纠正措施要求单表格格式
- 格式:doc
- 大小:14.50 KB
- 文档页数:1


程序名称:塑胶工模作业指引编号:3-PMD-01部门:塑胶工模审核日期:2004年11月29日审核员:黄燕琴、彭奕枫组长:判定不符合事项说明:主次观建1、模具图纸旧版的未管制。
√2、外发模具、精密模具配件未做检验。
√3、模具交接不清,无交接记录,不利于模具管控。
√4、操作规范不齐全,保养卡未落实保养,有未挂在机器上√改善措施:分析:单位主管:日期:年月日纠正措施验证:审核员:日期:年月日纠正措施改善期限:1个月 1.5个月2个月程序名称:基础设施控制程序编 号:2-DCC-06部 门:行政部审核日期:2004年11月30日审 核 员:黄燕琴、彭奕枫组长:不符合事项说明:主次观建1、生产辅助设备、基础设施、仪器、安全设施、办公设备等未纳入财产管制,无财产标识,无清单,无编号分析:单位主管:日期: 年 月 日纠正措施验证:审核员:日期: 年 月 日纠正措施改善期限:1个月 1.5个月2个月√判定改善措施:程序名称:检验和测试状态控制程序、不合格品控制程序、统计方法应用控制程序、预防措施控制程序、纠正措施控制程序编 号:2-DCC-15,2-DCC-20,2-DCC-21,2-DCC-22,2-DCC-23部 门:品质部/IQC 审核日期:2004年11月29日审 核 员:黄燕琴、彭奕枫组长:不符合事项说明:主次观建1、对合格来料的检验记录不齐全,只做了一部分,不能与采购订单对应,不能证明材料是经过检验。
分析:单位主管:日期: 年 月 日纠正措施验证:审核员:日期: 年 月 日纠正措施改善期限:1个月 1.5个月2个月判定√改善措施:程序名称:检验和测试状态控制程序、不合格品控制程序、统计方法应用控制程序预防措施控制程序、纠正措施控制程序、工序控制程序编 号:2-DCC-15,2-DCC-20,2-DCC-21,2-DCC-22,2-DCC-23,2-DCC-13部 门:品质部/QC/QA 审核日期:2004年11月29日审 核 员:黄燕琴、彭奕枫组长:不符合事项说明:主次观建1、QC 在生产前未对生产线点检,未做“点检表”2、制程不良开出的“不合格报告书”是一份品质部MEMO 的手写稿没有正式表单,没有效果确认栏。


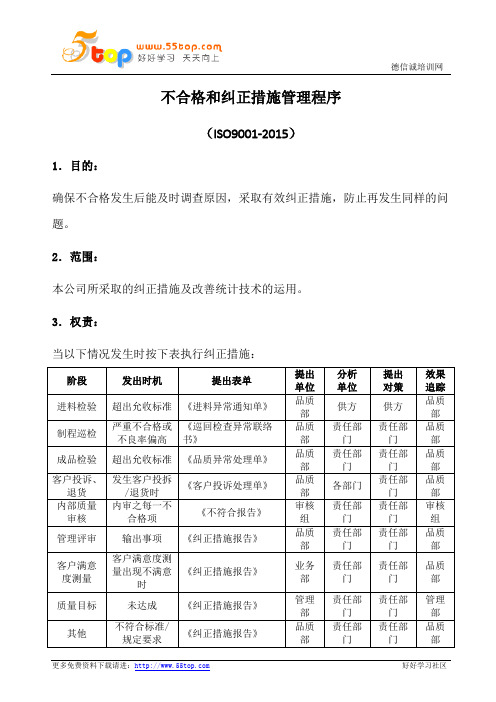
不合格和纠正措施管理程序(ISO9001-2015)1.目的:确保不合格发生后能及时调查原因,采取有效纠正措施,防止再发生同样的问题。
2.范围:本公司所采取的纠正措施及改善统计技术的运用。
3.权责:当以下情况发生时按下表执行纠正措施:4.定义:(无)5.作业流程5.1.1以上质量异常发生时,应由以上表中规定的部门填写适合表单送相关部门。
5.1.2供方的纠正措施:若供方来料不良,则由IQC填写《进料异常通知单》,采购部联络供方,由其分析原因并完成纠正措施;品质部应予以跟踪、确认。
5.1.3 本厂内部的纠正措施:a)本厂内部制程出现严重不良/不良连续发生或成品抽检不合格时,,由品质部开出《巡回检查异常联络书》或《品质异常处理单》交责任部门分析原因并采取纠正措施,品质部应予以跟踪、确认。
b)当质量/环境目标或环境绩效出现不符合时,管理部发出《纠正措施报告》,并由管理部进行跟踪确认直至问题改善。
c)内审发现不符合项依《内部审核控制程序》执行。
d)管理评审决议事项依《管理评审控制程序》执行。
e)客户满意度测量发现客户不满意时依《客户满意度测量控制程序》执行。
5.1.4客户投诉、退货之纠正状况:a)客户投诉/退货之纠正,由品质部负责组织相关部门填写《客户投诉处理单》,相关责任部门采取纠正措施直至问题改善,待品质部验证合格后将完成情况回复客户以取得客户满意。
具体参照《客户投诉控制程序》执行。
5.1.7 改善效果与确认:a)由(表一)所列权责部门依责任部门拟订措施及预估完成日期追踪。
b)若未改善,应要求重新分析原因及拟订对策,直到完全纠正。
5.1.5需要时,更新策划期间确定的风险和机遇,具体参见《风险管理程序》。
5.1.6如有必要,经确认有效的纠正措施应修订于相关的体系文件之中,具体的修订作业遵照《文件控制程序》执行。
5.1.7品质部或管理部应将所有纠正措施汇总登记在《纠正措施一览表》。
纠正措施实施情况应提交管理评审会议予以效果检讨、确认其合理性与有效性。
