AP1000反应堆压力容器安装技术研究
- 格式:pdf
- 大小:278.43 KB
- 文档页数:2
基于AP1000核电安注箱安装技术的研究摘要:在AP1000核电设备当中,安注箱属于非能动堆芯冷却系统中不可或缺的一部分。
安注箱是第一台被运用于施工现场安装的一种核安全级设备。
因此,在安装的设备的阶段需要全面分析,做好安注箱的安装技术。
文章笔者结合自身经验,通过全面分析安装阶段,做好预防工作,力争保证安注箱能够安装就位。
关键词:AP1000核电;安注箱安装技术;研究引言在日本地区出现了福岛核事故以后,我们也开始对安全问题提起更多的关注。
因此,在这一阶段,因此,在我国核电站中,只要是新建的核电机组,就必须满足三代安全标准。
AP1000核电机组属于符合该标准的技术,其中最大的特点就是“非能动安全系统”。
在该系统当中,最最关键的部分就是安注箱。
安注箱的功能会直接影响着在运行中核电站在出现冷却剂丧失之后堆芯冷却的整体效果。
一、安注箱概述在核电站当中,AP1000核电每一台机组都囊括了两个安注箱,并且安注箱内都需要使用碳钢,而且需要内衬不锈钢材料球形的水箱。
它属于安全C级和抗震I类的一类设备,因此对于核电站这种高危的企业来说不得不说是一种福利。
安注箱内需要使用注入硼水,并采用氮气进行加压处理。
由于安注箱并不具备保温以及加热的功能,安注箱之内的硼水的温度也会受到温度以及安全壳内环境温度的影响。
安注箱在工作的时候,需要通过注入管线连接到压力容器当中。
并且每一个压力容器都需要有一个流量调节都需要有流量调节板,并借助结合实际情况和设计的内容,调节流量。
在安注箱正常运行的期间,安注箱采用有串联关系的两个止回阀以及RCS(也被称作反应堆冷却剂系统)做好隔离工作。
当RCS中的压力降低到低于安注箱温度的时候,就需要打开止回阀,并将硼水注入其中。
止回阀的打开是安注箱向堆芯安注所需的唯一动作。
鉴于操作比较简便并且便于操作,实践会采用向反应堆容器中注入高流量的硼水,进而达到迅速冷却堆芯的目的。
每一台安注箱底部都存在3个底座,并且在每一个底座上面都含有8个螺栓孔。

AP1000核电安注箱安装技术的研究【摘要】安注箱作为ap1000核电非能动堆芯冷却系统中一个重要的设备,也是首台到施工现场安装的核安全级设备,因此在设备安装过程必须严格控制。
本文主要对安注箱安装过程进行介绍,并针对安装过程中容易出现的问题进行分析和预防,从而保证安注箱正常安装就位。
【关键词】ap1000;安注箱;安装技术0.引言继日本福岛核事故之后,核安全倍受关注,因此国内新建核电机组必须符合三代安全标准。
ap1000核电机组就是采用了符合三代安全标准的第三代压水堆技术,其最大特色是采用了“非能动安全系统”。
在紧急情况下,“非能动安全系统”利用物质的重力、惯性以及流体的对流、扩散、蒸发、冷凝等物理特性,就能及时冷却反应堆厂房并带走反应堆产生的余热,而不需要泵、交流电源、柴油机等需要外界动力驱动的系统。
这种技术可以较大幅度地简化系统,减少设备数量,提高核电站的安全性和经济性。
非能动堆芯冷却系统是安全系统中最重要的一个安全相关系统。
安注箱作为非能动堆芯冷却系统中一个重要设备,其安装质量将直接影响以后核电站在发生冷却剂丧失事件(loca)时能否正常投用及对整个堆芯冷却的效果。
1.安注箱简介ap1000核电每台机组有两个安注箱,安注箱均为碳钢并内衬不锈钢的球形水箱。
安注箱为安全c级,抗震i类设备。
安注箱大部分空间由硼水占据并由氮气加压。
因为安注箱没有保温和加热功能,安注箱内硼水的温度和安全壳内环境温度相同。
安注箱通过直接注入管线连接到压力容器上。
每个安注箱的注入管线设有一个流量调节孔板,通过现场实际调节来实现设计的流量。
在正常运行期间,安注箱通过两个串联的止回阀与反应堆冷却剂系统(rcs)隔离。
当rcs的压力降到低于安注箱压力时,止回阀打开,硼水靠气压注入rcs。
止回阀的打开是安注箱向堆芯安注所需的唯一动作。
安注箱在大loca事件时,可以向反应堆容器注入高流量的硼水,从而迅速冷却堆芯。
安注箱靠压缩氮气提供驱动压力,在电厂正常运行期间可根据要求调节压力。

·87·NO.12 2018( Cumulativety NO.24 )中国高新科技China High-tech 2018年第12期(总第24期)1 概述一回路系统又称反应堆冷却剂系统(RCS),作用是将核反应堆芯中核裂变产生的巨大能力转化成高温高压饱和蒸汽,通过蒸汽系统传送到汽轮机转子,从而带动发电机转子高速运转来切割发电机腔室内部的磁感线进而转化为电能。
美国西屋公司设计的AP1000反应堆冷却剂系统是由环路1、环路2两条环路构成,每环路包括反应堆冷却剂泵两台、蒸汽发生器(SG)1台、冷管2段、冷却剂主管道热管1段。
其中两条环路与反应堆压力容器共同组成闭式循环回路,如图1所示。
图1 AP1000反应堆冷却剂系统通过研究RCS核心设备安装技术,对第三代先进压水堆机组建设具有重要借鉴意义。
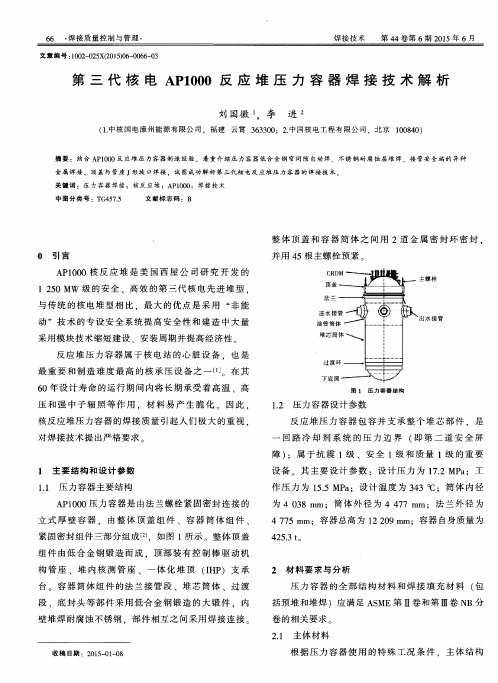
2 RCS系统主设备简介2.1 反应堆压力容器(RPV)筒体内径Φ3990mm,筒体壁厚203mm,总高12200mm,总重273t,属于安全A级、抗震I类 设备。
2.2 主管道(RCL)环路1、环路2作为构成反应堆冷却剂系统的最主要的两个环路,每个环路包括2个冷段管段、1个热段管段。
冷段内径Φ559mm;热段内径Φ787mm;冷段长6.36m,热段长4.95m。
2.3 蒸汽发生器(SG)蒸汽发生器上部直径Φ5576mm,下部直径Φ4383mm,总高24826.8mm,单台净重约624.2t,属于安全A级和抗震I类设备。
2.4 反应堆冷却剂泵(RCP)AP1000的反应堆冷却剂泵是屏蔽电机泵,属于安全A级和抗震I类设备;泵名义功率:5.22MW,总高:6.69m,总重:67.4t。
2.5 稳压器(RCS)稳压器通过波动管与主回路热段相连,每个反应堆设置一台稳压器。
设备整体呈圆柱形,外形尺寸约为Φ2775mm×13739mm,重约100t。
AP1000反应堆冷却剂系统主设备安装技术研究张 震(山东核电有限公司,山东 海阳 265116)摘要:海阳核电AP1000项目是世界第一批在建第三代先进压水堆机组,采用的非能动安全系统技术具有无可比拟的先进性。
试论AP1000反应堆压力容器的制造难点与监造应对措施摘要:AP1000反应堆压力容器作为AP1000核电站中的最为重要的承压容器之一,能有效包容放射性产物控制和减少核电从业人员、电站各类仪器设备在运行过程中受到的辐射,是核电厂一道重要的安全屏障。
但是由于AP1000反应堆压力容器结构组成较为复杂,其在制造过程中还存在一定难点,对于AP1000反应堆压力容器制造质量和实际作用效果也有很大的影响。
基于此,就应在AP1000反应压力容器制造过程中制定一系列监造应对措施,改善相应设备制造缺陷。
关键词:AP1000反应堆压力容器;制造难点;监造应对措施引言与普通压力容器相比,AP1000反应堆压力容器在材料选择,工艺设计、过程质量控制、最终产品检验等方面都提出了更高的要求使其能够承担起核电厂一道重要的安全屏障的职能。
受诸多因素的影响,在AP1000反应堆压力容器制造时还存在一些难点,直接影响AP1000反应堆压力容器的制造难度、质量与制造周期,继而可能影响核电项目的按期、顺利投产,阻碍我国社会经济发展水平提升。
1AP1000反应堆压力容器制造难点1.1大锻件制造缺陷大锻件作为AP1000反应堆压力容器中重要组成部分,其对于提升压力容器抗压能力起到无可替代的作用。
但是由于相关人员对AP1000反应堆压力容器中大锻件加工工艺、过程质量控制、质量监督不完善等原因,在进行大锻件加工制造时就可能产生一些缺陷。
此外有关部门所采取的大锻件加工制造方法还存在一定不合理的地方,如果不能有效改善各项加工模式,不仅影响大锻件加工制造质量,对于AP1000反应堆压力容器承压效果也有很大的影响。
而且在完成大锻件加工制造之后,由于无损检测人员的技能个体差异、对验收标准理解不全面、缺陷检测遗漏等情况,都可能导致大锻件中潜藏的缺陷不能被及时发现。
大锻件在锻造、热处理过程中,加热和冷却速度仍不能做到精细化控制,长此以往,必然导致AP1000反应堆压力容器中大锻件加工制造出现问题。
AP1000反应堆压力容器安装技术研究
发表时间:2018-01-09T15:14:58.353Z 来源:《基层建设》2017年第27期作者:孙瀚
[导读] 摘要:本文通过对三门核电一期工程AP1000堆型反应堆压力容器的安装施工中质量控制管理进行的系统的技术管理总结,为后续
AP1000核电站RPV安装施工的质量管理、控制提供参考和借鉴。
中国核工业第五建设有限公司上海 201512
摘要:本文通过对三门核电一期工程AP1000堆型反应堆压力容器的安装施工中质量控制管理进行的系统的技术管理总结,为后续AP1000核电站RPV安装施工的质量管理、控制提供参考和借鉴。
关键词:AP1000核电,RPV,反应堆压力容器,质量管理,技术总结
1、RPV安装工程综述
反应堆压力容器RPV就位于核岛11厂房核心位置CA04桶体内部,压力容器桶体安装后顶部标高为107′-11″,压力容器桶体净重约273.5T,最大外形尺寸为:6454.6mm×6380.4mm×10256.8mm,核安全1级、抗震1级、质保QA1级,其RPV内部清洁等级B级,外侧清洁等级C级。
2、RPV安装施工及质量控制难点
2.1现场环境要求高
三门核电站AP1000堆型其重要和区别于成熟核电站的“开顶法”施工特色,所有设备安装处于露天状态,而三门地处江南湿润的海边气候,湿气重,空气凝结快,导致RPV就位安装环境相对较差,成品保护难度和成本加大。
2.2 吊装就位难度大
RPV设备本体重量达282.8T,吊装整体重量为405.9T,由于CV4环以及临时顶盖已经就位,其吊装整体高度达到52.85mm,且海边风速大,而RPV吊装的安全风速应小于8.89m/s,天气因素对于RPV吊装限制较大。
3、关键工序技术工艺
3.1 RPV吊装就位
其吊装全程主要分为以下几个阶段:A 压力容器翻转场地的处理和和准备;B 吊装先决条件检查确认;C 专用吊具与吊耳的连接并验收合格;D 设备翻转竖立;E 设备试吊;F 压力容器与J-SKID分离;G 吊车起吊;H 吊车回转;I 吊车变幅、落钩;J 吊装设备就位;K 吊车摘钩。
3.2 RPV支撑热板加工、安装
根据设计图纸要求,压力容器支撑热板需要根据现场实测数据进行相应的精加工,以满足热板安装要求。
RPV调整后,根据图纸进行6个位置点的数据测量工作,并记录作为加工量计算依据。
按照公式:B1=D-A 计算热板实际需要的厚度。
其中:
B1——热板加工后实际需要的厚度;
D ——压力容器调整满足设计要求后,压力容器管嘴支撑垫与支撑垂直方向间隙D1~D6;
A ——压力容器支撑底部耐磨板的厚度;
热板加工余量△B=B-B1,其中:B——热板设计到货厚度;
如果△B>0,需要对压力容器热板进行相应差值的机加工;若△B<0,则需要在压力容器上增加相应差值厚度的垫片以满足安装要求。
实际测量间隙数据与热板到货后计算数据显示,△B>0,对热板进行了相应的机加工操作,并做好相应记录文件。
热板加工完成后,吊起压力容器,将调平螺栓拧入压力容器支撑孔中,在调平螺栓上安装扳手螺母,并用专用扳手将扳手螺母适度拧紧。
在压力容器支撑上放置道木,缓慢将压力容器放置于道木上,道木规格采用200mm×200mm×780mm。
将热板安装至相应的位置,一个方向热板安装时,其余3个方向的压力容器支撑上放置道木,此时压力容器重量绝大部分由2600T吊车承载,3个方向道木承载约10T重量。
3.3 RPV底部耐磨板安装调整
RPV底部耐磨板安装主要控制参数为75%以上接触面积施工工艺的实现。
其技术方法在RPV支撑安装施工中已经得到突破性进展和实质性的成功,参考其施工工艺技术和控制方法,具体实施如下:
在耐磨板下表面涂抹红色着色剂,将耐磨板与热板完全接触,检查接触面积并计算未接触面积数值。
若达不到75%,则采用刮刀或者油石配合轻质油修磨热板接触面积上的凸点部分,重复操作直到接触面积大于75%,同时其着色部位均匀分布。
用丙酮溶液清洗热板和耐磨板着色表面,干燥后,在耐磨板表面涂抹干膜润滑剂AE100,将耐磨板安装于热板上。
耐磨板的安装固定根据图纸要求采用7个规格为1.000-8UNC-3A×3.00LG的内六角螺钉固定,拧紧后确保内六角螺钉的顶端不能超过耐磨板上表面,安装内六角螺钉时在其螺纹部分涂抹螺纹锁固剂LOCATITE242或者243,确保安装符合设计要求。
待所有的内六角螺钉安装完毕后,利用内六角螺钉上已经钻好的导向孔,在耐磨板上钻直径为:Φ3.2mm,深度9.6mm的孔。
根据现场实际操作空间位置评估并通过WEC设计方评估,其发布设计变更文件,将内六角螺钉弹簧销的数量连接位置减少为3个,分别将两侧内部2个,共计4个内六角螺钉上弹簧销取消。
只进行外侧3个内六角螺钉上弹簧销的安装固定。
弹簧销安装完毕后的顶部应与内六角螺钉顶部齐平,配合去耐磨板安装要求。
3.4 RPV最终精度调整
吊运压力容器就位于耐磨板上,复测其压力容器标高和水平度。
如果RPV热段管嘴中心超出设计要求,则需要继续修磨热板;如果热段中心标高低于设计要求,则需要在热板和耐磨板之间增加相应垫板已达到设计安装要求。
RPV最终精度调整中,首先进行其方位对中调整,通过调整垫铁调整其冷端管嘴中心线与压力容器支撑中心线对中,允许公差为:±1.5mm。
同时记录压力容器管嘴支撑垫侧面与支撑之间侧向间隙,为后续侧部耐磨板安装和间隔板加工提供数据。
再次对压力容器标高、水平度、轴线进行复测,使其满足设计图纸的精度要求,形成测量报告文件,进行质量验收。
3.5 RPV支撑侧部耐磨板加工、安装
根据设计图纸要求,其侧部间隙位置安装部件为间隔板和耐磨板,通过RPV最终精调整后测量的侧部间隙数值,并测量耐磨板实际厚度数据进行计算得到加工余量,对间隔板进行相应的精加工。
原理和测量计算方法类似于RPV底部热板加工施工工艺方法,按照公式:Y1=Z-X-1.27,计算支撑侧部间隔板的厚度。
1.27mm是耐磨板与压力容器管嘴支撑垫的设计间隙值,其中:
Y1——支撑侧部间隔板需要的厚度;
Z ——压力容器管嘴支撑垫与支撑侧部间隙;
X ——支撑侧部耐磨板的厚度;
其支撑侧部间隔板加工余量通过公式:△Y=Y1-Y.其中:Y——支撑侧部间隔板的厚度。
如果△Y>0,则需要在支撑侧部增加相应差值的垫片,如果△Y<0,在需要对支撑侧部间隔板进行相应差值量的加工。
支撑侧部间隔板允许加工成锥形,以满足压力容器支撑垫与侧部耐磨板平行的要求。
经过现场实际测量计算,对间隔板进行了相应的加工处理,并进行现场试装工作,试装过程中以及图纸、实体位置研究确认,其RPV 侧部耐磨板安装工作进展顺利,并且按照技术文件要求在耐磨板表面涂抹干膜润滑剂AE100,从压力容器管嘴前方插入间隔板和侧部耐磨板,并且保证侧部耐磨板与压力容器管嘴支撑垫之间间隙满足:1.27mm±0.20mm,既保证不违背设计要求,又能满足现场测量和施工条件。
最终RPV侧部耐磨板安装工作顺利结束。
全部参数满足设计要求,质量验收合格。
3.7 清洁保护
RPV设备为AP1000核电站关键核心主设备,其清洁等级要求高,过程防护时间长,从物项到货验收、临时储存、吊装就位、安装调整后,直到RPV一体化顶盖IHP安装之前,整个阶段过程均需要做好清洁保护工作。
主要措施为专门的清洁措施、外部防护措施、防雨防锈措施、人员进入管理措施、组织分工管理措施等,确保RPV安装施工质量和RPV成功运行。
4、总结
反应堆压力容器作为世界首堆AP1000核电关键的核1级设备安装工作,是核反应堆主回路系统安装的关键先决条件。
其关键技术难点的攻关和突破,为后续AP1000反应堆压力容器安装施工提供了技术支持和成功的先例,可以为全国后续AP1000堆型核电站建造施工中的RPV安装及相关施工提供技术、质量管理方面的借鉴和参考。
参考文献:
[1]孙汉虹等,第三代核电技术AP1000 中国电力出版社 2009
[2]林诚格,郁祖盛等非能动安全先进压水堆核电技术北京:原子能出版 2010。