第四章齿轮加工机床方法原理结构
- 格式:ppt
- 大小:4.49 MB
- 文档页数:15
详谈齿轮加工方法与加工机床齿轮加工机床圆柱齿轮:滚齿机、插齿机等;直齿锥齿轮刨齿机、铣齿机、拉齿机;弧齿锥齿轮铣齿机。
剃齿机、珩齿机、磨齿机成形法加工齿轮及滚齿二、滚齿机(一)滚齿原理—模拟一对螺旋齿轮啮合过程(二)滚齿机运动分析主运动—滚刀旋转运动;展成(啮合)运动—齿坯与滚刀按一定速比转动;进给运动—滚刀沿齿坯轴向运动。
1.加工直齿圆柱齿轮时的运动分析内传动链为:滚刀—4—5—u x —6—7—齿坯u x 为啮合运动传动比。
(3)进给运动A 2 齿坯—7—8—u f —9—10—刀架升降,u f 为进给运动传动比。
(2)展成运动滚刀旋转运动B 11 1/K转(1齿) 齿坯旋转运动B 12 1/ z 转(1齿) (1)主运动B 11 电机—1—2—u v —3—4—滚刀u v 为主运动传动比。
齿轮加工机床广泛应用汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机航天器等各种机械制造业。
齿轮加工机床加工各种圆柱齿轮、锥齿轮其他带齿零件齿部机床。
齿轮加工机床品种规格繁多,有加工几毫米直径齿轮小型机床,加工十几米直径齿轮大型机床,还有大量生产用高效机床加工精密齿轮高精度机床。
齿轮加工机床主要分为圆柱齿轮加工机床锥齿轮加工机床两大类。
圆柱齿轮加工机床主要用于加工各种圆柱齿轮、齿条、蜗轮。
常用有滚齿机,插齿机、铣齿机、剃齿机等。
齿轮加工机床的品种规格繁多,有加工几毫米直径齿轮的小型机床,加工十几米直径齿轮的大型机床,还有大量生产用的高效机床和加工精密齿轮的高精度机床大型齿轮加工机床主要分为圆柱齿轮加工机床和锥齿轮加工机床两大类。
圆柱齿轮加工机床主要用于加工各种圆柱齿轮、齿条、蜗轮。
常用的有滚齿机,插齿机、铣齿机、剃齿机等。
大型齿轮加工机床广泛应用在汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机和航天器等各种机械制造业中。
文章编辑:东莞永滔齿轮加工厂官方网: huangkaijun。
当加工模数大于8mm的齿轮时,采用指状铣刀进行加工。
铣削斜齿圆柱齿轮必须在万能铣床进行。
铣削时工作台偏转一个角度,使其等于齿轮的螺旋角β,工件在随工作台进给的同时,由分度头带动作附加旋转一形成螺旋齿槽。
齿轮加工的关键是齿面加工。
目前,齿面加工的主要方法是刀具切削加工和齿轮磨削加工。
前者由于加工效率高,加工精度较高,因而是目前广泛采用的齿面加工方法。
后者主要用于齿面的精加工,效率一般比较低。
按照加工原理,齿面加工可以分为成形法和展成法两大类。
成形法成形法是利用与被加工齿轮的齿槽断面形状一致的刀具,在齿坯上加工出齿面的方法。
成形铣削一般在普通铣床上进行。
点击动画能帮助你进一步理解。
铣削时工件安装在分度头上,铣刀旋转对工件进行切削加工,工作台直线进给运动,加工完一个齿槽,分度头将工件转过一个齿,再加工另一个齿槽,依次加工出所有齿槽。
展成法展成法加工齿轮是利用齿轮的啮合原理进行的,即把齿轮副(齿条-齿轮或齿轮-齿轮)中的一个制作为刀具,另一个则作为工件,并强制刀具和工件作严格的啮合运动而展成切出齿廓。
下面以滚齿加工为例加以进一步说明。
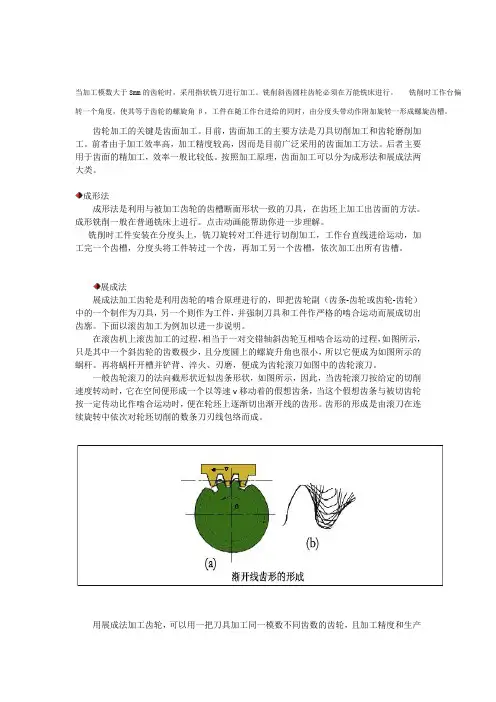
在滚齿机上滚齿加工的过程,相当于一对交错轴斜齿轮互相啮合运动的过程,如图所示,只是其中一个斜齿轮的齿数极少,且分度圆上的螺旋升角也很小,所以它便成为如图所示的蜗杆。
再将蜗杆开槽并铲背、淬火、刃磨,便成为齿轮滚刀如图中的齿轮滚刀。
一般齿轮滚刀的法向截形状近似齿条形状,如图所示,因此,当齿轮滚刀按给定的切削速度转动时,它在空间便形成一个以等速v移动着的假想齿条,当这个假想齿条与被切齿轮按一定传动比作啮合运动时,便在轮坯上逐渐切出渐开线的齿形。
齿形的形成是由滚刀在连续旋转中依次对轮坯切削的数条刀刃线包络而成。
用展成法加工齿轮,可以用一把刀具加工同一模数不同齿数的齿轮,且加工精度和生产率也较高,因此各种齿轮加工机床广泛应用这种加工方法,如滚齿机、插齿机、剃齿机等。
此外,多数磨齿机及锥齿轮加工机床也是按展成法原理进行加工的。
齿轮加工机床工作原理轮加工机床的种类繁多,构成各异,加工方法也各不相同,但就其加工原理来说,可分为成形法和范成法(展成法)两类。
(一)成形法加工齿轮成形法加工齿轮时,采用与被加工齿轮齿槽形状相同的成形刀具切削齿轮,即所用刀具的切削刃形状与被切削齿轮的齿槽形状相吻合。
例如,在铣床上使用具有渐开线齿形的盘形铣刀或指状铣刀铣削齿轮。
齿轮轮齿的表面是渐开线柱面。
由于形成母线(渐开线)的方法采用成形法,机床形成母线时不需要运动。
形成导线(直线)的方法是相切法。
因此机床需要两个成形运动:一个是铣刀的旋转B,一个是铣刀沿齿坯的轴向移动A。
铣完一个齿轮后,铣刀返回原位,齿坯作分度运动——转过360º/Z(Z 是被加工齿轮的齿数),然后再铣下一个齿槽,直至全部齿被铣削完毕。
采用成形法加工时,通常采用单齿廓成形刀具加工齿轮,其优点是机床较简单,可以利用通用机床加工;缺点是对于同一模数的齿轮,只要齿数不同,齿廓形状就不相同,需采用不同的成形刀具。
在实际生产中,为了减少成形刀具的数量,每一种模数通常只配有8把刀具,各自适应一定的齿数范围,因而加工出来的齿形是近似的,存在不同程度的齿形误差,加工精度较低;而且,每加工完一个齿槽后,工件需周期性地分度一次,生产率低。
因此,用单齿廓成形刀具加工齿轮的方法,通常多用于修配行业或单件小批生产且加工精度要求不高的齿轮。
用多齿廓成形刀具加工齿轮时,在一个工作循环中即可加工出全部齿槽。
例如,用齿轮拉刀或齿轮推刀加工内齿轮和外齿轮。
采用这种成形刀具,可得到较高的加工精度和生产率,但要求刀具有较高的制造精度且刀具结构复杂。
此外,每套刀具只能加工一种模数和齿数的齿轮,所以机床也必须是特殊结构的,因而加工成本较高,仅适用于大批量生产。
(二)范成法加工齿轮范成法(展成法)加工齿轮应用齿轮啮合的原理。
在切齿过程中,模拟齿轮副的啮合过程,把其中的一个齿轮特化为刀具,强制刀具和工件作严格的啮合运动,由刀具切削刃的位置连续变化范成出齿廓。
数控车床加工齿轮的原理数控车床是一种自动化机械设备,通过计算机控制来实现精密加工。
齿轮是一种常见的机械传动元件,其加工过程需要高精度和高平滑度。
本文将从数控车床的基本原理、加工参数设定、刀具选择和加工流程等方面,详细介绍数控车床加工齿轮的原理。
首先,数控车床加工齿轮的原理基于数控系统的指令执行。
数控系统包括硬件和软件两部分,其中硬件主要由计算机、数控装置、伺服系统、驱动装置和执行装置等组成,软件则是通过编程来控制机床的运动和加工过程。
数控车床能够根据预先设定的程序,自动完成齿轮的加工过程。
在数控车床加工齿轮前,首先需要设定一些加工参数。
这些参数包括齿轮模数、齿数、分度圆直径、啮合角、齿顶高、齿根高等。
通过这些参数,数控系统能够计算出齿轮表面的加工轨迹,并将其转化为对应的数控代码。
在加工过程中,刀具的选择也是至关重要的。
一般情况下,齿轮加工采用插齿法进行。
数控车床上常用的齿轮刀具有螺旋铣刀、滚刀、切齿刀等。
根据齿轮的材料、模数和齿形要求,选择合适的刀具进行加工。
接下来是加工流程。
首先,在数控车床上安装合适的刀具和夹具,并进行刀具的装夹和测量。
然后,根据预先设定的加工参数,编写数控程序,并加载到数控系统中。
随后,进行初始位置的设定和机床的调整。
最后,启动数控系统,数控车床会按照程序要求,自动进行齿轮的加工。
在加工过程中,数控车床可以实现自动刀具变更、自动测量和自动补偿等功能。
刀具变更可以提高加工效率和加工质量;测量功能可以实时检测加工尺寸,并进行修正;补偿功能可以根据加工过程中的误差进行修正,提高加工精度。
总而言之,数控车床加工齿轮的原理是基于数控系统的控制。
通过设定合适的加工参数、选择适当的刀具并编写数控程序,数控车床能够实现高精度和高平滑度的齿轮加工。
数控车床的自动化特点使得齿轮加工更加高效、稳定和可靠。
随着科技的不断发展,数控车床在齿轮加工领域的应用将会越来越广泛。