控制图计算公式(可编辑修改word版)
- 格式:docx
- 大小:11.03 KB
- 文档页数:1
SPC各值计算公式SPC(统计过程控制)是一种统计方法,用于检测和控制过程的稳定性和变异性。
SPC各值计算公式包括控制图参数和过程能力指数等。
以下是常见的SPC各值计算公式及其解释:1.控制图参数:a.X̄控制图上的中心线是过程的平均值的估计量。
计算公式为:X̄=ΣX/n,其中X是测量值的总和,n是样本大小。
b. R 控制图上的极差线是过程的极差的估计量。
计算公式为:R = Xmax - Xmin,其中Xmax和Xmin是样本中最大值和最小值。
c.S控制图上的标准偏差线是过程的标准偏差的估计量。
计算公式为:S=√(Σ(X-X̄)²/(n-1)),其中Σ(X-X̄)²是样本值与平均值的差的平方的总和。
d.UCL控制图上的上限控制限是过程的可接受上限。
计算公式为:UCL=X̄+3S,其中3是标准差的倍数,用于确定上限控制限。
e.LCL控制图上的下限控制限是过程的可接受下限。
计算公式为:LCL=X̄-3S,其中3是标准差的倍数,用于确定下限控制限。
2.过程能力指数:a.Cp过程能力指数是衡量过程发生误差在可接受范围内的能力。
计算公式为:Cp=(USL-LSL)/(6σ),其中USL和LSL是规范上限和下限,σ是标准偏差的估计量。
b. Cpk 过程能力指数是衡量过程发生误差在可接受范围内的能力,同时考虑了过程的中心线偏移。
计算公式为:Cpk = min((USL - X̄) /(3σ), (X̄ - LSL) / (3σ)),其中USL和LSL是规范上限和下限,X̄是过程的平均值的估计量,σ是标准偏差的估计量。
c. Cpm 过程能力指数是衡量过程发生误差在可接受范围内的能力,同时考虑了过程的中心线偏移和过程的极差。
计算公式为:Cpm = (USL - LSL) / (6√((ΣR/n)² + σ²)),其中USL和LSL是规范上限和下限,ΣR/n是极差均值的估计量,σ是标准偏差的估计量。
SPC计算公式和判定准则SPC(Statistical Process Control,统计过程控制)是一种通过统计方法对过程进行监控和控制来确保产品质量的方法。
SPC包含了一系列的计算公式和判定准则,用于对过程数据进行分析和判断。
本文将介绍SPC的常用计算公式和判定准则。
一、计算公式1. 平均值(X-bar)和范围(R)控制图的计算公式:平均值控制图:X-bar = (X1 + X2 + ... +Xn)/n范围控制图:R = Xmax - Xmin2.方差(S)控制图的计算公式:方差控制图:S = √((∑(xi - x̄)²)/(n-1))其中,xi为单个数据点,x̄为平均数,n为样本个数。
3.标准差(σ)控制图的计算公式:标准差控制图:σ = √((∑(xi - x̄)²)/n)其中,xi为单个数据点,x̄为平均数,n为样本个数。
4. 标准分数(Z-score)的计算公式:标准分数:Z=(X-μ)/σ其中,X为观测值,μ为总体平均值,σ为总体标准差。
5.概率(P)的计算公式:概率:P=1-Z其中,Z为标准分数。
二、判定准则SPC通过控制图上的控制限来进行判定,一般包括控制线和规范线。
常用的判定准则有以下几种:1.控制线:控制线用于界定过程是否处于统计控制状态。
一般有上限控制线(UCL)和下限控制线(LCL)。
当数据点超过控制线时,表明过程处于非随机状态,可能存在特殊原因。
2.规范线:规范线用于界定过程是否处于规范状态。
一般有上限规范线(USL)和下限规范线(LSL)。
当数据点超过规范线时,表明产品或过程不符合规格要求。
3.判定准则:SPC根据运行趋势和控制限来进行判定,常见判定准则包括:-单点超出控制限:当单个数据点超出控制限时,可能存在特殊原因,需要进行调查和纠正。
-一组连续点趋势逐渐上升或下降:当连续的数据点呈增加或减少的趋势时,表明过程可能不稳定,需要进行调查和纠正。
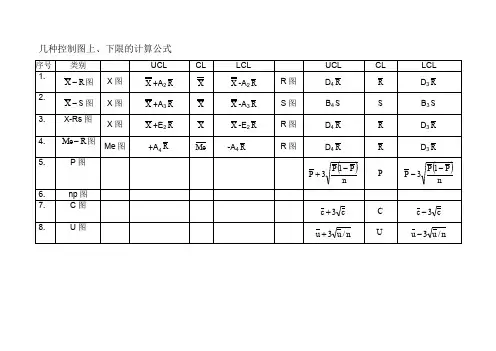
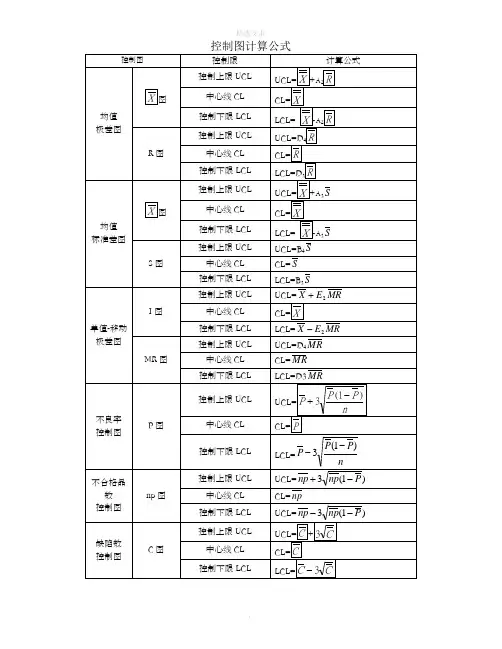
计量 值 控 制 图均值极差图图R X -X CL =R CL =中位数极差图 图R X -~X CL ~=R CL =单值移动极差控制图 图S R X - 计算简便效果差X CL =s R CL =S R UCL 267.3= LCL=不考虑平均值标准差图 图S X -X CL =S A X UCL 3+=S A X UCL 3-=S CL =S B UCL 4=S B UCL 3= 计 数 值 控 制 图不合格品数控制图Pn(Np) 样本数量相等n P CL =不合格品率控制图P样本数量可以不等计算量大,控制线凹凸不平(在特定条件下,控制线可为直线)P CL =缺陷数控制图C样本数量相等C CL = C C UCL 3+= C C UCL 3-=单位缺陷数控制图 U样本数量可以不等计算量大,控制线凹凸不平(在特定条件下,控制线可为直线) U CL = niU U UCL 3+= niU U UCL 3-= 标准差标准差(Standard Deviation) 也称均方差(mean square error)各数据偏离平均数的距离(离均差)的平均数,它是离差平方和平均后的方根。
用σ表()i P n p p P UCL -+=13RA X UCL X 2+=R A XLCL X 2-=RD R UCL 4=R D R LCL 3=R D R UCL 4=R D R LCL 3=RA X UCL m X 23~+=RA X UCL m X 23~-=S R X UCL 660.2+=S R X UCL 660.2-=()iP n pp Pn UCL -+=13()i P n pp Pn UCL --=13()iP n pp P UCL --=13=∑=--=ni i n X X S 121)(ˆσ在讨论控制图原理时,已经知道点子出界就判断异常,这是判断异常的最基本的一条准则。
为了增加控制图使用者的信心,即使对于在控制界限内的点子也要观察其排列是否随机。
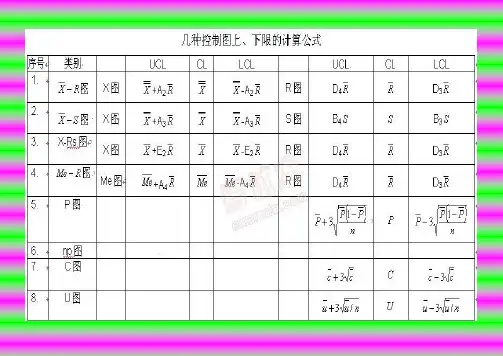
计量 值 控 制 图均值极差图图R X -X CL =R CL =中位数极差图 图R X -~X CL ~=R CL =单值移动极差控制图 图S R X - 计算简便效果差X CL =s R CL =S R UCL 267.3= LCL=不考虑平均值标准差图 图S X -X CL =S A X UCL 3+=S A X UCL 3-=S CL =S B UCL 4=S B UCL 3= 计 数 值 控 制 图不合格品数控制图Pn(Np) 样本数量相等n P CL =不合格品率控制图P样本数量可以不等计算量大,控制线凹凸不平(在特定条件下,控制线可为直线)P CL =缺陷数控制图C样本数量相等C CL = C C UCL 3+= C C UCL 3-=单位缺陷数控制图 U样本数量可以不等计算量大,控制线凹凸不平(在特定条件下,控制线可为直线) U CL = niU U UCL 3+= niU U UCL 3-= 标准差标准差(Standard Deviation) 也称均方差(mean square error)各数据偏离平均数的距离(离均差)的平均数,它是离差平方和平均后的方根。
用σ表()i P n p p P UCL -+=13RA X UCL X 2+=R A XLCL X 2-=RD R UCL 4=R D R LCL 3=R D R UCL 4=R D R LCL 3=RA X UCL m X 23~+=RA X UCL m X 23~-=S R X UCL 660.2+=S R X UCL 660.2-=()iP n pp Pn UCL -+=13()i P n pp Pn UCL --=13()iP n pp P UCL --=13=∑=--=ni i n X X S 121)(ˆσ在讨论控制图原理时,已经知道点子出界就判断异常,这是判断异常的最基本的一条准则。
为了增加控制图使用者的信心,即使对于在控制界限内的点子也要观察其排列是否随机。