水玻璃砂的再生
- 格式:pptx
- 大小:1.04 MB
- 文档页数:31
水玻璃工艺二水玻璃砂工艺二3.2.2 水玻璃自硬砂水玻璃砂在混砂时加入硬化剂,在室温下能够自硬;砂型(芯)在硬化后起模,称之为自硬砂。
早期的水玻璃自硬砂的硬化剂多以粉状材料为主,如β硅酸二钙(赤泥、炉渣或合成β硅酸二钙)、硅铁粉、氟硅酸钠等。
使用这些粉状材料,使水玻璃加入量居高不下,导致型砂溃散性变差。
有机酯水玻璃自硬砂以液体材料为硬化剂,相对于粉状硬化剂,水玻璃加入量降低了1/2~1/3,比强度提高一倍以上,1000℃残留强度降低了90%左右。
表3-25是有机酯水玻璃自硬砂与固体硬化剂自硬砂配比及性能对比。
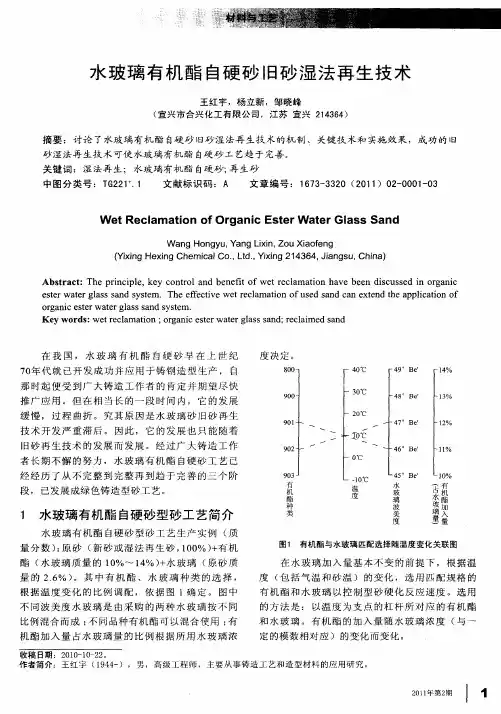
图3-26是混合料的配比(质量比)为原砂(福建水洗海砂)100,有机酯0.28,水玻璃 2.8时的有机酯硬化水玻璃砂在不同温度下的残留强度值图3-26 有机酯水玻璃砂不同温度下的残留强度表3-25有机酯水玻璃自硬砂与固体硬化剂水玻璃自硬砂配比及性能对比序号配比(质量比)性能原砂水玻璃硬化剂其他终强度/MPa 1000 ℃残留强度(抗压强度)/MPa1 100 7 赤泥4~5 ->0.9 -2 100 6 ~7 电炉渣5~7 水1~2 0.4 ~0.7 -3 100 5 ~6 硅铁粉1~2 ω(NaOH)=--10%溶液0.5~1.04 100 2.5 ~2.8 有机酯0.22~-≈ 2 ≈ 0.20.343.2.2.1 有机酯水玻璃自硬砂的硬化机理有机酯水玻璃自硬砂的硬化可分为如下三个阶段;第一阶段,有机酯在碱性水溶液中发生水解,生成有机酸或醇。
这个阶段时间的长短取决于有机酯与水玻璃的互溶性和水解速度,它决定了型砂的可使用时间的长短。
化学反应通式如下:RCOOR ˊ +xH 2O OH- RCOOH+Rˊ OH第二阶段,有机酯和水玻璃反应,使水玻璃模数升高,且整个反应过程为失水反应,当反应时水玻璃的粘度超过临界值,型砂便失去流动性而固化。
化学反应通式如下:Na 2O ·mSiO 2·nH 2O+xRCOOH (1-x/2)Na 2O·mSiO 2·(n+x/2)H2O+xRCOONa以上两步总的反应式为:xRCOOH ˊ + Na 2O· mSiO 2· nH 2O+xH 2O (1-x/2)Na 2O· mSiO 2· (n+x/2)H2O+xRˊ OH+xRCOONa第三阶段,水玻璃进一步失水强化。
一、填空题1.常用的特种铸造方法有(熔模铸造),(金属型铸造)、(压力铸造),(低压铸造)和(离心铸造)。
2.铸件的凝固方式是按(凝固区域宽度大小)来划分的,有(逐层凝固)、(中间凝固)和(糊状凝固)三种凝固方式。
纯金属和共晶成分的合金易按(逐层凝固)方式凝固。
3.铸造合金在凝固过程中的收缩分三个阶段,其中(液态收缩和凝固收缩)收缩是铸件产生缩孔和缩松的根本原因,而(固态收缩)收缩是铸件产生变形、裂纹的根本原因。
4.铸钢铸造性能差的原因主要是(熔点高,流动性差)和(收缩大)。
5.影响合金流动性的主要因素是(液态合金的化学成分)。
6.铸造生产的优点是(成形方便)、(适应性强)和(成本较低)。
缺点是(件力学性能较低)、(铸件质量不够稳定)和(废品率高)。
7、铸造工艺方案设计的内容主要有:(造型、造芯方法)(铸型种类选择)(浇注位置的确定)(分型面的确定)等。
8、目前铸造方法的种类繁多,按生产方法可分为(砂型铸造),(特种铸造)两大类。
9、铸件的内壁应(薄)外壁。
10、分型选择时,应尽可能使铸件全部或大部置于(同一半铸型)内。
11、确定浇注位置时,重要部位应该向(下)12、浇注系统按位置分类,主要分为(底)注式,(顶)注入式(中间)注入式三种形式。
13、按冒口在铸件位置上分类,主要分为(顶)冒口与(侧)冒口之分。
14、确定砂芯基本原则之一,砂芯应保证铸件(内腔)尺寸精度。
15、封闭式浇注系统,内浇口应置于横浇口(下)部。
16、开放式浇注系统,内浇口应置于横浇口(上)端。
17、根据原砂的基本组成,铸造原砂可分为(石英砂)和(非石英砂或特种砂)两类。
18、镁砂是菱镁矿高温锻烧冉经破碎分选得到的,主要成分是(氧化镁mgo)。
20、蒙脱石和高岭石结构中有两个基本结构单位,即(硅氧四面体)和(铝氧八面体)。
21、水玻璃是由(sio2)和(Na2o)为主要组分的多种化合物的水溶液。
22、水玻璃砂硬化的方式有(化学硬化)和(物理硬化)等。
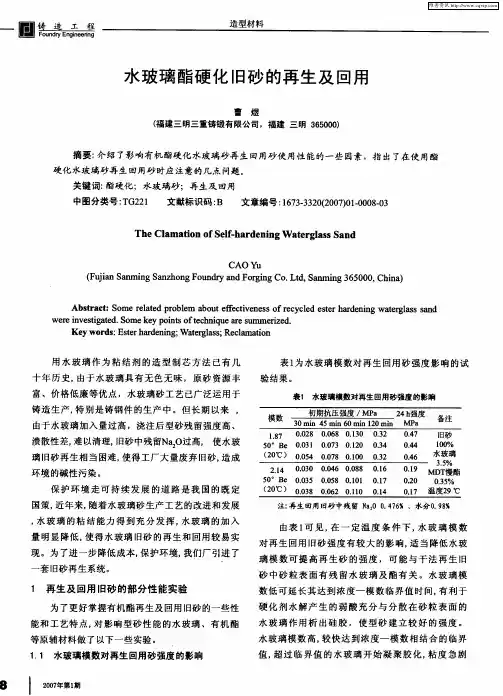
酯硬化水玻璃砂工艺应用简介水玻璃又叫硅酸钠,系一种硅酸钠真溶液和二氧化硅胶粒组成的多相分散的水溶液。
由于它本钱低廉资源广,操作方便无污染,应用灵活能源省,铸件优质废品少等许多优势,从20世纪50年代初引入我国的铸造行业,专门是在铸钢件生产中取得了普遍的应用,而且还有不断扩大应用的趋势,其应用前景十分广漠。
可是,随着该工艺应用范围的慢慢扩大,水玻璃砂的一些固有缺点,也暴露出来了,其中最要紧的有:采纳传统CO2硬化工艺,水玻璃本身的粘结强度未能取得充分的发挥,水玻璃加入量高(一样达7~8%),致使浇注后型、芯砂的溃散性差,铸件清砂十分困难。
第二是水玻璃旧砂脱模率低,旧砂难以再生回用,强碱性水玻璃废砂的大量排放,严峻污染了环境,阻碍了这一工艺进一步的的扩大推行应用。
直到20世纪90年代以后,人们对水玻璃大体组成和硬化机理的熟悉深化,在用活化金属离子改性水玻璃和用有机酯硬化水玻璃等两个方面取得了冲破性进展,可使型、芯砂中水玻璃加入量减少至~%,从而明显降低了水玻璃砂的残留强度,这不仅提高了铸件的表面质量,缩短了铸件的清砂时刻,而且也使水玻璃旧砂再生回用成为可能。
目前改性水玻璃砂工艺,专门是酯硬化改性水玻璃砂工艺正在我国取得普遍推行应用,专门是铸钢件,如机车车辆、重型、泵、阀门等行业在生产薄壁、箱形等易产生热裂的铸钢件上,更是受到了人们普遍的关心和应用。
下面将较系统地介绍我所最近几年来在用活性金属离子改性水玻璃和用有机酯硬化水玻璃砂工艺等方面的科研功效及在铸造生产中的实际应用情形。
1.水玻璃砂用原材料硅砂大量的实验和生产实践说明,硅砂的性能对水玻璃砂的强度起着重要作用,例如,粒型较好的大林和福建硅砂比含泥量相同的海城砂的硬化强度几乎高一倍以上;而且粒型较好的大林和福建硅砂的含泥量从%(即水洗砂)降低到%以下(擦洗砂),其硬化强度也将提高一倍左右。
尽管水玻璃砂对硅砂的要求不像树脂砂那样严格,可是为了降低水玻璃加入量,改善水玻璃砂的工艺性能和再生回用性能,对水玻璃用硅砂提出如下性能指标:角型系数≤含泥量<%含水量<%微粉含量<200目≤%水玻璃目前我国水玻璃生产厂家较多,由于水玻璃成份比较复杂,大多数生产厂家又缺乏必要的检测手腕,因此,水玻璃的质量较差,无法知足铸造生产日趋增加的要求。
目录第一部分水玻璃基础水玻璃有机酯自硬砂工艺简介 (1)关于水玻璃的几个基本概念 (1)第二部分改性水玻璃改性水玻璃自硬砂的主要性能参数 (3)酯硬化水玻璃硬化机理 (4)影响水玻璃自硬砂硬化特性的主要因素 (5)改性水玻璃自硬砂的材料 (6)改性水玻璃和有机酯固化剂的使用方法 (7)混砂、造型注意事项 (8)常见问题诊断及解决方案 (9)第三部分再生砂水玻璃再生砂的特性 (11)再生砂工艺要点 (11)再生砂水玻璃材料及工艺 (12)常见问题诊断及解决方案 (13)关于水玻璃残留Na2O (14)第一部分水玻璃基础一、水玻璃有机脂自硬砂工艺简介改性水玻璃有机酯自硬砂工艺是一种先进的造型工艺,它克服了传统水玻璃砂加入量高、溃散性差、旧砂回用率低等缺点,是一种符合二十一世纪可持续发展的绿色环保工艺。
我公司顺应时代发展潮流,契合铸造厂家的实际需要,发展和完善了这一重要而先进的生产技术。
水玻璃作为一种铸造粘结剂,引进中国铸造车间已有几十年的历史,其应用工艺也从早期的二氧化碳硬化,发展到固化剂硬化。
二氧化碳硬化法硬化速度快,但硬化过程中稳定性欠佳,常使型砂过吹,厚大砂芯内部难以硬透,导致铸件产生较多的缺陷。
粉状硬化剂硬化法虽然比二氧化碳法有了较大进步,但由于水玻璃容量高达8%以上,浇铸后型砂残留强度高,溃散性差,这使其应用受到限制。
液体硬化剂的使用,由于其水玻璃加入量少、溃散性好、工艺简单等特点,至今已发展成为一种有强大生命力的新型砂型。
它具有以下的工艺特点:1)水玻璃加入量低而砂型强度高。
改性水玻璃的加入量为砂重的2.2~3.0%,型砂抗压强度达2.0~3.6MPa。
2)型砂综合工艺性能好。
冬季硬透性好,硬化性能可调性好。
通过调整水玻璃和固化剂的种类及加入量,容易适应外界环境、铸件生产要求的变化,可完全满足不同工厂造型制芯的工艺要求,能建成生产线大批量生产。
3)可实现水玻璃砂的干法再生回用,回用率≥80%,可以消除水玻璃砂废砂和废水对生态环境的污染。