文件更改单
- 格式:doc
- 大小:31.00 KB
- 文档页数:1
技术文件变更通知单
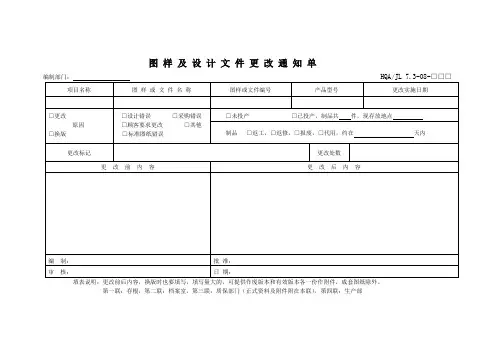
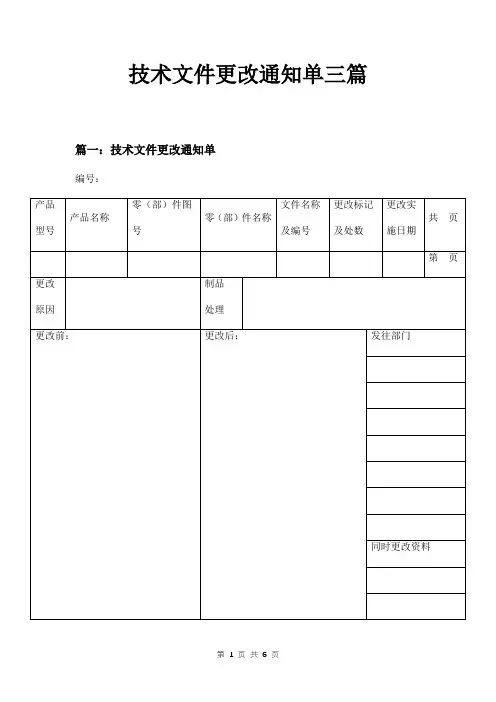
篇一:图纸及技术文件更改通知单
申请单位:
图纸及技术文件更改通知单
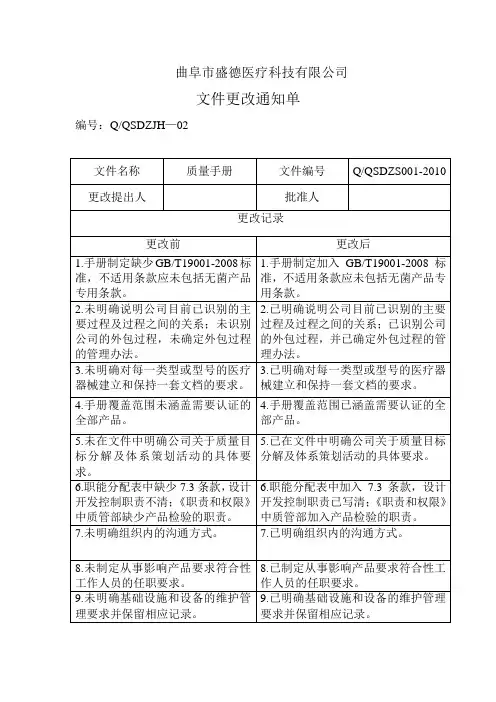
篇二:技术部门技术文件更改通知单
技术文件更改通知单
注:编制人员自更改实施日期起一个月内应不定期地对更改进行监督检查至少3次,并将检查结果填在《技术文件更改执行情况监督检查表》上作为附件随
同本文件一同存档备查。
附件:技术文件更改执行情况监督检查表
注1:本表单为《技术文件更改通知单》附件,与其一同存档;
注2:如果第一次检查结果为更改已执行,则无需进行后两次检查。
技术更改经过三次监督检查仍未执行到位时,请将检查结果报技
术管理部按公司相关规定处理,并经续监
督直至更改执行到位。
编制:审核(产品开发部长/技术主管):
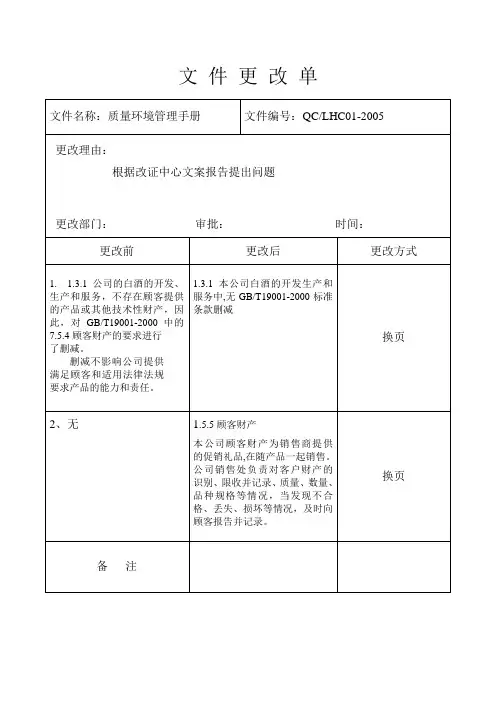
篇三:技术更改通知单模板
技术更改通知单
编号:Q/QY-2016-09技术阶段:□设计/试制阶段?批量生产阶段编号:
注:技术更改通知单由研发中心或技术工艺部给相关部门各发一份,如需要多份与转发外部的,由责任部门建立台帐并分发。
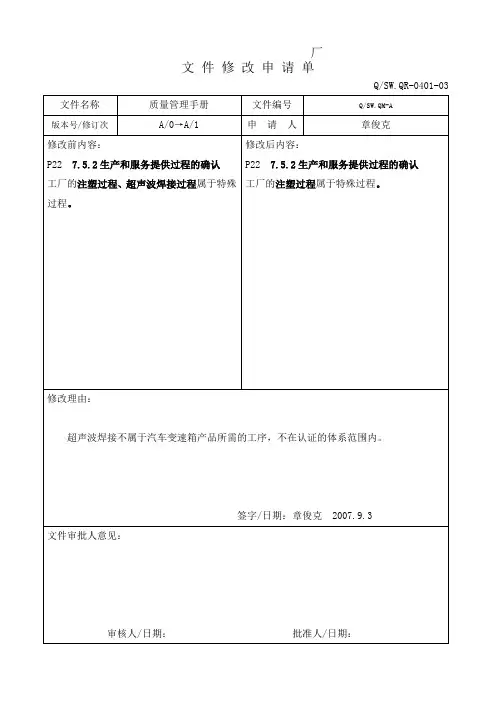
Q/SW.QR-0401-03Q/SW.QR-0401-034.5环境的控制4.5.1生技部按《工作环境控制程序》对生产现场的环境进行控制,以适应生产需要。
4.5.2各相关部门都要配合生技部门维护好正常生产秩序,做到“日清”。
4.6 物资采购4.6.1采购人员应根据生产计划与供方制订采购计划,确保生产物资如期到位。
4.6.2仓库根据《仓库管理制度》对入库物资进行管理,配合生产车间计划用料。
4.6.3生产现场的日需要物资量,应按生产计划予以控制,一旦因生产变动而产生的闲置物资,应予及时处理。
4.7人员控制4.7.1生技部门根据生产的实际需要,安排合理的人员从事生产作业。
4.7.2办公室组织对各类人员进行培训,按《能力、意识和培训控制程序》的有关规定执行。
4.8一般过程控制4.8.1生产工人必须按有关规定进行操作,根据技术工艺标准、产品图样或样品对本人生产的产品予以自检,互检工作,并做好各道工序之间的合格交接。
4.9特殊过程控制4.9.1特殊过程的控制,除执行其他控制要求外,还须执行下列控制要求:a. 为特殊过程编制作业指导书,包括设备操作和工艺参数控制的内容;b. 操作工须经本岗位的资格培训,经生产车间试用,带班认可后才能上岗;c. 对设备的能力进行认可,使之能符合生产能力的需要;d. 操作工要对本工序进行连续的过程参数监视和控制,并按工艺文件的要求进行操作。
当过程质量状态超出控制范围时,应报告值班人员及时调整使之达到规定范围,必要时由生技部门组织有关部门共同进行原因分析和实施纠正措施。
e. 当班人员对特殊过程的工艺参数监控情况按要求在特殊过程工艺参数记录上予以记录(每8小时记录一次)。
当实际参数偏离规定参数时应按相关技术文件规定办理。
f. 当工厂的工艺过程发生变更、产品规格发生更改、材料发生变化时应及时进行再确认,争产情况下,工厂对成熟产品每12个月确认1次。
工厂的注塑过程属于特殊过程。
5 质量记录5.1 Q/SW.QR-0704-01 生产计划单5.2 Q/SW.QR-0704-02 生产报表5.3 Q/SW.QR-0704-03 特殊工序确认表5.4 Q/SW.QR-0704-04 设备能力确认表5.5 Q/SW.QR-0704-05 注塑过程工艺参数记录表5.6 Q/SW.QR-0704-06 注塑工艺卡7.4采购7.4.1 采购过程工厂应确保采购的产品符合规定的采购要求。