齿轮加工机床的传动原理图
- 格式:docx
- 大小:11.47 KB
- 文档页数:2
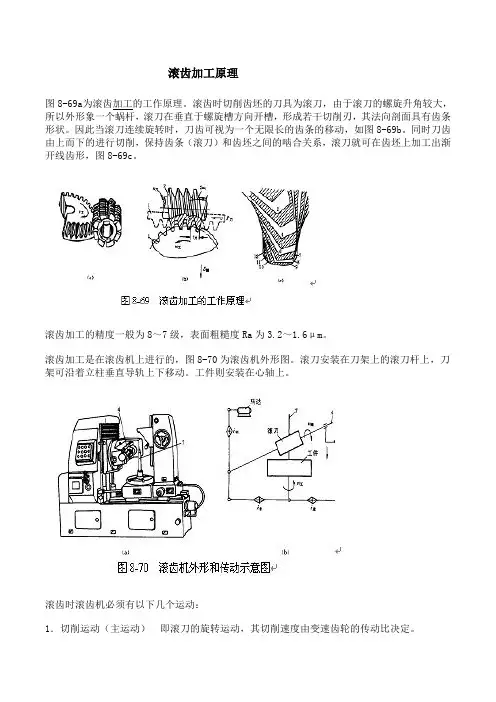
滚齿加工原理图8-69a为滚齿加工的工作原理。
滚齿时切削齿坯的刀具为滚刀,由于滚刀的螺旋升角较大,所以外形象一个蜗杆,滚刀在垂直于螺旋槽方向开槽,形成若干切削刃,其法向剖面具有齿条形状。
因此当滚刀连续旋转时,刀齿可视为一个无限长的齿条的移动,如图8-69b。
同时刀齿由上而下的进行切削,保持齿条(滚刀)和齿坯之间的啮合关系,滚刀就可在齿坯上加工出渐开线齿形,图8-69c。
滚齿加工的精度一般为8~7级,表面粗糙度Ra为3.2~1.6μm。
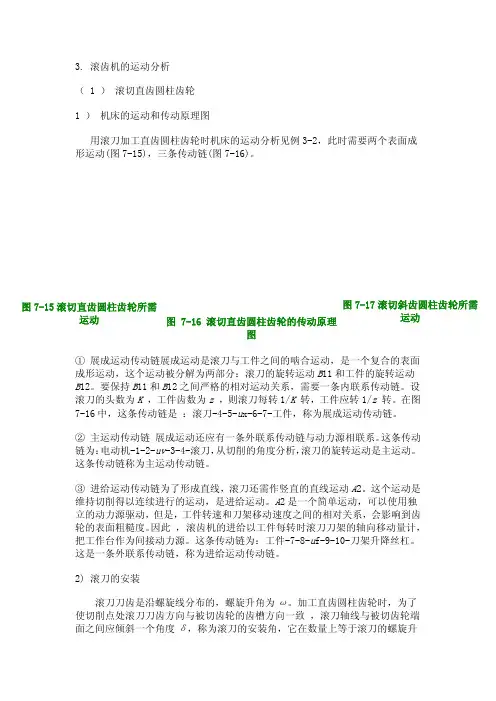
滚齿加工是在滚齿机上进行的,图8-70为滚齿机外形图。
滚刀安装在刀架上的滚刀杆上,刀架可沿着立柱垂直导轨上下移动。
工件则安装在心轴上。
滚齿时滚齿机必须有以下几个运动:1.切削运动(主运动)即滚刀的旋转运动,其切削速度由变速齿轮的传动比决定。
2.分齿运动 即工件的旋转运动,其运动的速度必须和滚刀的旋转速度保持齿轮与齿条的啮合关系。
其运动关系由分齿挂轮的传动比来实现。
对于单线滚刀,当滚刀每转一转时,齿坯需转过一个齿的分度角度,即1/z 转(z 为被加工3.垂直进给运动 即滚刀沿工件轴线自上而下的垂直移动,这是保证切出整个齿宽所必须的运动,由进给挂轮的传动比再通过与滚刀架相连接的丝杆螺母来实现。
齿轮的齿数)。
在滚齿时,必须保持滚刀刀齿的运动方向与被切齿轮的齿向一致,然而由于滚刀刀齿排列在一条螺旋线上,刀齿的方向与滚刀轴线并不垂直。
所以,必须把刀架扳转一个角度使之与齿轮的齿向协调。
滚切直齿轮时,扳转的角度就是滚刀的螺旋升角。
滚切斜齿轮时,还要根据斜齿轮的螺旋方向,以及螺旋角的大小来决定扳转角度的大小及扳转方向。
齿轮滚刀是一种专用刀具,每把滚刀可以加工在滚齿机上除加工直齿、斜齿外圆柱齿轮外,也可以模数相同而齿数不等的各种大小不同的直齿或斜齿渐开线外圆柱齿轮。
加工蜗轮、链轮。
但不能加工内齿轮。
对于加工双联齿轮和三联齿轮它也受到许多限制。
滚齿加工的原理及滚齿加工润滑油的选择1.滚齿加工原理滚齿加工是按照展成法的原理来加工齿轮的。
3. 滚齿机的运动分析( 1 ) 滚切直齿圆柱齿轮1 ) 机床的运动和传动原理图用滚刀加工直齿圆柱齿轮时机床的运动分析见例3-2,此时需要两个表面成 形运动(图7-15),三条传动链(图7-16)。
图 7-15 滚切直齿圆柱齿轮所需运动 图 7-16 滚切直齿圆柱齿轮的传动原理图 图 7-17 滚切斜齿圆柱齿轮所需运动① 展成运动传动链展成运动是滚刀与工件之间的啮合运动,是一个复合的表面 成形运动,这个运动被分解为两部分:滚刀的旋转运动B11和工件的旋转运动B12。
要保持B11和B12之间严格的相对运动关系,需要一条内联系传动链。
设 滚刀的头数为K ,工件齿数为z ,则滚刀每转1/K 转,工件应转1/z 转。
在图 7-16中,这条传动链是 :滚刀-4-5-u x-6-7-工件,称为展成运动传动链。
② 主运动传动链 展成运动还应有一条外联系传动链与动力源相联系。
这条传动 链为: 电动机-1-2-uv-3-4-滚刀, 从切削的角度分析, 滚刀的旋转运动是主运动。
这条传动链称为主运动传动链。
③ 进给运动传动链为了形成直线,滚刀还需作竖直的直线运动A2。
这个运动是 维持切削得以连续进行的运动,是进给运动。
A2是一个简单运动,可以使用独 立的动力源驱动,但是,工件转速和刀架移动速度之间的相对关系,会影响到齿 轮的表面粗糙度。
因此 ,滚齿机的进给以工件每转时滚刀刀架的轴向移动量计, 把工作台作为间接动力源。
这条传动链为:工件-7-8-u f-9-10-刀架升降丝杠。
这是一条外联系传动链,称为进给运动传动链。
2) 滚刀的安装滚刀刀齿是沿螺旋线分布的,螺旋升角为ω。
加工直齿圆柱齿轮时,为了 使切削点处滚刀刀齿方向与被切齿轮的齿槽方向一致 ,滚刀轴线与被切齿轮端 面之间应倾斜一个角度δ,称为滚刀的安装角,它在数量上等于滚刀的螺旋升角ω。
用右旋滚刀加工直齿齿轮的安装角如图 7-15所示。
用左旋滚刀时倾斜方 向相反。

⑴主运动传动链A.传动路线运动由电动机(7.5W,1450r/min)经V带轮传动副φ130mm/φ230mm传至主轴箱中的轴Ⅰ.在轴Ⅰ上装有双向多片摩擦离合器M1,使主轴正转,反转或停止.当压紧离合器M1左部的摩擦片时,轴Ⅰ的运动经齿轮副56/38或51/43传给轴Ⅱ,使Ⅱ获得2种转速.压紧右部摩擦片时,经齿轮50(齿数),轴Ⅶ的空套齿轮34传给轴Ⅱ上的固定齿轮30.这时轴Ⅰ至Ⅱ间多经一个中间齿轮34,故轴Ⅱ的转向与经M1左部传动时相反.轴Ⅱ的反转转速只有1种.当离合器处于中间位置时,左,右摩擦片都没有被压紧.轴Ⅰ的运动不能传至轴Ⅱ,主轴停转.轴Ⅱ的运动可通过轴Ⅱ,Ⅲ间三对齿轮种的任一对传至轴Ⅲ,故轴Ⅲ正转共6种转速.运动由轴Ⅲ传往主轴有2条路线:a.高速传动路线主轴上的滑移齿轮50向左移,使之与轴Ⅲ上右端的齿轮63啮合,运动由轴Ⅲ经齿轮副63/50直接传给主轴,得到450--1400r/min的6级高转速.b.低速传动路线主轴上的滑移齿轮50移至右端,使其与主轴上的齿式离合器M2啮合.轴Ⅲ的运动经齿轮副20/80或50/50传给轴Ⅳ,又经齿轮副20/80或51/50传给轴Ⅴ,再经齿轮副26/58和齿式离合器M2传至主轴,使主轴获得10--500r/min的低速转.B.主轴转速级数和转速主轴的各级转速可按下列运动平衡式计算:n主=n点*(D/D')*(1-ε)*(ZⅠ-Ⅱ/Z'Ⅰ-Ⅱ)*(ZⅡ-Ⅲ/Z'Ⅱ-Ⅲ)*(ZⅢ-Ⅳ/Z'Ⅲ-Ⅳ)*....⑵进给运动传动链A.车削螺纹传动路线车削螺纹时传动链的运动平衡式为:l(主轴)*u*L丝=L工式中:u-----从主轴倒丝杆之间的总传动比L丝---机床丝杆的导程,CA6140型车床的L丝=12mmL工---被加工螺纹的导程(mm)a.车削米制螺纹车削米制螺纹的运动平衡式为:L=l(主轴)*(58/58)*(33/33)*(63/100)*(100/75)*(25/36)*u基*(25/36)*(36/25)*u倍*12mm 化简得:L=7u基*u倍通过扩大导程传动路线可将正常螺纹导程扩大4倍或16倍.CA6140型车床车削大导程米制螺纹时,最大螺纹导程为192m m.b.车削英制螺纹Lα=1/αin=25.4/α-----------①车削英制螺纹的运动平衡式为:Lα=l(主轴)*(58/58)*(33/33)*(63/100)*(100/75)*(1/u基)*(36/25)*u倍*12将①代入α=(7/4)*u基/u倍扣/in变换u基和u倍的值,就可得到各种标准的英制螺纹.c.车削模数螺纹模数螺纹主要用在米制蜗杆中,用模数m表示螺距的大小,螺距与模数的关系为: P m=πm mm所以模数螺纹的导程为:L m=kπm mm k---螺纹的头数模数螺纹的运动平衡式为:L m=l(主轴)*(58/58)*(33/33)*(64/100)*(100/97)*(25/36)*u基*(25/36)*(36/25)*u倍*12化简: m=(7/4k)u基u倍只要变换u基和u倍,就可以车削各种不同模数的螺纹d.车削径节螺纹径节螺纹主要用于英制蜗杆,其螺距大小以径节DP表示.径节代表齿轮或蜗轮折算到每英寸分度圆直径上的齿数,故英制蜗杆的轴向齿距为:L DP=π/DPin=(25.4kπ/DP)mm径节螺纹运动的平衡式为:L DP=l(主轴)*(58/58)*(33/33)*(63/100)*(100/97)*(1/u基)*(36/25)*u倍*12化简: DP=7k(u基/u倍)变换u基和u倍可得常用的24种螺纹径节.e.车削非标准螺纹和精密螺纹所谓非标准螺纹是指利用上述传动路线无法得到的螺纹.其平衡式为:L工=l(主轴)*(58/58)*(33/33)*u挂*12 mm挂轮的换置公式为:u挂=(a/b)*(c/d)=L工/12B.纵向和横向进给传动链为了减少丝杆的磨损和便于操纵,机动进给是由光杆竟溜板箱传动的.a.纵向进给传动链CA6140型车床纵向机动进给量有64种.当运动由主轴经正常导程的米制螺纹传动路线时,可获得正常进给两。

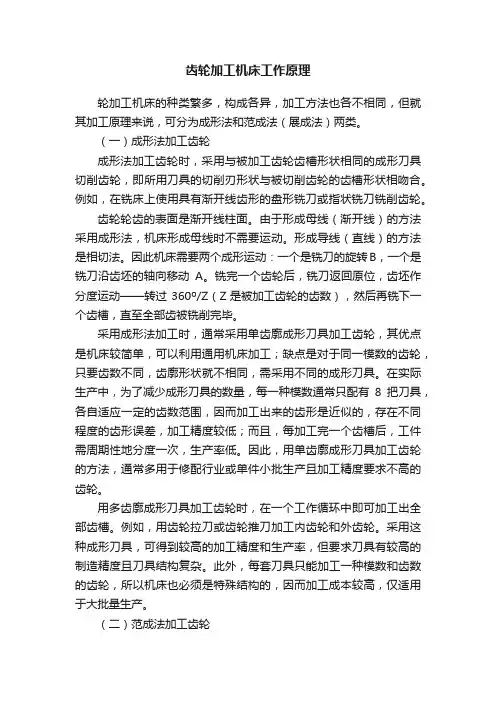
齿轮加工机床工作原理轮加工机床的种类繁多,构成各异,加工方法也各不相同,但就其加工原理来说,可分为成形法和范成法(展成法)两类。
(一)成形法加工齿轮成形法加工齿轮时,采用与被加工齿轮齿槽形状相同的成形刀具切削齿轮,即所用刀具的切削刃形状与被切削齿轮的齿槽形状相吻合。
例如,在铣床上使用具有渐开线齿形的盘形铣刀或指状铣刀铣削齿轮。
齿轮轮齿的表面是渐开线柱面。
由于形成母线(渐开线)的方法采用成形法,机床形成母线时不需要运动。
形成导线(直线)的方法是相切法。
因此机床需要两个成形运动:一个是铣刀的旋转B,一个是铣刀沿齿坯的轴向移动A。
铣完一个齿轮后,铣刀返回原位,齿坯作分度运动——转过360º/Z(Z 是被加工齿轮的齿数),然后再铣下一个齿槽,直至全部齿被铣削完毕。
采用成形法加工时,通常采用单齿廓成形刀具加工齿轮,其优点是机床较简单,可以利用通用机床加工;缺点是对于同一模数的齿轮,只要齿数不同,齿廓形状就不相同,需采用不同的成形刀具。
在实际生产中,为了减少成形刀具的数量,每一种模数通常只配有8把刀具,各自适应一定的齿数范围,因而加工出来的齿形是近似的,存在不同程度的齿形误差,加工精度较低;而且,每加工完一个齿槽后,工件需周期性地分度一次,生产率低。
因此,用单齿廓成形刀具加工齿轮的方法,通常多用于修配行业或单件小批生产且加工精度要求不高的齿轮。
用多齿廓成形刀具加工齿轮时,在一个工作循环中即可加工出全部齿槽。
例如,用齿轮拉刀或齿轮推刀加工内齿轮和外齿轮。
采用这种成形刀具,可得到较高的加工精度和生产率,但要求刀具有较高的制造精度且刀具结构复杂。
此外,每套刀具只能加工一种模数和齿数的齿轮,所以机床也必须是特殊结构的,因而加工成本较高,仅适用于大批量生产。
(二)范成法加工齿轮范成法(展成法)加工齿轮应用齿轮啮合的原理。
在切齿过程中,模拟齿轮副的啮合过程,把其中的一个齿轮特化为刀具,强制刀具和工件作严格的啮合运动,由刀具切削刃的位置连续变化范成出齿廓。
滚切直齿圆柱齿轮
图1为滚直齿的传动原理图,图中标“A”为直线运动、标“B”为旋转运动,滚刀、工件、电机、进给传动的丝杠螺母副及刀架均画成示意简图,而菱形小块则是一种可变传动比的换置器官符号。
1、形成母线(渐开线)的运动和传动链
需要滚刀和工件之间的复合运动(图1中B1+B2),称展成运动。
由动力源(电机)到刀具主轴的传动链称为外联系传动链,即电机-1-2-iv-3-4-滚刀。
由于滚刀的旋转B1是主运动,故这条传动链称为主运动传动链。
联系滚刀和工件之间的传动链,称展成传动链。
它用以保持B1和B2之间的严格传动比关系,故称内联传动链,设滚刀的头数为K,工件的齿数为Z,则滚刀每转1/K转,工件应转1/Z转。
图1中,这条传动链是:滚刀(B1)-4-5-ix- 6-7-工件(B2)。
2、形成导线(直线)的运动和传动链
形成直线导线运动是滚刀的旋转和滚刀(刀架)沿工件轴线方向的竖直进给运动。
为了保证加工工件表面粗糙度要求,操作者真正关心的是工件每转时刀架的轴向移动量(mm/r)。
因此,进给传动链为:工件-7-8-is-9-10-刀架升降丝杠-刀架。
综上所述,滚切直齿圆柱齿轮所需要的传动链为:两个外链-主运动传动链、进给运动传动链;一个内链-展称运动链。
外链的功能是实现执行件的简单运动,或把动力源接通到内链。
内链唯一功能是实现执行件之间的复合(严格的传动比关系)运动。
滚切斜齿圆柱齿轮
斜齿圆柱齿轮与直齿圆柱齿轮相比,端面齿廓均为渐开线,但齿长方向不是直线,而是螺旋线。
由于斜齿的齿长一般只是大导程螺旋线的一小段,故看上去轮齿是斜着排列。
但不可忘记每个斜齿的导线都属于一条螺旋线。
形成母线(渐开线)的运动和传动链与滚切直齿时相同(仅展成传动链中的合成机构有变化)。
由于形成的导线是螺旋线,即刀架的下降运动A和工件的旋转运动B3复合成螺旋运动。
此前工件因参与展成运动与具有旋转运动B2,而工件只有一个自由度,所以B2和B3必须合成一个运动之后再传给工件才行,B3称为附加运动。
刀架和工件之间的复合运动保证刀架直线移动一个螺旋线的导程T时,工件的附加转动为一转。
这条内链即:刀架-丝杠-12-13-iy-14-15-合成 -6-7-ix-8-9-工件,习惯上称它为差动传动链。
当它与另一条内链(展成链)要同时把两个运动传给工件时,将发生干涉。
因此,必须在传动系统的恰滚齿机的合成机构是为一差动轮系,图中来自滚刀的运动和来自刀架的运动分别由5、15两点输入合成机构,运动合成后由点6输出,传给工件。
当位置设一合成机构,如图2所示。
如上所述,滚切斜齿圆柱齿轮时,除了滚切直齿的3个传动链外,只增加了1个差动链。
滚齿机既要能加工直齿,又要能加工斜齿圆柱齿轮。
因此,滚齿机是根据滚切斜齿轮的传动原理图设计的。
当滚切直齿圆柱齿轮时,要将差动链断开(其换置器官iy不挂挂轮)使其不起作用;对合成机构的结构上稍作变动,把机构自由度由二变为一,消除其合成功能,只起联轴器的作用即可。
总之,由于滚齿机运动复杂,故传动系统的组成也较复杂。
它既含有外链、内链,又含有合成机构。
这比某些传动系统只含外链的机床(如普通铣床、钻床),或虽含外链、内链,但不含合成机构的机床(如普通车床),更具有运动分析的代表性。