国医药包装品今年来迅速发展,其塑料包装容器需求量日趋增加,塑料包装容器成型设备也在不断增长。
由于注射吹塑成型设备在运行过程中,首先对瓶口进行注射,包装瓶口的精度,然后再吹塑瓶体,因而能防止容器内的气体挥发和外部气体行瓶内渗透,保证了瓶口与瓶盖之间具有很好的密切性能。
我国塑料注射吹塑中空容器的设备在“六五”和“七五”期间虽能少量生产,但设备本身的精度及各项性能均不及国外设备。
目前,此类设备的生产要在提高精密程度上下功夫,成为名副其实的精密注吹机。
所谓“精密注吹机”不仅指设备成型过程中高速高压具有很好的稳定性,而且要求生产出的容器尺寸波动和质量波动方面达到较高的稳定性,也就是生产的容器各部分尺寸和几何形状精度要高,容器的外观及内在质量生产效率等其它指标也能达到较高水平。
二、注射吹塑成型设备注射吹塑设备主要有注塑机、注塑模、吹塑模和芯模传送装置等组成。
成型制品的卧室注射机均可用于注射吹塑,但注射压力较低,螺杆的比径比较小,压缩比亦不宜过大,注射型坯用的模具与一般注射模具在所用制模材料与设计要求等方面并无不相同,若注射时需成型瓶颈螺纹,则应将瓶颈与注射一并设计。
另外注射吹塑成型设备具有二、三或四工位,注射与合模的结构形式有卧式、直角式等。
不同生产厂家,设备的生产能力各有不同。
然而,注射吹塑机最基本的规则就是能同时在一付模具中注射成塑料型坯,在另一付模具中进行吹胀制成容器。
二位机就是基于此原理而设计的,制品的脱出是用机械式或液压式的顶出机构来完成。
三位机与二位机一样,不过其脱出制品有专用的土位来完成。
四位机是在三位机的基础上,为特殊用途如预吹、预拉伸等工艺要求而另增加一个工位。
现在最常用的是三位机,约占gQ%以上,目前国内所使用的注吹设备大多数是从国外引进的。
三、注射吹塑成型工艺流程对于所有的塑料包装厂家来说,注射吹塑工艺绝对是所有塑料加工工艺中重中之重的技术,各种塑料包装制品、塑料包装容器的制造加工,都需要注射吹塑成型技术来完成。
吹管飞针制作方法
吹管飞针是一种古老而独特的技艺,源于我国民间传统手工艺。
它不仅具有观赏价值,还具有一定的实用性。
在这里,我将为大家详细介绍吹管飞针的制作方法。
一、材料准备
1.吹管:选择一根长度适中、内径均匀的竹管,作为吹管飞针的主体部分。
2.针:选用硬度适中、长度合适的绣花针,作为飞针部分。
3.线:选用与吹管颜色相近的棉线,用于捆绑针与吹管。
4.剪刀:用于剪断线头。
5.锉刀:用于打磨吹管内壁,使其光滑。
二、制作步骤
1.制吹管:将竹管一端削成斜口,使其与针的尾部相吻合。
用锉刀打磨吹管内壁,确保光滑无毛刺。
2.制飞针:将绣花针的尾部缠绕在吹管上,针尖朝外。
针与吹管的捆绑要牢固,以防在使用过程中脱落。
3.绑定:用棉线将针与吹管捆绑在一起,线头藏在吹管内,确保美观。
4.调试:尝试吹动飞针,观察其飞行轨迹是否稳定。
如不稳定,可适当调整针与吹管的捆绑位置,直至飞行轨迹稳定。
三、注意事项
1.在制作过程中,要确保针尖朝外,以免伤人。
2.捆绑针与吹管时,力度要适中,过紧可能导致吹管破裂,过松则可能导致飞针飞行不稳定。
3.使用吹管飞针时,要注意安全,避免对人造成伤害。
4.吹管飞针属于易损品,使用过程中要注意保养,避免潮湿、高温等不良环境。
通过以上步骤,你就可以制作出一根精美的吹管飞针。
这项技艺不仅可以锻炼手眼协调能力,还能培养耐心和细心。
简易注射吹管的制作及其使用
陈方海1 孔祥智1 刘长军2 姚兴杰2
(1.黑龙江省牡丹江市人民公园157009,2.黑龙江省牡丹江市畜牧局157009)注射吹管(国外又称吹矢)应用多年,到目前为止仍是临床兽医和养殖户的一个实用和有效的远距离注射手段。
它广泛应用于鹿、熊、野猪等野生动物的麻醉保定药物注射,也是一些凶猛动物的疾病治疗的给药手段。
在临床实践中,我们就地取材自制了一种简易的注射吹管,经多年反复实验改进,证明此注射吹管易于制作、确实可行,现将其制作与用途作以介绍。
1 制作材料
不锈钢管(内径24毫米,长1米),一次性内径为1.4厘米的5毫升注射器,胶皮圈(车轮内胎胎径100~120毫米,弹力要好),毛线(用于制作尾缨),胶堵(长、宽、高各为3毫米的胶皮垫),吹管用针头。
2 注射吹管的组成和制作方法
吹管:不锈钢管锯为所需长度即可,要求内壁平滑,管体平直无弯曲。
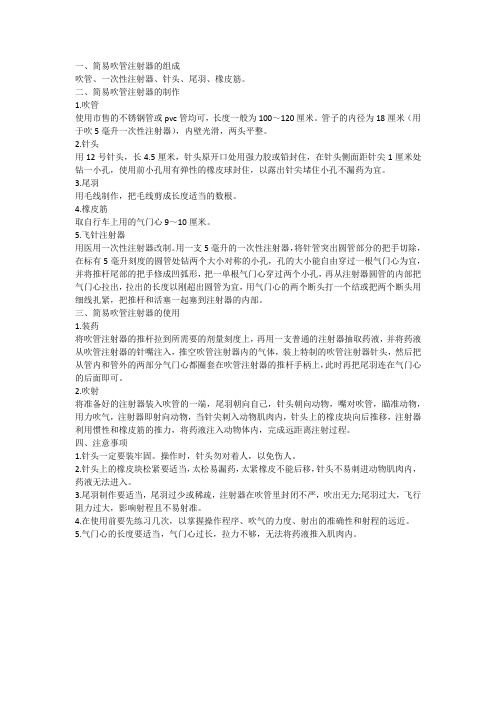
针管:将一次性注射器管体后部管头处切成直筒状,将推注药物的直杆圆顶剪成长方形顶,见图1。
胶皮圈与尾缨(见图2):①胶皮圈作用是利用胶皮圈收缩弹力作为针管
的推药动力将管内液体推出。
制作方法:将车轮内胎剪成宽10毫米的1个圈,在圈上剪1个直径3毫米左右的小孔。
此小孔可将胶皮圈套于针管前端插针头的细管底部。
②尾缨作用是,吹气时吹管内封气和针管运行时保持平衡定向。
制作方法:将普通毛线剪成约70毫米长,50余股为一束,然后在胶皮圈小孔的对称端将线束中间由圈里置于圈上,向外对折在一起,在紧靠对折处两侧的毛线束与胶皮圈上用结实的细线绳扎紧,形成一个蓬松的缨头。
吹管用针头及胶堵:吹管用针头多选用12、16号针头,将针头原针尖孔封死,在针头前端侧面适当位置开一小口,在小口处套上胶堵即可。
胶堵为长、宽、高各为3毫米的胶皮垫,胶堵要求弹性要好。
3 使用方法(见图3)
装药:将胶圈套于吹管用针管上,用普通针头抽取所需液体,然后换上吹管用针头,胶堵要封好侧针孔,最后将胶皮圈向后拉伸,把胶圈尾缨端搭于推杆柄上。
发射:将针管放于吹管内,调整好尾缨使尾缨充盈于吹管,用吹出气体将针管吹向目标动物。
注射:当针头刺入动物体内后,胶堵被动后移,侧针孔开放,针管内液体在胶皮圈收缩弹力推动下注入动物肌肉内,完成注射。
4 体会
注射吹管的制作和使用简便易行,材料易取,成本低,更适合于基层兽医临床应用。
这种注射吹管使用已近10年,实践证明应用性很强,在野生动物的麻醉保定中,如串圈、锯茸、助产、削蹄、运输、疾病探查等和凶猛野生动物疾病治疗给药上,非常成功。
在一些养殖场如鹿场、熊场、野猪饲养场的推广应用中被证明很理想。
也适用于家畜,如攻击性很强的种公猪的免疫接种、疾病治疗。
以毛线做成的尾缨阻塞气体,产生强大的推力,不锈钢钢管的内壁光滑阻力很小,使得注射吹管的射程能够满足生产实践中的需要,效果较为理想。
5毫升针管更适宜麻醉药和治疗药品的大剂量注射。