组合机床总体设计共21页
- 格式:ppt
- 大小:2.32 MB
- 文档页数:21
摘要组合机床是有系列化、标准化的通用部件和按加工零件的形状设计的专用部件所组成的专用机床,适用于大批大量生产,是一种高效自动化机床,一般采用电气程序控制系统实现自动化工作循环。
Z29-Ⅲ组合钻床是一次性加工同一直线上且相对位置固定的三孔专用机床。
本次设计主要是对Z29-Ⅲ组合钻床快进传动系统的设计,主要包括传动方案,齿轮,轴等传动部件的设计及其配件的选取,同时进行机床导轨设计和导轨加工工艺的编制。
本次设计动力装置是主运动的动力源,主轴的运动是由动力箱内输出轴上的齿轮将运动传给主轴分配箱中的两齿轮,带动两中间轴旋转,再由中间轴上的三个齿轮将运动传递给三个主轴,以实现主轴的旋转,达到切削的目的。
设计内容关键词:Z29-Ⅲ组合钻床动力箱分配箱目录1 绪论1.1机床在国民经济的地位及其发展简史现代社会中,人们为了高效、经济地生产各种高质量产品,日益广泛的使用各种机器、仪器和工具等技术设备与装备。
为制造这些技术设备与装备,又必须具备各种加工金属零件的设备,诸如铸造、锻造、焊接、冲压和切削加工设备等。
由于机械零件的形状精度、尺寸精度和表面粗糙度,目前主要靠切削加工的方法来达到,特别是形状复杂、精度要求高和表面粗糙度要求小的零件,往往需要在机床上经过几道甚至几十道切削加工工艺才能完成。
因此,机床是现代机械制造业中最重要的加工设备。
在一般机械制造厂中,机床所担负的加工工作量,约占机械制造总工作量的40%~60%,机床的技术性能直接影响机械产品的质量及其制造的经济性,进而决定着国民经济的发展水平。
可以这样说,如果没有机床的发展,如果不具备今天这样品种繁多、结构完善和性能精良的各种机床,现代社会目前所达到的高度物质文明将是不可想象的。
一个国家要繁荣富强,必须实现工业、农业、国防和科学技术的现代化,这就需要一个强大的机械制造业为国民经济各部门提供现代化的先进技术设备与装备,即各种机器、仪器和工具等。
然而,一个现代化的机械制造业必须要有一个现代化的机床制造业做后盾。

2009年5月23 日目录第一部分组合机床总体设计 (3)一、工艺方案的制定 (3)1.1零件工艺基面的选择 (3)1.2 加工工艺分析 (3)1.3 孔切削用量的选择 (3)二、机床配置型式和结构方案的确定 (4)三、组合机床方案图纸设计 (4)3.1被加工零件工序图 (4)3.2加工示意图 (5)3.2.1加工示意图的编制步骤 (6)3.3组合机床生产率的计算 (11)3.3.1生产率的计算和生产率计算卡的绘制 (11)3.4机床联系尺寸图的绘制 (13)3.4.1机床主要联系尺寸的确定 (14)第一部分组合机床总体设计一、工艺方案的制定1.1零件工艺基面的选择由于被加工零件(缝纫机体)是箱体类零件,所以我选择了“一面二孔”的定位方法。
该方法有以下特点:a、很简便的消除工件的六个自由读,使工件获得稳定的固定位置;b、有同时加工五个面的可能。
既能高度集中加工工序,又有利于提高各面上孔的位置精度;c、该方法可以作为从粗加工到精加工的全部工序加工的基准,使整个工艺过程实现基准统一;d、该方法使夹紧方便,夹紧机构简单。
容易使夹紧力对准支承,消除夹紧力引起工件变形对加工精度的影响。
为了保证零件的加工精度及技术要求,工艺基面必须规定相应的公差。
根据缝纫机体零件的大小,定位销孔径选择∅16,太小时,定位销很细,加工中易受力产生较大的变形。
销孔的精度为2级,两销孔中心距定为321毫米,其公差为±毫米。
0.061.2 加工工艺分析由于被加工零件只需要钻孔,所以该机床只有一个钻孔加工工艺。
而且钻孔深度不大,属于一般钻孔。
1.3 孔切削用量的选择由于该缝纫机体是铸铁件,而且硬度大概在200~241左右,根据下表选取切削用量。
表1用高速钢钻头加工铸铁件的切削用量二、机床配置型式和结构方案的确定由于被加工的缝纫机体是一个箱体件,一次只加工一个,生产率要求不是很高,所以我选择了单工位组合机床,而且该零件孔中心线与定位基准面平行,而且需要同时加工两个面,因此选择单工位组合机床中的卧式双面组合机床。

变速器上盖组合机床总体设计摘要组合机床是根据工件加工需要,以大量通用部件为基础,配以少量专用部件组成的一种高效专用机床。
目前,组合机床主要用于平面加工和孔加工两类工序。
而且其生产效率高,加工精度稳定,自动化程度高,使工人劳动强度降低。
由于本次加工的零件为变速器箱体,为大批量生产,而且所要加工的孔较多,本次设计的组合机床主要是对孔进行加工。
此设计绘制的是机床联系尺寸总图。
它是以被加工零件工序图和加工示意图为依据,并初步按选定的主要通用部件以及确定的专用部件的总体结构而绘制的。
是用来表示机床的配置形式,主要构成及各部件安装位置,相互联系,运动关系的总体布局图。
由于组合机床进行加工能够进行多工位加工,提高自动化程度,缩短加工时间和辅助时间。
而且组合机床大部分都是由通用部件组成,研制周期较短,便于设计,制造和使用维护,成本低。
而且机床易于改造,产品和工艺变化时,通用部件还能重复利用,经济性较好。
所以组合机床在大批量生产中的应用十分广泛。
关键词:组合机床,机床总图,自动化The overall design of combination machine tools for the cover oftransmissionABSTRACTThe assembly machine processes is according to the requirement of work pieces , and it is made of a lot of general use parts and a little exclusive use parts and it is a kind of a efficiently production machine. The present, assembly machine tool primarily is used in making the plane surface and the apertures. And because of high production efficiency, the accuracy of process, the stability of it's result, the automation extent higher, and so it can debase the strength of the labour.Because this parts for processing is transmission box, there is a lot of apertures in the part , and want that the processed bore is more, so the main process is making the holes.The design draw's is a total diagram of size of contact of tool machine. It is with was process the spare parts work preface diagram and process sketch map is basis, and the first step press the total structure of the main and in general use parts and certain appropriation parts that make selection but draw of. Is to use to mean that the tool machine installs the form, main composing and each parts install the position, contacting mutually, exercise total layout diagram of relation.Because the assembly machine tool can process some parts together ,so it can boost to automate extent, and shorten the time of process,And that assembly machine tool is made of a lot of general use parts, short the time of design, and it is convenient for designing, fabrication , the cost is low. And the machine tool is apt to be reconstructed, When the technics route changes, the general parts can be reused again, so we use assemble machine tool is economical .So large numbers of assembly machine tools are applied in the machine industrial.KEY WORDS: assembled machine tool,two-sided,active boring board,total diagram of tool machine,automation目录第1章组合机床理论基础 (5)1.1机床在国民经济的地位 (5)1.2组合机床的组成及特点 (5)1.3 组合机床研究基本内容 (6)第2章组合机床方案的制定 (7)2.1 组合机床的工艺范围及配置形式 (7)2.1.1 组合机床工艺范围 (7)2.1.2 组合机床配置形式 (7)2.2 组合机床工艺方案的拟定 (8)2.2.1 确定工艺方案的基本原则 (8)2.2.2 确定工艺方案应注意的问题 (8)第3章组合机床总体设计 (10)3.1 被加工零件工序图 (10)3.1.1 被加工零件工序图的作用与内容 (10)3.1.2 加工零件要求 (10)3.2组合机床切削用量 (11)3.2.1 确定切削用量应注意的问题 (11)3.2.2 切削用量的计算 (12)第4章加工示意图 (14)4.1 加工示意图的作用和内容 (14)4.2刀具,工具,导向装置的选择 (15)4.2.1刀具的选择 (15)4.2.2接杆的选择 (15)4.2.3导向套的选择 (15)4.3初定主轴类型、尺寸和外伸长度 (16)4.4动力部件的工作循环及工作行程的确定 (16)第5章机床联系尺寸图及生产率计算卡 (18)5.1 机床动力部件的选择 (18)5.1.1 动力箱的选择 (18)5.1.2 动力滑台的选择及附属部件 (19)5.2 确定机床尺寸 (21)5.2.1 确定装料高度 (21)5.2.2 中间底座轮廓尺寸 (21)5.2.3 多轴箱轮廓尺寸 (22)5.2 确定机床尺寸 (23)5.3 机床生产率计算卡 (24)结论 (27)谢辞 (28)参考文献 (29)第1章组合机床理论基础1.1机床在国民经济的地位随着现代化工业技术的快速发展,特别是随着它在自动化领域内的快速发展,组合机床的研究已经成为当今机器制造界的一个重要方向,在现代工业运用中,大多数机器的设计和制造都是用机床大批量完成的。

2009年5月23 日目录第一部分组合机床总体设计 (3)一、工艺方案的制定 (3)1.1零件工艺基面的选择 (3)1.2 加工工艺分析 (3)1.3 孔切削用量的选择 (3)二、机床配置型式和结构方案的确定 (4)三、组合机床方案图纸设计 (4)3.1被加工零件工序图 (4)3.2加工示意图 (5)3.2.1加工示意图的编制步骤 (6)3.3组合机床生产率的计算 (11)3.3.1生产率的计算和生产率计算卡的绘制 (11)3.4机床联系尺寸图的绘制 (13)3.4.1机床主要联系尺寸的确定 (14)第一部分组合机床总体设计一、工艺方案的制定1.1零件工艺基面的选择由于被加工零件(缝纫机体)是箱体类零件,所以我选择了“一面二孔”的定位方法。
该方法有以下特点:a、很简便的消除工件的六个自由读,使工件获得稳定的固定位置;b、有同时加工五个面的可能。
既能高度集中加工工序,又有利于提高各面上孔的位置精度;c、该方法可以作为从粗加工到精加工的全部工序加工的基准,使整个工艺过程实现基准统一;d、该方法使夹紧方便,夹紧机构简单。
容易使夹紧力对准支承,消除夹紧力引起工件变形对加工精度的影响。
为了保证零件的加工精度及技术要求,工艺基面必须规定相应的公差。
根据缝纫机体零件的大小,定位销孔径选择∅16,太小时,定位销很细,加工中易受力产生较大的变形。
销孔的精度为2级,两销孔中心距定为321毫米,其公差为±毫米。
0.061.2 加工工艺分析由于被加工零件只需要钻孔,所以该机床只有一个钻孔加工工艺。
而且钻孔深度不大,属于一般钻孔。
1.3 孔切削用量的选择由于该缝纫机体是铸铁件,而且硬度大概在200~241左右,根据下表选取切削用量。
表1用高速钢钻头加工铸铁件的切削用量二、机床配置型式和结构方案的确定由于被加工的缝纫机体是一个箱体件,一次只加工一个,生产率要求不是很高,所以我选择了单工位组合机床,而且该零件孔中心线与定位基准面平行,而且需要同时加工两个面,因此选择单工位组合机床中的卧式双面组合机床。
(一)组合机床设计1、概述组合机床是根据工件加工需要,以大量系列化、标准化的通用部件为基础,配以少量专用部件,对一种或数种工件按预先确定的工序进行加工的高效专用机床。
组合机床能够对工件进行多刀、多轴、多面、多工位同时加工;可完成钻孔、扩孔、镗孔、攻螺纹、铣削、车孔端面等工序。
(1)组合机床的类型根据所选用的通用部件的规格大小以及结构和配置形式等方面的差异,将组合机床分为大型组合机床和小型组合机床两大类。
习惯上滑台台面宽度B≥ 250mm的为大型组合机床,滑台台面宽度B<250mm的为小型组合机床。
根据大型组合机床的配置形式,可将其分为具有固定夹具的单工位组合机床、具有移动夹具的多工位组合机床和转塔式组合机床三类。
具有固定夹具的单工位组合机床特别适用于加工大、中型箱体类零件。
在整个加工循环中,夹具和工件固定不动,通过动力部件使刀具从单面、双面或多面对工件进行加工。
这类机床加工精度较高,但生产率较低。
按照组成部件的配置形式及动力部件的进给方向,单工位组合机床又分为卧式、立式、倾斜式和复合式四种类型。
具有移动夹具的多工位组合机床的夹具和工件可按预定的工作循环,作间歇的移动或转动,以便依次在不同工位上对工件进行不同工序的加工。
这类机床生产率高,但加工精度不如单工位组合机床,多用于大批量生产中对中小型零件的加工。
按照夹具和工件的输送方式不同,可分为移动工作台式、回转工作台式、中央立柱式和鼓轮式四种类型。
转塔式组合机床的特点是几个多轴箱安装在转塔回转工作台上,各个多轴箱依次转到加工位置对工件进行加工。
按多轴箱是否作进给运动,可将这类机床分为两类:1)只实现主运动的转塔式多轴箱组合机床;2)既实现主运动又可随滑台作进给运动的转塔式多轴箱组合机床。
转塔式组合机床可以完成一个工件的多工序加工,因而可以减少机床台数和占地面积,适宜于中、小批量生产。
(2)组合机床的通用部件按通用部件在组合机床上的作用,可分为下列几类:1)动力部件动力部件是组合机床的主要部件,它为刀具提供主运动和进给运动。
组合机床的总体设计组合机床总体设计内容和步骤与普通机床相同,但由于组合机床只加工一种或数种工件的特定工序,工艺范围窄,主要技术参数已知;且工艺方案一旦确定,也就确定了结构布局;因而总体设计的侧重点不同,主要是通过工件分析等掌握机床设计的依据,画出详细的加工零件工序图;通过工艺分析,画出加工示意图;然后今昔功能总体布局,画出机床尺寸联系图。
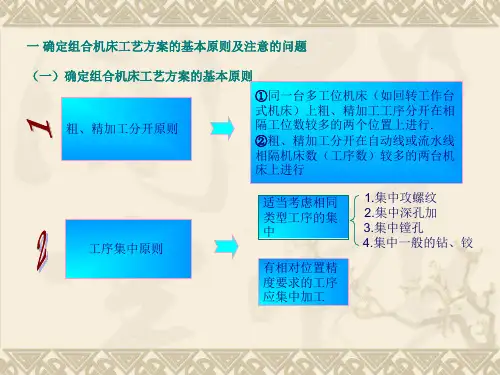
一、制订工艺方案1、选择合适,可靠的工艺方法2、粗、精加工要合理安排3、工序集中的原则4、定位基准及夹紧点的选用原则此步骤已经完成。
二、确定组合机床的配置形式和结构方案通常,在确定工艺方案的同时,也就大体上确定了组合机床的配置形式和结构方案。
但是还要考虑下列因素的影响。
1. 加工精度的影响工件的加工精度要求,往往影响组合机床的配置形式和结构方案。
例如,加工精度要求高时,应采用固定夹具的单工位组合机床,加工精度要求较低时,可采用移动夹具的多工位组合机床;工位各孔间的位置精度要求高时,应采用在同一工位上对各孔同时精加工的方法;工件各孔间同轴度要求较高时,应单独进行精加工等等。
本次加工的零件各孔间的位置精度要求较高,所以采用在同一工位上对各孔同时精加工的方法。
2. 工件结构状况的影响工件的形状、大小和加工部位的结构特点,对机床的结构方案也有一定的影响。
例如,对于外形尺寸和重量较大的工件,一般采用固定夹具的单工位组合机床,对多工序的中小型零件,则宜采用移动夹具的多工位组合机床;对于大直径的深孔加工,宜采用具有刚性主轴的立式组合机床等等。
本次加工的零件外形尺寸和重量较大,采用固定夹具的单工位组合机床,因为要加工深120mm的孔,所以采用立式的组合钻床。
3. 生产率的影响生产率往往是决定采用单工位组合机床、多工位组合机床还是组合机床自动线的重要因素。
例如,从其他因素考虑应采用单工位组合机床,但由于满足不了生产率的要求,就不得不采用多工位组合机床,甚至自动线来进行加工。
4. 现场条件的影响使用组合机床的现场条件对组合机床的结构方案也有一定的影响。