机械加工表面粗糙度
- 格式:docx
- 大小:34.50 KB
- 文档页数:3

基本概念4.1.1表面粗糙度的定义表面粗糙度(Surface roughness )是指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性性它是一种微观几何形状误差,也称为微观不平度。
表面粗糙度应与形状误差(宏观几何形状误差)和表面波度区别开。
通常,波距小于1mm的属于表面粗糙度,波距在1~10mm的属于表面波度,波距大于10mm的属于形状误差,如图 4-1所示。
倒矗匪AB54J戒却期Bi HU谀JE剧形状餾臺的缥合越晌4.1.2表面粗糙度对机械零件使用性能的影响表面粗糙度的大小对零件的使用性能和使用寿命有很大影响。
1.影响零件的耐磨性表面越粗糙,摩擦系数就越大,相对运动的表面磨损得越快。
然而,表面过于光滑,由于润滑油被挤出或分子间的吸附作用等原因,也会使摩擦阻力增大和加速磨损。
2.影响配合性质的稳定性零件表面的粗糙度对各类配合均有较大的影响。
对于间隙配合,两个表面粗糙的零件在相对运动时会迅速磨损,造成间隙增大,影响配合性质;对于过盈配合,在装配时表面上微观凸峰极易被挤平,产生塑性变形,使装配后的实际有效过盈减小,降低联接强度;对于过渡配合,因多用压力及锤敲装配,表面粗糙度也会使配合变松。
3.影响疲劳强度承受交变载荷作用的零件的失效多数是由于表面产生疲劳裂纹造成的。
疲劳裂纹主要是由于表面微观峰谷的波谷所造成的应力集中引起的。
零件表面越粗糙,波谷越深,应力集中就越严重。
因此,表面粗糙度影响零件的抗疲劳强度。
4.影响抗腐蚀性粗糙表面的微观凹谷处易存积腐蚀性物质,久而久之,这些腐蚀性物质就会渗入到金属内层,造成表面锈蚀。
此外,表面粗糙度对接触刚度、密封性、产品外观、表面光学性能、导电导热性能以及表面结合的胶合强度等都有很大影响。
所以,在设计零件的几何参数精度时,必须对其提出合理的表面粗糙度要求,以保证机械零件的使用性能。
表面粗糙度的选用4.3.1 评定参数的选用1.幅度参数的选用幅度参数是标准规定的基本参数,可以独立选用。
机械加工中的表面粗糙度与加工精度分析引言:在机械加工过程中,表面粗糙度和加工精度是两个关键参数。
表面粗糙度是指工件表面的不规则度,而加工精度则是衡量加工结果与设计要求的接近程度。
这两个参数直接影响着产品的质量、性能和寿命。
本文将分析机械加工中表面粗糙度与加工精度的关系,并探讨一些改善加工质量的方法。
一、表面粗糙度与加工精度的定义和测量方法1. 表面粗糙度的定义表面粗糙度是指工件表面的不平滑度或不规则度。
它是由加工过程中切削工具与工件表面摩擦及切削引起的微小凹凸所形成的。
表面粗糙度可以以数值形式表示,通常使用Ra(均方根粗糙度)或Rz(最大峰值粗糙度)进行表征。
越小的数值表示表面越光滑。
2. 加工精度的定义加工精度是指工件实际加工结果与设计要求的接近程度。
它通常用公差来表示,是加工过程中所能保持的最大形状偏差。
加工精度的标准可以根据具体的产品需求而定,如汽车制造中的零件加工精度要求较高,需要达到很小的公差。
3. 表面粗糙度的测量方法表面粗糙度的测量可以使用多种仪器和方法。
常见的测量仪器有表面粗糙度仪、激光扫描仪和电子显微镜等。
这些仪器可以测量出工件表面的纹理、高度和形状等参数,并根据国际标准对其进行评价和分类。
二、表面粗糙度与加工精度的关系1. 表面粗糙度对加工精度的影响表面粗糙度对加工精度有直接影响。
当工件表面粗糙度较大时,切削刀具与工件表面的接触面积会增大,切削力也会增加。
这样容易导致加工误差和形状偏差的增大,从而降低加工精度。
2. 加工精度对表面粗糙度的影响加工精度对表面粗糙度也有一定的影响。
在加工过程中,加工工艺参数的选择和控制是保证加工精度的关键。
如果加工参数选择不当,容易造成工件表面过度磨损或过度切削,从而导致表面粗糙度的增加。
三、改善加工精度与表面粗糙度的方法1. 选择合适的加工工艺与刀具在机械加工过程中,选择合适的加工工艺和刀具是提高加工精度和控制表面粗糙度的关键。
不同材料和工件形状适合不同的加工工艺和刀具。
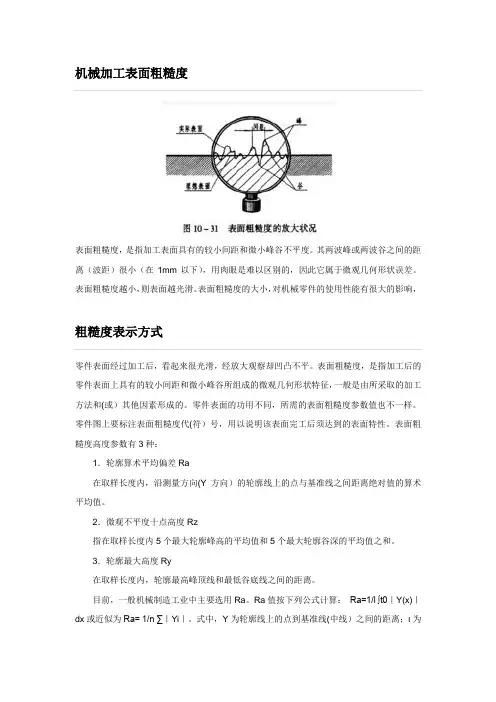
机械加工表面粗糙度表面粗糙度,是指加工表面具有的较小间距和微小峰谷不平度。
其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。
表面粗糙度越小,则表面越光滑。
表面粗糙度的大小,对机械零件的使用性能有很大的影响,粗糙度表示方式零件表面经过加工后,看起来很光滑,经放大观察却凹凸不平。
表面粗糙度,是指加工后的零件表面上具有的较小间距和微小峰谷所组成的微观几何形状特征,一般是由所采取的加工方法和(或)其他因素形成的。
零件表面的功用不同,所需的表面粗糙度参数值也不一样。
零件图上要标注表面粗糙度代(符)号,用以说明该表面完工后须达到的表面特性。
表面粗糙度高度参数有3种:1.轮廓算术平均偏差Ra在取样长度内,沿测量方向(Y方向)的轮廓线上的点与基准线之间距离绝对值的算术平均值。
2.微观不平度十点高度Rz指在取样长度内5个最大轮廓峰高的平均值和5个最大轮廓谷深的平均值之和。
3.轮廓最大高度Ry在取样长度内,轮廓最高峰顶线和最低谷底线之间的距离。
目前,一般机械制造工业中主要选用Ra。
Ra值按下列公式计算:Ra=1/l ∫t0|Y(x)|dx或近似为Ra= 1/n ∑|Yi|。
式中,Y为轮廓线上的点到基准线(中线)之间的距离;ι为粗糙度多用于表征钢板,因为钢板涂覆前必须要有一定得粗糙度,否则油漆的咬合力不足,容易脱落。
机械加工表面粗糙度机械加工表面质量,是指零件在机械加工后被加工面的微观不平度,也叫粗糙度,以Ra\Rz\Ry三种代号加数字来表示,机械图纸中都会有相应的表面质量要求,一般是工件表面粗糙度Ra<0.8um的表面时称:镜面。
其加工后的表面质量直接影响被加工件的物理、化学及力学性能。
产品的工作性能、可靠性、寿命在很大程度上取决于主要零件的表面质量。
一般而言,重要或关键零件的表面质量要求都比普通零件要高。
这是因为表面质量好的零件会在很大程度上提高其耐磨性、耐蚀性和抗疲劳破损能力。
机械制造中的机械加工表面粗糙度工作原理机械加工是指通过削、切、磨等工艺将工件原有形状进行改变以满足一定尺寸、形状和粗糙度要求的加工方法。
在机械制造过程中,机械加工表面粗糙度的控制是十分重要的,它直接影响到零件的功能和使用寿命。
本文将介绍机械加工表面粗糙度的工作原理。
一、表面粗糙度的概念表面粗糙度是指工件表面上凹凸不平的程度,通常用Ra(平均粗糙度)来表示。
在机械加工中,我们常常要求工件表面光洁度高、粗糙度小,以确保零件的密封性、运动性和装配性能。
二、机械加工表面粗糙度的影响因素机械加工表面粗糙度受到多种因素的影响,主要包括以下几个方面:1.切削参数:切削速度、进给量、切削深度等切削参数直接影响到工件表面的质量。
一般来说,切削速度越大、进给量越小、切削深度越小,工件表面的粗糙度就越小。
2.切削工具状况:切削工具的磨损情况对工件表面质量有重要影响。
切削工具磨损过度会导致切削力增大、表面粗糙度加大。
所以,及时更换和修磨切削工具能够有效控制表面粗糙度。
3.工件材料:工件材料的硬度、韧性等性质会影响机械加工的精度和表面质量。
例如,硬度较高的材料可能导致切削刀具的磨损,从而影响表面的粗糙度。
4.切削方式:不同的切削方式,如车削、铣削、磨削等,对工件表面粗糙度的影响也有所不同。
三、机械加工表面粗糙度的控制方法为了能够控制机械加工表面的粗糙度,在实际操作中可以采取以下措施:1.选择合适的工艺参数:根据工件材料、形状和要求,合理选择切削速度、进给量、切削深度等参数,以获得较小的粗糙度。
2.使用高质量的切削工具:选择具有良好刚性和耐磨性的切削工具,并保持其锋利度,以便实现更好的切削效果。
3.优化切削方式:根据工件的特点,选择合适的切削方式。
有时候,可以采用一些先进的切削方式,如超声波切削、电火花加工等,以改善表面粗糙度。
4.后续加工工艺:有时候,机械加工的表面粗糙度无法满足要求,可以考虑通过后续加工工艺来改善。
例如,研磨、抛光等方法可以使工件表面更加光滑。

表面粗糙度加工方式表面粗糙度是指实物表面的不平整程度,通常用微米(μm)或纳米(nm)来表示。
在工程制造中,表面粗糙度是一个非常重要的因素,因为它直接影响着零件的功能性能、质量和寿命。
因此,精确控制和加工表面粗糙度是现代制造工艺中必不可少的环节之一。
表面粗糙度的加工方式有很多种,下面我将介绍一些常见的加工方法和技术。
1.机械加工:机械加工是最常见的表面粗糙度加工方式之一。
常用的机械加工方法有磨削、铣削、车削、镗削等。
这些方法通过切削或研磨材料的方式,去除表面的不平整部分,从而达到减小表面粗糙度的目的。
2.研磨和抛光:研磨和抛光是通过研磨机械设备和磨料来加工表面,去除不平整和尖锐的部分,并提高表面的光滑度。
这种方法常用于对精密零件的加工,如光学元件、镜面等。
3.化学处理:化学处理是一种通过化学反应来改变表面粗糙度的方法。
常见的化学处理方式包括电镀、防锈处理、阳极氧化等。
这些处理方式可以在表面形成一层保护膜或改变表面的化学性质,从而改善表面光洁度和耐腐蚀性能。
4.热处理:热处理是一种通过加热和冷却的方式来改变材料的组织结构和性能的方法。
在热处理过程中,材料的表面粗糙度也会发生改变。
例如,淬火和回火可以使材料表面形成硬度高、抗磨损性能更好的层。
5.表面喷涂:表面喷涂是一种通过将涂层喷射到工件表面,从而改变其表面粗糙度和性能的方法。
常用的喷涂方式包括喷漆、喷粉末、喷涂液等。
这些涂层可以增加表面的光滑度、硬度和耐腐蚀性能。
6.激光加工:激光加工是一种非接触式加工方式,可以对材料进行高精度的加工。
激光可以通过高能量的热、蒸发和熔化的方式,去除表面的不平整部分,从而改善表面的粗糙度。
以上是一些常见的表面粗糙度加工方式,每种方式都有其适用的场合和限制。
在实际应用中,需要根据具体材料和要求选择合适的加工方式。
同时,加工后的表面粗糙度应该符合相关标准和要求,以确保零件的质量和性能。
除了加工方式之外,还可以通过优化工艺参数、采用更高精度的加工设备、改进材料和润滑剂等措施来减小表面粗糙度。
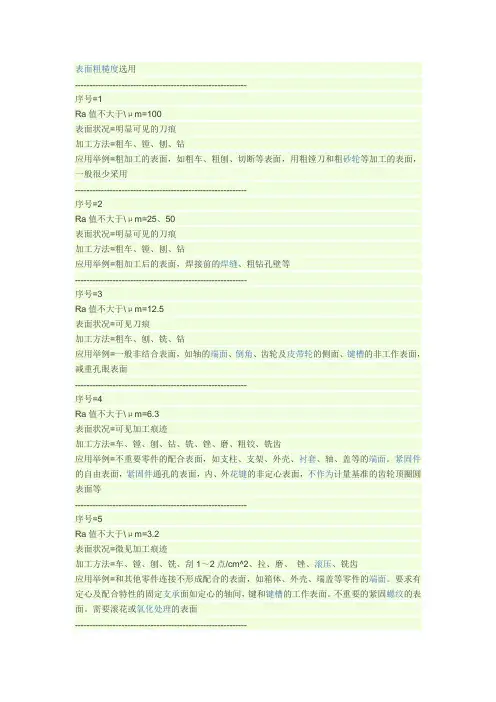
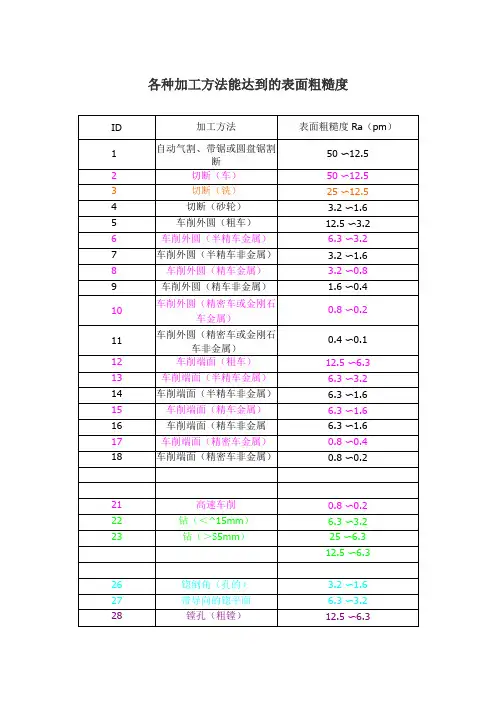
表面粗糙度选用-----------------------------------------------------------序号=1Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用-----------------------------------------------------------序号=2Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等-----------------------------------------------------------序号=3Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面-----------------------------------------------------------序号=4Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等-----------------------------------------------------------序号=5Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
机械加工中的表面粗糙度控制在机械加工中,表面粗糙度控制是一个重要的环节。
表面粗糙度直接影响产品的质量、性能和寿命,因此,能够有效控制表面粗糙度对于机械加工过程至关重要。
表面粗糙度是指表面不平整程度的一种量化指标,通常通过表面上的高低起伏来描述。
在机械加工中,表面粗糙度受到多种因素的影响,包括工艺参数、材料性质和工具磨损等。
只有通过适当的控制这些因素,才能够达到所需的表面粗糙度。
首先,工艺参数是影响表面粗糙度的重要因素之一。
在机械加工中,包括切削速度、进给速度和切削深度等参数都会对表面粗糙度产生影响。
一般来说,切削速度和进给速度越大,表面粗糙度越大;而切削深度越小,表面粗糙度越小。
因此,对于不同的加工材料和工件尺寸,需要根据实际情况选择合适的工艺参数,以达到精确控制表面粗糙度的目的。
其次,材料性质也是影响表面粗糙度的重要因素之一。
不同的材料具有不同的硬度和韧性,这将直接影响机械加工时的切削力和切削热。
一般来说,材料越硬、越脆,切削力越大,切削热也越高,从而导致表面粗糙度增加。
因此,在机械加工中,需要根据不同材料的性质,采取相应的工艺措施,以降低切削力和切削热,从而控制表面粗糙度。
此外,工具磨损也会对表面粗糙度产生影响。
在机械加工过程中,由于不断的切削磨损,刀具的尖刃会变钝,导致切削力增加,进而影响表面粗糙度。
为了保持良好的切削状态,需要定期检查和更换刀具,以确保切削效果和表面质量的稳定。
在实际的机械加工中,为了有效控制表面粗糙度,可以采用一些增加加工精度的技术措施。
例如,使用高速切削技术和超精密刀具,可以减少表面粗糙度并提高加工效率。
此外,还可以采用液体冷却剂和润滑剂来降低切削温度,从而减小切削力和表面粗糙度。
总之,机械加工中的表面粗糙度控制是一个复杂的过程,需要考虑多个因素的影响。
通过合理选择工艺参数、控制材料性质和关注工具磨损等措施,能够有效降低表面粗糙度,提高产品的质量和性能。
在日常的机械加工实践中,我们应该不断探索并应用新的技术和工艺,以满足不断提高的加工要求。
机加工表面粗糙度标准等级
机加工表面粗糙度是指机器加工后的表面质量,通常用来描述表面的光洁度和平整度。
粗糙度标准等级是机加工表面质量的重要指标,它能够反映出机加工工艺的水平和产品质量的好坏。
下面我们来详细了解一下机加工表面粗糙度标准等级。
机加工表面粗糙度标准等级分为ISO、ANSI、JIS、DIN等多
种标准,其中ISO是国际标准,也是最为广泛使用的标准。
ISO标准将表面粗糙度分为六个等级,分别是Ra0.1、Ra0.2、Ra0.4、Ra0.8、Ra1.6和Ra3.2。
其中,Ra0.1是最为光滑的表面,Ra3.2则是最为粗糙的表面。
ANSI标准将表面粗糙度分为四个等级,分别是AA、A、B和C。
其中,AA是最为光滑的表面,C则是最为粗糙的表面。
JIS标准将表面粗糙度分为十个等级,从0级到9级,数字越
小表示表面越光滑。
DIN标准将表面粗糙度分为三个等级,分别是Rz、Ry和Ra。
在实际生产中,不同的产品对表面粗糙度的要求也不同。
例如,对于高精密度的零件加工,要求表面光洁度高,因此需要选择较高的粗糙度标准等级。
而对于一些机械设备的外壳加工,则对表面粗糙度的要求较低。
在进行机加工时,要根据产品的要求选择合适的粗糙度标准等级,并控制好加工参数,以保证加工出来的产品符合要求。
同时,在进行检测时也需要使用相应的检测仪器,例如表面粗糙度仪、光学显微镜等。
总之,机加工表面粗糙度标准等级是机器加工后的表面质量的重要指标,不同的产品对表面粗糙度有不同的要求,因此在进行机加工时需要选择合适的粗糙度标准等级,并控制好加工参数,以保证加工出来的产品符合要求。
机械加工表面粗糙度的概念
嘿,你知道机械加工表面粗糙度吗?这可真是个超级重要的概念啊!它就好像是一件物品的外表肤质一样。
咱就说,你看到一个粗糙不平的表面和一个光滑如镜的表面,感觉能一样吗?那肯定不一样呀!
机械加工表面粗糙度说的就是加工后的工件表面具有的较小间距和微小峰谷的不平度。
这可不是小事情哦!它对工件的性能和质量有着大大的影响。
你想想看,一个表面粗糙度不达标的零件,它能好用吗?就好比一双鞋子,要是鞋底坑坑洼洼的,你走路能稳当吗?
粗糙度小的表面,那摸起来就很舒服,很光滑,各种性能也往往更好。
比如密封性能,表面光滑的话,密封效果不就更好嘛!还有摩擦性能,粗糙度小,摩擦就小,损耗也少啊,这多好呀!而且啊,它还影响着工件的疲劳强度呢。
那怎么来衡量这个表面粗糙度呢?有一系列的指标和参数呢!就好像衡量一个人的身高体重一样,有具体的数值来表示。
通过这些指标和参数,我们就能清楚地知道这个表面的粗糙度情况啦。
在实际的机械加工中,为了得到合适的表面粗糙度,那可得下一番功夫呢!工人师傅们要精心调整加工工艺和参数,就像厨师做菜要掌握好火候和调料一样。
不同的加工方法,得到的粗糙度也不一样哦!车削、铣削、磨削等等,各有各的特点和适用情况。
而且啊,表面粗糙度还和使用环境有关系呢!有些场合需要粗糙度特别小的表面,有些地方可能就没那么严格要求啦。
这就好像不同的场合要穿不同的衣服一样,正式场合穿西装,休闲场合穿便服。
总之,机械加工表面粗糙度可真是个不能小瞧的概念啊!它关系到工件的质量、性能和使用寿命。
我们在进行机械加工的时候,一定要重视它,把它控制在合适的范围内,这样才能制造出高质量的工件呀!这不就是我们所追求的嘛!。
机械加工影响表面粗糙度的因素及解决方法很多机加工产品由于其使用条件的需要,对表面粗糙度提出很高的要求。
那么在实际的生产加工过程中,究竟有哪些因素会影响到表面粗糙度呢?其实简单来说无非是切削刀具、加工材料、加工参数三个大的方面。
1.切削刀具1.1刀具几何形状前角的大小影响刀刃的锐利牢固程度,决定刀具的切削性能。
合理增加刀具的前角,可减少切削层的塑性变形,减少切屑流动时的摩擦阻力;提高刀刃锋利性,从而减少切削力、切削热、切削功率,提高铣削加工精度和已加工表面质量,从而提高了刀具的耐用度。
另外,刀具前角若太大,刃口和刀刃部分的强度恶化了散热条件,容易造成崩刃。
刀具的前角选择,大致可以遵循如下原则:(1)工件材料的强度、硬度高、前角应选得小一些;反之可取较大的前角;(2)加工塑性材料,应选取较大的前角;加工脆性材料,可选取较小的前角;(3)粗加工时,为了保证刀刃有较好的强度和散热条件,前角选小点;精加工时,为了提高加工表面质量,让刀刃锋利,应选较大的前角;(4)高速钢刀具抗弯强度、抗冲击韧性好,可选择较大的前角;硬质合金刀具这两方面差,应选较小前角;(5)当机床等刚性、功率不足时,应选较大的前角,来降低切削力和切削功率,减轻振动;刀具后角主要是减少切削刃及刀具后刀面,与工件加工表面之间的摩擦。
后角太大,会削弱刃口和刀刃部分的强度与散热条件,降低刀具耐用度,造成崩刃。
刀具后角的选用,可遵循如下原则;(1)加工塑性大或弹性大的材料,为减少后刀面之间的摩擦,取大后角;加工高强度、高硬度工件,为保证刃口强度,应取较小的后角;精加工切削力小,为减少摩擦,提高加工表面质量,可取大一点的后角;(2)粗加工时,切削力大,为保证刃口的强度,可取小一点的后角;精加工切削力小,为减少摩擦,提高加工表面质量,可取小一点的后角;(3)高速钢刀具后角可比钨钢刀具后角大2~3度;(4)当铣刀的径向磨损会影响加工精度时,如键槽铣刀的圆周齿磨损后,直径减少,直接影响键槽的宽度,后角应适当减少(一般为8度)。
4.1 基本概念4.1.1 表面粗糙度的定义表面粗糙度(Surface roughness)是指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性性它是一种微观几何形状误差,也称为微观不平度。
表面粗糙度应与形状误差(宏观几何形状误差)和表面波度区别开。
通常,波距小于1mm 的属于表面粗糙度,波距在1~10mm 的属于表面波度,波距大于10mm 的属于形状误差,如图4-1 所示。
4.1.2 表面粗糙度对机械零件使用性能的影响表面粗糙度的大小对零件的使用性能和使用寿命有很大影响。
1. 影响零件的耐磨性表面越粗糙,摩擦系数就越大,相对运动的表面磨损得越快。
然而,表面过于光滑,由于润滑油被挤出或分子间的吸附作用等原因,也会使摩擦阻力增大和加速磨损。
2. 影响配合性质的稳定性零件表面的粗糙度对各类配合均有较大的影响。
对于间隙配合,两个表面粗糙的零件在相对运动时会迅速磨损,造成间隙增大,影响配合性质;对于过盈配合,在装配时表面上微观凸峰极易被挤平,产生塑性变形,使装配后的实际有效过盈减小,降低联接强度;对于过渡配合,因多用压力及锤敲装配,表面粗糙度也会使配合变松。
3. 影响疲劳强度承受交变载荷作用的零件的失效多数是由于表面产生疲劳裂纹造成的。
疲劳裂纹主要是由于表面微观峰谷的波谷所造成的应力集中引起的。
零件表面越粗糙,波谷越深,应力集中就越严重。
因此,表面粗糙度影响零件的抗疲劳强度。
4. 影响抗腐蚀性粗糙表面的微观凹谷处易存积腐蚀性物质,久而久之,这些腐蚀性物质就会渗入到金属内层,造成表面锈蚀。
此外,表面粗糙度对接触刚度、密封性、产品外观、表面光学性能、导电导热性能以及表面结合的胶合强度等都有很大影响。
所以,在设计零件的几何参数精度时,必须对其提出合理的表面粗糙度要求,以保证机械零件的使用性能。
/hhxing/book/version2/f42.htm4.3 表面粗糙度的选用4.3.1 评定参数的选用1. 幅度参数的选用幅度参数是标准规定的基本参数,可以独立选用。
第 4 章表面粗糙度4.1 概述一、表面粗糙度的实质在机械加工中,由于刀具或砂轮切削后遗留的刀痕、切削过程中切屑分离时塑性变形,以及机床的振动等原因,会使被加工零件的表面产生微小的峰谷,这些微小峰谷的高低程度和间距状况称表面粗糙度,它是一种微观几何形状误差,也称微观不平度。
机械零件表面精度所研究和描述的对象是零件的表面形貌特性。
零件的表面形貌可以分为三种成分,如图所示。
1)表面粗糙度是零件表面所具有的微小峰谷的不平程度,其波长小于 1mm ,波长和波高之比一般小于 50。
2)表面波纹度零件表面中峰谷的波长在 1~10mm ,波长和波高之比等于 50 ~1000 的不平程度称为波纹度。
3)形状误差零件表面中峰谷的波长大10mm ,波长和波高之比大于1000 的不平程度属于形状误差。
放大的实际表面轮廓表面粗糙度成分波纹度成分形状误差成分表面粗糙度对机器零件的摩擦磨损、配合性质、耐腐蚀性、疲劳强度及结合密封性等都有很大的影响。
二、表面粗糙度对零件使用性能的影响1、影响零件的耐磨性具有表面粗糙度的两个零件,当它们接触并产生相对运动时,顶峰间的接触就会产生摩擦阻力,使零件磨损,表面越粗糙,摩擦系数就越大,阻力越大,而结合面的磨损越快。
2、影响配合性质的稳定性对间隙配合来说,相对运动的表面因其粗糙不平而迅速磨损,致使间隙增大;对于过盈配合,表面轮廓峰顶在装配时易被挤平,实际有效过盈减小,致使连接强度降低。
因此表面粗糙度影响配合性质的稳定性。
3、影响零件的抗疲劳强度零件表面越粗糙,凹痕越深,波谷的曲率半径也越小,对应力集中越敏感,应力越集中,疲劳强度降低,导致零件表面产生裂纹而损坏。
4、影响零件的抗腐蚀性能粗糙的表面,易使腐蚀性物质存积在表面的微观凹谷处,并渗入到金属内部,致使腐蚀加剧,因此提高零件表面粗糙度的质量,可以增强其抗腐蚀能力。
此外,表面粗糙度对零件其它使用性能如结合的密封性,接触刚度、对流体流动的阻力以及对机器、仪器的外观质量等都有很大的影响。
4.1 基本概念4.1.1 表面粗糙度的定义表面粗糙度(Surface roughness )是指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性性它是一种微观几何形状误差,也称为微观不平度。
表面粗糙度应与形状误差(宏观几何形状误差)和表面波度区别开。
通常,波距小于1mm的属于表面粗糙度,波距在1~10mm的属于表面波度,波距大于10mm的属于形状误差,如图4-1所示。
倒矗匪AB54J戒却期Bi HU谀JE剧形状餾臺的缥合越晌4.1.2 表面粗糙度对机械零件使用性能的影响表面粗糙度的大小对零件的使用性能和使用寿命有很大影响。
1. 影响零件的耐磨性表面越粗糙,摩擦系数就越大,相对运动的表面磨损得越快。
然而,表面过于光滑,由于润滑油被挤出或分子间的吸附作用等原因,也会使摩擦阻力增大和加速磨损。
2. 影响配合性质的稳定性零件表面的粗糙度对各类配合均有较大的影响。
对于间隙配合,两个表面粗糙的零件在相对运动时会迅速磨损,造成间隙增大,影响配合性质;对于过盈配合,在装配时表面上微观凸峰极易被挤平,产生塑性变形,使装配后的实际有效过盈减小,降低联接强度;对于过渡配合,因多用压力及锤敲装配,表面粗糙度也会使配合变松。
3. 影响疲劳强度承受交变载荷作用的零件的失效多数是由于表面产生疲劳裂纹造成的。
疲劳裂纹主要是由于表面微观峰谷的波谷所造成的应力集中引起的。
零件表面越粗糙,波谷越深,应力集中就越严重。
因此,表面粗糙度影响零件的抗疲劳强度。
4. 影响抗腐蚀性粗糙表面的微观凹谷处易存积腐蚀性物质,久而久之,这些腐蚀性物质就会渗入到金属内层,造成表面锈蚀。
此外,表面粗糙度对接触刚度、密封性、产品外观、表面光学性能、导电导热性能以及表面结合的胶合强度等都有很大影响。
所以,在设计零件的几何参数精度时,必须对其提出合理的表面粗糙度要求,以保证机械零件的使用性能。
.c n/hhxi ng/book/versio n2/f42.htm4.3 表面粗糙度的选用4.3.1 评定参数的选用1. 幅度参数的选用幅度参数是标准规定的基本参数,可以独立选用。
机械加工表面粗糙度
表面粗糙度,是指加工表面具有的较小间距和微小峰谷不平度。
其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。
表面粗糙度越小,则表面越光滑。
表面粗糙度的大小,对机械零件的使用性能有很大的影响,
粗糙度表示方式
零件表面经过加工后,看起来很光滑,经放大观察却凹凸不平。
表面粗糙度,是指加工后的零件表面上具有的较小间距和微小峰谷所组成的微观几何形状特征,一般是由所采取的加工方法和(或)其他因素形成的。
零件表面的功用不同,所需的表面粗糙度参数值也不一样。
零件图上要标注表面粗糙度代(符)号,用以说明该表面完工后须达到的表面特性。
表面粗糙度高度参数有3种:
1.轮廓算术平均偏差Ra
在取样长度内,沿测量方向(Y方向)的轮廓线上的点与基准线之间距离绝对值的算术平均值。
2.微观不平度十点高度Rz
指在取样长度内5个最大轮廓峰高的平均值和5个最大轮廓谷深的平均值之和。
3.轮廓最大高度Ry
在取样长度内,轮廓最高峰顶线和最低谷底线之间的距离。
目前,一般机械制造工业中主要选用Ra。
Ra值按下列公式计算:Ra=1/l ∫t0|Y(x)|dx或近似为Ra= 1/n ∑|Yi|。
式中,Y为轮廓线上的点到基准线(中线)之间的距离;ι为
粗糙度多用于表征钢板,因为钢板涂覆前必须要有一定得粗糙度,否则油漆的咬合力不足,容易脱落。
机械加工表面粗糙度
机械加工表面质量,是指零件在机械加工后被加工面的微观不平度,也叫粗糙度,以Ra\Rz\Ry三种代号加数字来表示,机械图纸中都会有相应的表面质量要求,一般是工件表面粗糙度Ra<0.8um的表面时称:镜面。
其加工后的表面质量直接影响被加工件的物理、化学及力学性能。
产品的工作性能、可靠性、寿命在很大程度上取决于主要零件的表面质量。
一般而言,重要或关键零件的表面质量要求都比普通零件要高。
这是因为表面质量好的零件会在很大程度上提高其耐磨性、耐蚀性和抗疲劳破损能力。
镜面——是金属切削加工的理想境界,是提高机械部件使用寿命的最有效手段。
镜面——是机械切削加工后,得到非常好粗糙度的传统代名词,能清晰倒影出物品影像的金属表面。
无论用何种金属加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,粗加工后的表面用肉眼就能看到,精加工后的表面用放大镜或显微镜仍能观察到。
这就是零件加工后的表面粗糙度,过去称为表面光洁度。
国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
获得镜面的机械加工方法有:去除材料方式、无切削方式(滚压加工)。
去除材料加工方式有:磨削、研磨、抛光、电火花。
无切削加工方式有:滚压(采用镜面工具)、挤压。
表面粗糙度的实际应用原则
表面粗糙度对零件使用情况有很大影响。
一般说来,表面粗糙度数值小,会提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用会增加。
因此,要正确、合理地选用表面粗糙度数值。
在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的。
总的原则是:
在保证满足技术要求的前提下,选用较大的表面粗糙度数值。
具体选择时,可以参考下
(1)工作表面比非工作表面的粗糙度数值小。
(2)摩擦表面比不摩擦表面的粗糙度数值小。
摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;滚动磨擦表面比滑动磨擦表面要求粗糙度数值小。
(3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;对过盈配合,为保证连接强度的牢固可靠,
载荷愈大,要求粗糙度数值愈小。
一般情况间隙配合比过盈酝合粗糙度数值要小。
(4)配合表面的粗糙度应与其尺寸精度要求相当。
配合性质相同时,零件尺寸愈小,则应粗糙度数值愈小;同一精度等级,小尺寸比大尺寸要粗糙度数值小,轴比孔要粗糙度数值小(特别是IT8~IT5的精度)。
(5)受周期性载荷的表面及可能会发生应力集中的内圆角、凹稽处粗糙度数值应较小。