机械加工工艺过程卡片
- 格式:doc
- 大小:142.50 KB
- 文档页数:3
拔叉(6A40车床)机械加工工艺过程卡片产品名称拔叉零件名
称
拔叉
共一页
第一页
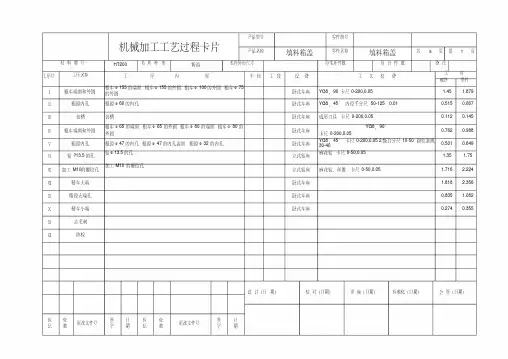
材料牌号TH200 毛坯种类铸件每毛坯件数1件
工序号工序名称工序内容车间设备工艺装备(夹具,刀具)工时(单件)
1 铣削1粗铣右端面2精铣右端面铣削车间铣床专用卡具,铣刀,卡尺15S
2 钻孔扩孔1钻孔直径.20mm 2扩孔直径22mm 钻床车间钻床专用卡具,钻头,卡尺120s
3 铣削1粗铣上端面2精铣上端面铣削车间铣床专用卡具,铣刀,卡尺12s
4 铣削铣削8*8槽铣削车间铣床专用卡具,铣刀,卡尺100s
5 铣削铣削18*23槽铣削车间铣床专用卡具,铣刀,卡尺110s
6 倒角1倒角15度钻床车间钻床专用卡具,钻头,卡尺15S
7 拉花键拉花键拉床车间拉床专用卡具,拉刀19s
8
编制审核会签日起
张宝剑2014.3.12
河北联合大学轻工学院机械加工工序卡片共一张第一张
零件名称拔叉工序号 4
设备材料
名称立式铣床名称TH200 型号x51 硬度200HBS 夹具名称专用铣床夹具
刀具量具辅具
名称规格名称规格名称规格锥柄键铣刀径7 卡尺夹具专用
工时额定
基本时间单件时间
60s 100s
工序号工布名称及内容加工表面尺寸切削用量
直径加工计
算长度深度走刀量转速切速走
刀
次
数
1 粗铣用直径7mm的铣刀5mm 40mm 5mm 2mm 279 96mm/min 3
2 精铣直径7mm的铣刀8mm 40mm 8mm 1.5mm 389 96mm/min 3。