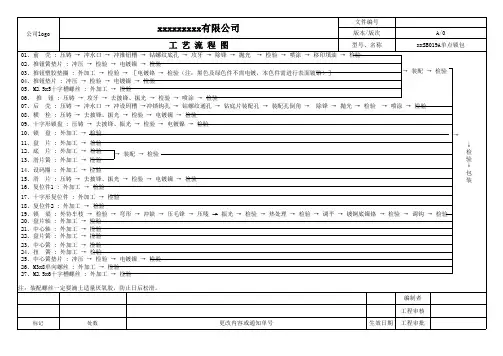
图:热处理工艺流程图
- 格式:doc
- 大小:227.50 KB
- 文档页数:1
球形储罐整体热处理施工1、前言球形储罐是一种受焊接约束较大的压力容器,焊后消除应力是非常重要的。
为了消除焊接残余应力,在球罐组焊、无损检测等各项工作全部完成后,需要对球罐进行热处理。
热处理方法为电加热法和燃烧法。
我公司有20余年球罐安装历史,在200多台球罐的安装过程中积累了丰富的现场热处理经验。
通过多年内燃法整体热处理球罐的探索,对球罐内燃法整体热处理进行了改进:采用双喷嘴加长明灯代替单喷嘴。
2、工程特点陕西xx(集团)炼化项目xx炼化项目为陕西xx集团的重点项目。
我单位施工的储运系统液化气罐区及泵棚43单元4台2000m3液化气球罐(43-T-05~08)制安工程为该项目的关键点。
举例液化气球罐(43-T-08)参数如下:球罐焊后,需进行整体热处理。
热处理方法为,主要以内燃办法为主,在下极板适当敷设电加热器辅助加热。
3、内燃法热处理工艺原理燃油内燃法,原理是以球罐本身为燃烧室,以压缩空气为雾化剂,以自然风作为助燃的二次风、三次风,用液化气作为点火材料,点燃装在球罐下极入孔上处的两个高压喷嘴,将压缩空气送入喷嘴,气体喷出后将柴油雾化,同时调节油、风量使其在球罐内稳定的燃烧,烟气由装在上极人孔上带蝶阀的烟囱排出。
这样喷嘴燃烧形成的热量就会以对流和辐射的方式使球罐壳体达到一定温度,此时钢材并不发生相变。
在退火温度下钢的屈服强度大大降低,于是就发生金属蠕变,使焊缝附近的残余弹性变形转变为塑性变形,残余应力得以释放。
较长时间的保温,有利于焊缝金属中氢的扩散。
这样焊接残余应力得以消除,避免延迟裂纹和应力腐蚀裂纹的产生,提高球罐的使用性和安全性。
3.1球罐整体热处理:3.1.1传统的霍克喷嘴内燃法整体热处理是使用单个喷嘴、单套供油、供风系统进行。
工作时,柴油在压缩空气的带动下,通过霍克喷嘴喷射使燃料油雾化,并以高速喷出,通过两边的点火器点燃,高速的火焰流由下人孔进入球体,在球内靠对流和辐射来加热球体,由操作系统控制燃油,风压改变火焰的长度及燃烧过程,使球内的温度按热处理工艺卡规定的要求升降。


20号钢热处理工艺对组织性能的影响1.前言1.1 名称及性质20号钢,含碳量为0.2%,该钢属于优质低碳碳素钢,冷挤压、深碳淬硬钢。
该钢强度低,韧性、塑性和焊接性均好。
抗拉强度为253-500MPa,伸长率≥24%。
密度是7.85,无冲击韧度。
1.2 应用冷变形塑性高,一般供弯曲、压延用,为了获得好的深冲压延性能,板材应正火或高温回火;用于不经受很大应力而要求很大韧性的机械零件,如轴套、螺钉、杠杆轴、变速箱变速叉、齿轮、重型机械拉杆、钩环等,还可用于表面硬度高而心部强度要求不大的渗碳于氰化零件。
1.3 实验目的测定含碳量,加热温度,加热时间,冷却速度等因素对20号钢的影响,本实验还研究一般材料成分、组织及性能的关系,探寻成分、组织与性能之间存在着的对应关系和规律,加深理论知识的熟悉程度和应用能力的提高。
1.4任务完成测定试样硬度,制备金相样品,观察组织,照相,分析,出报告等任务。
2.材料及实验2.1材料的化学成分及力学性能[1]表1 20号钢的化学成分表2 20号钢的力学性能2.2实验设计内容根据对含碳量,加热温度,加热时间,冷却速度对碳钢材料硬度的影响资料的检索得到如下的相关数据:表3含碳量对碳钢硬度的影响4 4400随钢中碳含量的增加,表面硬度也随之增高。
表4 加热温度对碳钢硬度的影响加热温度/℃硬度HRC 加热温度/℃硬度HRC850 60.33 1000 56.67900 59.67 1050 51.50950 59.17随着再加热温度的升高宏观硬度下降在本试验条件下,试样硬度随加热保温时间的变化而发生曲折的变化。
当试样还未发生奥氏体化时,硬度随着温度时间的增加而提高;当试样刚开始奥氏体化至刚完全奥氏体化为止,硬度随着奥氏体化转变量的增加而下降;当试样完全奥氏体化后,随着保温时间的延长,硬度缓慢升高。
表5 冷却速度对碳钢硬度的影响综合上述影响因素,本实验我们选取20号钢来对碳钢经行热处理工艺分别分析含碳量、加热温度、加热时间、冷却速度对试样硬度性能的影响。
铝及铝合金热处理工艺1.1铝及铝合金热处理的作用将铝及铝合金材料加热到一定的温度并保温一定时间以获得预期的产品组织和性能。
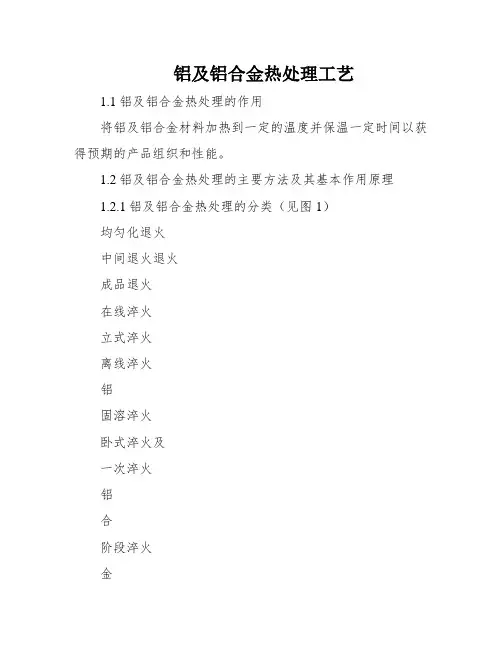
1.2铝及铝合金热处理的主要方法及其基本作用原理1.2.1铝及铝合金热处理的分类(见图1)均匀化退火中间退火退火成品退火在线淬火立式淬火离线淬火铝固溶淬火卧式淬火及一次淬火铝合阶段淬火金热自然时效处过时效理人工时效时效欠时效多级时效回归图1铝及铝合金热处理分类1.2.2铝及铝合金热处理基本作用原理(1)退火:产品加热到一定温度并保温到一定时间后以一定的冷却速度冷却到室温。
通过原子扩散、迁移,使之组织更加均匀、稳定、,内应力消除,可提高材料的塑性,但强度会降低。
①铸锭均匀化退火:在高温下历久保温,然后以一定速度(高、中、低、慢)冷却,使铸锭化学成分、组织与机能均匀化,可进步材料塑性20%左右,降低挤压力20%左右,进步挤压速度15%左右,同时使材料表面处置惩罚质量进步。
②中央退火:又称部分退火或工序间退火,是为了进步材料的塑性,消除材料内部加工应力,在较低的温度下保温较短的时间,以利于续继加工或获得某种机能的组合。
③完全退火:又称成品退火,是在较高温度下,保温一定时间,以获得完全再结晶状态下的软化组织,具有最好的塑性和较低的强度。
(2)固溶淬火处理:将可热处理强化的铝合金材料加热到较高的温度并保持一定的时间,使材料中的第二相或其它可溶成分充分溶解到铝基体中,形成过饱和固溶体,然后以快冷的方法将这种过饱和固溶体保持到室温,它是一种不稳定的状态,因处于高能位状态,溶质原子随时有析出的可能。
但此时材料塑性较高,可进行冷加工或矫直工序。
①在线淬火:对于一些淬火敏感性不高的合金材料,可利用挤压时高温进行固溶,然后用空冷(T5)或用水雾冷却(T6)进行淬火以获得一定的组织和性能。
②离线淬火:对于一些淬火敏感性高的合金材料必须在专门的热处理炉中重新加热到较高的温度并保温一定时间,然后以不大于15秒的转移时间淬入水中或油中,以获得一定的组织和性能,根据设备不同可分为盐浴淬火、空气淬火、立式淬火、卧式淬火。