齿轮加工机床
- 格式:doc
- 大小:46.50 KB
- 文档页数:5
滚齿机与其他齿轮加工机床的比较齿轮作为机械传动中不可或缺的组成部分,其精度和质量对于机械设备的运行稳定性和使用寿命有着重要的影响。
在齿轮加工领域,滚齿机是一种常见的齿轮加工机床,而除了滚齿机,还存在其他类型的齿轮加工机床。
本文将对滚齿机与其他齿轮加工机床进行比较,以探讨它们在不同应用场景下的优缺点。
1. 性能比较(1)精度:滚齿机在齿轮加工中具有出色的精度表现,可以实现高精度齿轮的加工。
其采用滚削加工方式,能够保证齿轮齿形的准确度和精度,提供更高的传动效率和运行稳定性。
与之相比,其他齿轮加工机床如铣齿机、磨齿机因工艺原因可能存在一定的加工误差,精度不如滚齿机。
(2)效率:由于滚齿机采用滚削加工方式,每次加工可以同时加工多个齿,因此比其他齿轮加工机床如铣齿机、磨齿机具有更高的加工效率。
对于大量齿轮的生产加工,滚齿机能够更好地满足生产需求。
(3)柔性:滚齿机在齿轮加工中具有一定的柔性,能够适应不同类型、不同规格齿轮的加工,具有较高的通用性。
其他齿轮加工机床如铣齿机、磨齿机可能需要针对不同齿轮进行调整和更换刀具等操作,相对而言缺乏柔性。
2. 加工效果比较(1)表面质量:滚齿机的滚削加工方式能够保证较好的齿轮表面质量,能够实现高光洁度和低粗糙度的齿面,从而减小齿轮在使用中的噪音和振动。
而其他齿轮加工机床如铣齿机、磨齿机可能由于工艺原因导致表面质量较滚齿机差,需要进一步的加工或磨削。
(2)齿形精度:滚齿机采用特殊滚刀进行加工,可以保证齿面的齿形精度,提供更好的传动效率和齿轮接触特性。
而其他齿轮加工机床可能因为工艺限制,无法达到滚齿机相同的齿形精度。
3. 使用成本比较(1)设备成本:滚齿机由于采用专门的工艺和加工方式,通常相对于其他齿轮加工机床而言具有较高的设备成本。
这主要是由于滚齿机具备高精度和高效率的优势,需要更复杂的机械结构和控制系统。
而其他齿轮加工机床如铣齿机、磨齿机相对较为简化,设备成本相对较低。
齿轮机床操作规程1.工作前准备1.1 确认齿轮机床的安全性和工作环境的整洁,排除可能引起事故的障碍物。
1.2 检查齿轮机床的各项参数和部件是否正常,如刀具的磨损程度,润滑油的供给情况等。
1.3 穿戴好个人防护装备,包括工作服、安全帽、防护眼镜、耳塞等。
2.操作齿轮机床2.1 打开齿轮机床的电源,并按照正确的步骤启动齿轮机床。
2.2 调整齿轮机床的工作速度和进给量,确保能够达到预定的加工效果。
2.3 将待加工的工件安装到齿轮机床上,并正确夹紧。
2.4 使用正确的刀具进行加工操作,注意刀具的摆放方向和位置。
2.5 控制好加工过程中的进给量和切削速度,避免过快或过慢导致加工质量下降。
2.6 定期检查齿轮机床的润滑油是否充足,及时添加或更换润滑油。
2.7 加工结束后,关闭齿轮机床的电源,并清理加工废料和工作区域。
3.安全操作3.1 在操作齿轮机床时,不得随意触摸机床的运动部件,以免发生意外伤害。
3.2 禁止使用带有损坏的刀具进行加工操作,以免引起机床的意外损坏。
3.3 在加工过程中,严禁随意调整齿轮机床的参数和部件,以免影响加工结果。
3.4 在齿轮机床运行过程中,不得随意离开工作岗位,以免发生意外事故。
3.5 齿轮机床的操作人员应随时保持集中注意力,严防因疲劳或分神导致操作失误。
4.维护保养4.1 齿轮机床的各个部件和润滑系统应定期检查和维护,确保正常运行。
4.2 对润滑系统的润滑油进行定期更换,保证齿轮机床的润滑效果。
4.3 注意齿轮机床的周边环境卫生,保持机床的清洁并防止积尘。
4.4 对于出现故障或异常情况的齿轮机床,应立即停止使用并通知相关维修人员。
5.操作记录5.1 每次操作齿轮机床时,应按规定填写操作记录,包括日期、操作人员、加工工件等信息。
5.2 操作记录应妥善保存,以备日后查询和参考。
总结本操作规程详细介绍了齿轮机床的操作流程和安全注意事项。
通过严格按照操作规程进行操作,可以确保齿轮机床的安全运行和加工质量,同时保证操作人员的人身安全。
详谈齿轮加工方法与加工机床齿轮加工机床圆柱齿轮:滚齿机、插齿机等;直齿锥齿轮刨齿机、铣齿机、拉齿机;弧齿锥齿轮铣齿机。
剃齿机、珩齿机、磨齿机成形法加工齿轮及滚齿二、滚齿机(一)滚齿原理—模拟一对螺旋齿轮啮合过程(二)滚齿机运动分析主运动—滚刀旋转运动;展成(啮合)运动—齿坯与滚刀按一定速比转动;进给运动—滚刀沿齿坯轴向运动。
1.加工直齿圆柱齿轮时的运动分析内传动链为:滚刀—4—5—u x —6—7—齿坯u x 为啮合运动传动比。
(3)进给运动A 2 齿坯—7—8—u f —9—10—刀架升降,u f 为进给运动传动比。
(2)展成运动滚刀旋转运动B 11 1/K转(1齿) 齿坯旋转运动B 12 1/ z 转(1齿) (1)主运动B 11 电机—1—2—u v —3—4—滚刀u v 为主运动传动比。
齿轮加工机床广泛应用汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机航天器等各种机械制造业。
齿轮加工机床加工各种圆柱齿轮、锥齿轮其他带齿零件齿部机床。
齿轮加工机床品种规格繁多,有加工几毫米直径齿轮小型机床,加工十几米直径齿轮大型机床,还有大量生产用高效机床加工精密齿轮高精度机床。
齿轮加工机床主要分为圆柱齿轮加工机床锥齿轮加工机床两大类。
圆柱齿轮加工机床主要用于加工各种圆柱齿轮、齿条、蜗轮。
常用有滚齿机,插齿机、铣齿机、剃齿机等。
齿轮加工机床的品种规格繁多,有加工几毫米直径齿轮的小型机床,加工十几米直径齿轮的大型机床,还有大量生产用的高效机床和加工精密齿轮的高精度机床大型齿轮加工机床主要分为圆柱齿轮加工机床和锥齿轮加工机床两大类。
圆柱齿轮加工机床主要用于加工各种圆柱齿轮、齿条、蜗轮。
常用的有滚齿机,插齿机、铣齿机、剃齿机等。
大型齿轮加工机床广泛应用在汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机和航天器等各种机械制造业中。
文章编辑:东莞永滔齿轮加工厂官方网: huangkaijun。
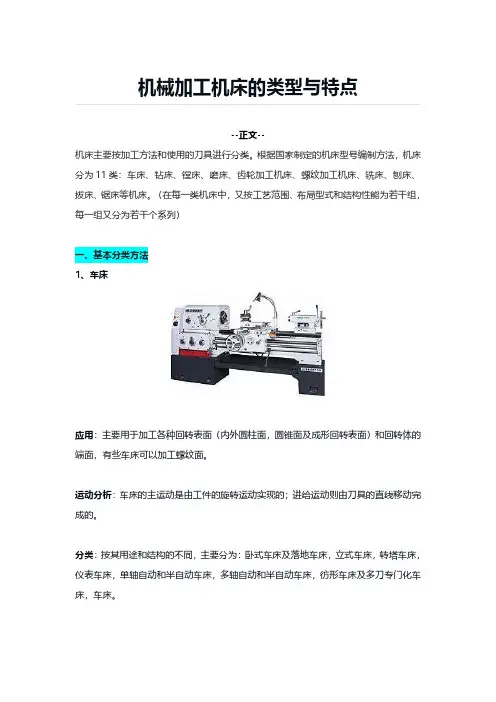
机械加工机床的类型与特点--正文--机床主要按加工方法和使用的刀具进行分类。
根据国家制定的机床型号编制方法,机床分为11类:车床、钻床、镗床、磨床、齿轮加工机床、螺纹加工机床、铣床、刨床、拔床、锯床等机床。
(在每一类机床中,又按工艺范围、布局型式和结构性能为若干组,每一组又分为若干个系列)一、基本分类方法1、车床应用:主要用于加工各种回转表面(内外圆柱面,圆锥面及成形回转表面)和回转体的端面,有些车床可以加工螺纹面。
运动分析:车床的主运动是由工件的旋转运动实现的;进给运动则由刀具的直线移动完成的。
分类:按其用途和结构的不同,主要分为:卧式车床及落地车床,立式车床,转塔车床,仪表车床,单轴自动和半自动车床,多轴自动和半自动车床,彷形车床及多刀专门化车床,车床。
2、钻床应用:钻床是用钻头在工件上加工孔的机床。
通常用于加工尺寸较小,精度要求不太高的孔。
可完成钻孔,扩孔,铰孔及攻螺纹等工作。
运动分析:工件固定,刀具作旋转主运动,同时沿轴向作进给运动。
钻床的主参数:最大钻孔直径分类:立式钻床,适用于重小工件的单件,小批量生产摇臂钻床,适用子加工一些大而重的工件上的孔(工件不动,移动主轴)台式钻床,小型钻床,常安装在台桌上,用来加工直径小于12mm的孔深孔钻床及其他钻床。
钻削特点,刀具刚性差,排屑困难,切削热不易排出。
3、镗床应用:镗床是一种主要用镗刀在工件上加工孔的机床。
通常用于加工尺寸较大,精度要求较高的孔,特别是分布在不同表面上,孔距和位置精度要求较高的孔。
如箱体上的孔,还可以进行铣削,钻孔,扩孔,铰孔等工作。
镗削特点:刀具结构简单,通用性达,可粗加工也可半精加工和精加工,适用批量较小的加工,镗孔质量取决于机床精度.运动分析:主运动为镗刀的旋转运动,进给运动为镗刀或工件的移动分类卧式镗床卧式镗床既要完成粗加工(如粗镗、粗铣、钻孔等),又要进行精加工(如精镗孔)。
因此对镗床的主轴部件的精度、刚度有较高的要求.卧式镗床的主参数是镗轴直径。
齿轮加工机床工作原理轮加工机床的种类繁多,构成各异,加工方法也各不相同,但就其加工原理来说,可分为成形法和范成法(展成法)两类。
(一)成形法加工齿轮成形法加工齿轮时,采用与被加工齿轮齿槽形状相同的成形刀具切削齿轮,即所用刀具的切削刃形状与被切削齿轮的齿槽形状相吻合。
例如,在铣床上使用具有渐开线齿形的盘形铣刀或指状铣刀铣削齿轮。
齿轮轮齿的表面是渐开线柱面。
由于形成母线(渐开线)的方法采用成形法,机床形成母线时不需要运动。
形成导线(直线)的方法是相切法。
因此机床需要两个成形运动:一个是铣刀的旋转B,一个是铣刀沿齿坯的轴向移动A。
铣完一个齿轮后,铣刀返回原位,齿坯作分度运动——转过360º/Z(Z 是被加工齿轮的齿数),然后再铣下一个齿槽,直至全部齿被铣削完毕。
采用成形法加工时,通常采用单齿廓成形刀具加工齿轮,其优点是机床较简单,可以利用通用机床加工;缺点是对于同一模数的齿轮,只要齿数不同,齿廓形状就不相同,需采用不同的成形刀具。
在实际生产中,为了减少成形刀具的数量,每一种模数通常只配有8把刀具,各自适应一定的齿数范围,因而加工出来的齿形是近似的,存在不同程度的齿形误差,加工精度较低;而且,每加工完一个齿槽后,工件需周期性地分度一次,生产率低。
因此,用单齿廓成形刀具加工齿轮的方法,通常多用于修配行业或单件小批生产且加工精度要求不高的齿轮。
用多齿廓成形刀具加工齿轮时,在一个工作循环中即可加工出全部齿槽。
例如,用齿轮拉刀或齿轮推刀加工内齿轮和外齿轮。
采用这种成形刀具,可得到较高的加工精度和生产率,但要求刀具有较高的制造精度且刀具结构复杂。
此外,每套刀具只能加工一种模数和齿数的齿轮,所以机床也必须是特殊结构的,因而加工成本较高,仅适用于大批量生产。
(二)范成法加工齿轮范成法(展成法)加工齿轮应用齿轮啮合的原理。
在切齿过程中,模拟齿轮副的啮合过程,把其中的一个齿轮特化为刀具,强制刀具和工件作严格的啮合运动,由刀具切削刃的位置连续变化范成出齿廓。
铣齿机工作原理铣齿机是一种用于加工齿轮的机床,其工作原理是通过旋转刀具和齿轮的相对运动来实现齿轮的加工。
一、铣齿机的结构铣齿机的主要部件包括床身、主轴、工作台、刀架和切削刀具等。
床身是铣齿机的基础,主轴是刀具的驱动装置,工作台用于固定齿轮,刀架上安装有切削刀具。
二、铣齿机的工作过程铣齿机的工作过程主要包括刀具的选择、齿轮的夹持、切削参数的设定和切削过程的控制等。
1. 刀具的选择:根据齿轮的模数、齿轮的齿数和齿轮的材料等因素选择合适的刀具。
刀具的选择应考虑到齿轮的加工精度、切削力和加工效率等因素。
2. 齿轮的夹持:将齿轮固定在工作台上,通常采用专用的夹具进行夹持。
夹具的设计应考虑到齿轮的形状和尺寸,以确保齿轮在加工过程中的稳定性和精度。
3. 切削参数的设定:切削参数包括切削速度、进给量和切削深度等。
这些参数的设定应根据齿轮的材料、硬度和加工要求等因素进行选择,以确保加工效果和工具寿命。
4. 切削过程的控制:铣齿机通常配有数控系统,可以实现对切削过程的精确控制。
数控系统可以根据预设的加工程序,自动调整刀具的位置和切削参数,以实现齿轮的精确加工。
三、铣齿机的工作原理铣齿机的工作原理是通过刀具和齿轮的相对运动来实现齿轮的加工。
具体的工作过程如下:1. 齿轮的夹持:将齿轮固定在工作台上,确保齿轮的位置和姿态的稳定。
夹具的设计应考虑到齿轮的形状和尺寸,以确保夹持的牢固性和精度。
2. 切削刀具的旋转:切削刀具通过主轴驱动,旋转起来。
切削刀具通常是带有多个刀齿的刀具,通过刀齿和齿轮的相对运动来实现齿轮的加工。
3. 刀具的进给:刀具在切削过程中以一定的速度向齿轮表面移动。
进给量的大小决定了每一刀齿的切削深度,进给速度的选择应考虑到齿轮的硬度和加工要求等因素。
4. 刀具与齿轮的相对运动:刀具的旋转和进给使得刀齿与齿轮的齿槽相互接触,切削掉齿轮表面的金属材料,形成齿轮的齿型。
5. 切削过程的控制:铣齿机通常配有数控系统,可以实现对切削过程的精确控制。