产品装配工艺卡 封面
- 格式:doc
- 大小:29.00 KB
- 文档页数:1
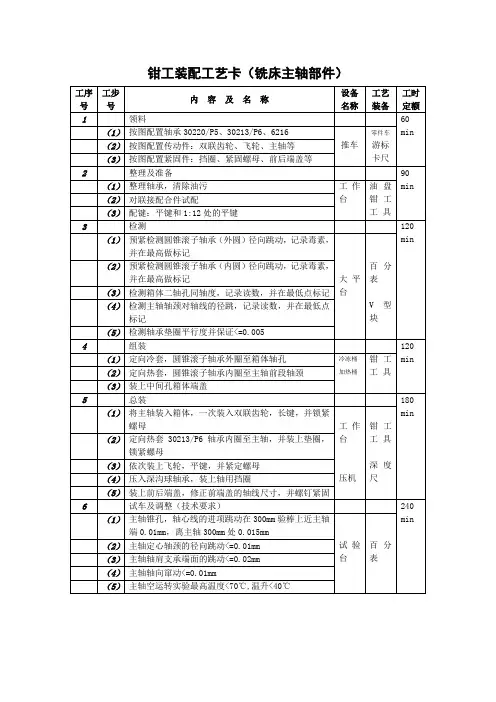
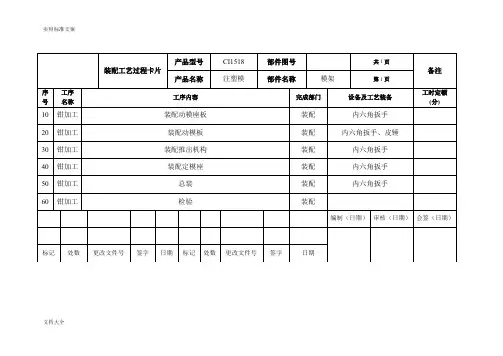
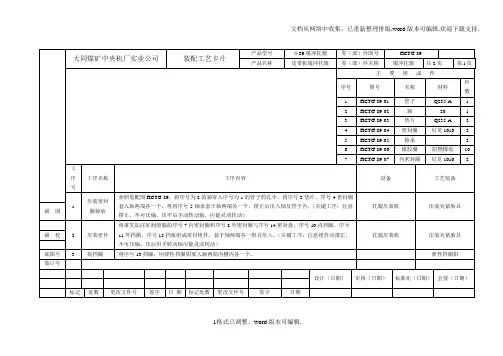
钳工装配工艺卡(铣床主轴部件)工序号工步号内 容 及 名 称设备名称 工艺装备 工时定额1 领料60 min(1) 按图配置轴承30220/P5、30213/P6、6216 推车零件车游标卡尺 (2) 按图配置传动件:双联齿轮、飞轮、主轴等 (3) 按图配置紧固件:挡圈、紧固螺母、前后端盖等 2 整理及准备90 min(1) 整理轴承,清除油污 工作台 油盘钳工工 具 (2) 对联接配合件试配(3) 配键:平键和1:12处的平键 3 检测120 min (1)预紧检测圆锥滚子轴承(外圆)径向跳动,记录毒素,并在最高做标记大平台百分表 V 型块(2) 预紧检测圆锥滚子轴承(内圆)径向跳动,记录毒素,并在最高做标记(3) 检测箱体二轴孔同轴度,记录读数,并在最低点标记 (4) 检测主轴轴颈对轴线的径跳,记录读数,并在最低点标记 (5) 检测轴承垫圈平行度并保证<=0.0054 组装120 min(1) 定向冷套,圆锥滚子轴承外圈至箱体轴孔冷冻桶加热桶 钳工工 具 (2) 定向热套,圆锥滚子轴承内圈至主轴前段轴颈 (3) 装上中间孔箱体端盖 5 总装180min (1)将主轴装入箱体,一次装入双联齿轮,长键,并锁紧螺母 工作台压机钳工工 具 深度尺 (2) 定向热套30213/P6轴承内圈至主轴,并装上垫圈,锁紧螺母 (3) 依次装上飞轮,平键,并紧定螺母 (4) 压入深沟球轴承,装上轴用挡圈(5) 装上前后端盖,修正前端盖的轴线尺寸,并螺钉紧固 6 试车及调整(技术要求) 240 min(1)主轴锥孔,轴心线的进项跳动在300mm 验棒上近主轴端0.01mm ,离主轴300mm 处0.015mm试验台百分表(2) 主轴定心轴颈的径向跳动<=0.01mm(3) 主轴轴肩支承端面的跳动<=0.02mm (4) 主轴轴向窜动<=0.01mm(5) 主轴空运转实验最高温度<70℃,温升<40℃。
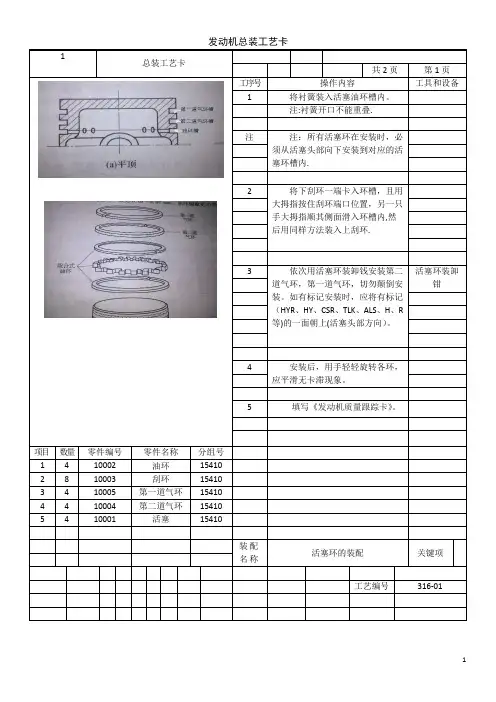
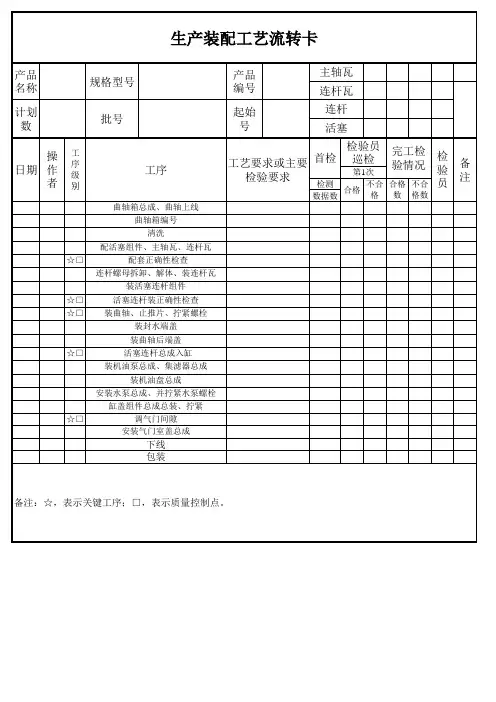
1总装工艺卡共2页第1页工序号操作内容工具和设备1 将衬簧装入活塞油环槽内。
注:衬簧开口不能重叠.注注:所有活塞环在安装时,必须从活塞头部向下安装到对应的活塞环槽内.2 将下刮环一端卡入环槽,且用大拇指按住刮环端口位置,另一只手大拇指顺其侧面滑入环槽内,然后用同样方法装入上刮环.3 依次用活塞环装卸钱安装第二道气环,第一道气环,切勿颠倒安装。
如有标记安装时,应将有标记(HYR、HY、CSR、TLK、ALS、H、R等)的一面朝上(活塞头部方向)。
活塞环装卸钳4 安装后,用手轻轻旋转各环,应平滑无卡滞现象。
5 填写《发动机质量跟踪卡》。
项目数量零件编号零件名称分组号1 4 10002 油环154102 8 10003 刮环154103 4 10005 第一道气环154104 4 10004 第二道气环154105 4 10001 活塞15410装配名称活塞环的装配关键项工艺编号316-01总装工艺卡共2页第2页1 将衬套压入连杆小头。
压力机2 将活塞置于红外加热器中加热至60℃~80℃.红外恒温加热器3 取出活塞并迅速擦净座孔,将活塞销推入一个座孔.清洁布4 在连杆小头衬套内涂上一层润滑油并把小头伸入活塞内,迅速使活塞销通过连杆小头直至活塞另一端销孔边缘。
注:安装时,活塞朝向标记应与连杆的朝向标记,方向一致。
5 装入挡圈。
挡圈钳7 安装连杆上瓦片,并将上瓦片标识与连杆凹槽对应。
6 填写《发动机质量跟踪卡》。
项目数量零件编号零件名称分组号1 1 10001 活塞154102 1 10006 活塞销154103 1 10007 连杆154104 2 10008 挡圈154105 1 10009 连杆上瓦片15410装配名称组装活塞与连杆关键项工艺编号316-01总装工艺卡共1页第1页工序号操作内容工具和设备1 安装机油滤清器接头并用扭力扳手拧紧,扭力扳手注:拧紧扭矩30.8~57.2N2 在机油滤清器支架上分装机油滤清器支架锥形螺栓并拧紧。
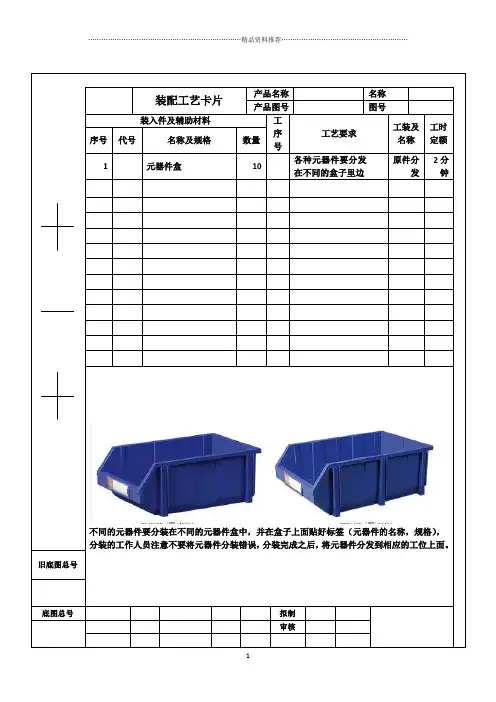
不同的元器件要分装在不同的元器件盒中,并在盒子上面贴好标签(元器件的名称,规格),分装的工作人员注意不要将元器件分装错误,分装完成之后,将元器件分发到相应的工位上面。
该步骤焊接D1,D2,D3,D4
检查K1,D1,D2,D3,D4各焊点是否有虚焊漏焊
插装R1,R2,R3,注意不要差错位置
焊接R1,R2,R3,注意焊接要求及步骤,不要有虚焊漏焊
仔细检查R1,R2,R3是否有虚焊漏焊
拟制
插装LED,C1,在插装过程中注意二极管的正负极
拟制
焊接LED,C1,在焊接过程中注意焊接的步骤和要求,不要有虚焊漏焊
拟制
仔细检查LED,C1是否有虚焊漏焊
焊接导线B+,B-
焊接CA1,CA2以及交流电插头,注意不要有虚焊漏焊
将L+,L-穿入护线壳,备用
在插件时注意二极管的正负极不要插反,焊接时注意焊接的要求和步骤,不要有虚焊漏焊
在插件时注意二极管的正负极不要插反,焊接时注意焊接的要求和步骤,不要有虚焊漏焊
在插件时注意二极管的正负极不要插反,焊接时注意焊接的要求和步骤,不要有虚焊漏焊
拟制
拿到板子后先通电查看LED灯是否全发光,如果有没发光的,先检查是否有焊接问题,若没有焊接问题,再用万用表检测是否将二极管插反了
将主板带有保护套的L+,L-焊接到LED灯板上
拟制
将交流电插头焊接到CA1,CA2上面
将B+,B-焊接到蓄电池上面
仔细检查各导线之间是否有虚焊,漏焊或者导线脱落现象
剪掉所有的引脚,以备整装。
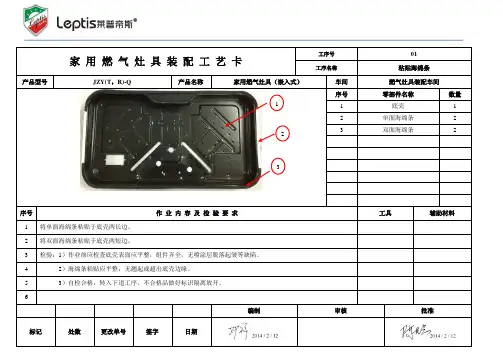
家 用 燃 气 灶 具 装 配 工 艺 卡工序号 01工序名称粘贴海绵条 产品型号JZY(T ,R)-Q产品名称家用燃气灶具(嵌入式)车间 燃气灶具装配车间序号 零部件名称数量 1 底壳 1 2单面海绵条 2 3 双面海绵条2序号 作 业 内 容 及 检 验 要 求工具 辅助材料1 将单面海绵条粘贴于底壳两长边。
2 将双面海绵条粘贴于底壳两短边。
3 检验:1)作业前应检查底壳表面应平整,组件齐全,无喷涂层脱落起皱等缺陷。
4 2)海绵条粘贴应平整,无翘起或超出底壳边缘。
5 3)自检合格,转入下道工序。
不合格品做好标识隔离放开。
6编制审核 批准123家用燃气灶具装配工艺卡工序号02工序名称安装炉脚产品型号JZY(T,R)-Q 产品名称家用燃气灶具(嵌入式)车间燃气灶具装配车间序号零部件名称数量1 橡胶炉脚 42 M5镀白锌螺母 41序号作业内容及检验要求工艺装备辅助材料1 用4粒M5镀白锌螺母将橡胶炉脚安装于底壳上。
气动螺丝刀2 检验:1)装配前应先检查海绵条粘贴平整,无翘起或超出底壳边缘。
3 2)装配应正确,平整,螺钉连接牢固而不滑牙。
4 3)自检合格,转入下道工序。
不合格品做好标识隔离放开。
56编制审核批准家 用 燃 气 灶 具 装 配 工 艺 卡工序号 03工序名称安装脉冲器,电池盒 产品型号JZY(T ,R)-Q产品名称家用燃气灶具(嵌入式)车间 燃气灶具装配车间序号零部件名称 数量 1 热电偶脉冲器 1 2 电池盒1 3M4*8大扁头镀镍自攻螺钉 4 4 M4*8圆头镀彩锌机丝 2 5 M4圆头镀镍螺母2 6 长隔热板1序号 作 业 内 容 及 检 验 要 求工艺装备 辅助材料1 用2粒M4*8大扁头镀镍自攻螺钉将电池盒固定于底壳上。
气动螺丝刀2 用2粒M4*8圆头镀彩锌机丝和2粒M4圆头镀镍螺母,将单线热电偶脉冲器固定于底壳上。
3 将脉冲器电源线路连接于电池盒正负输出插片上(红色线路为正极,黑色线路为负极)。
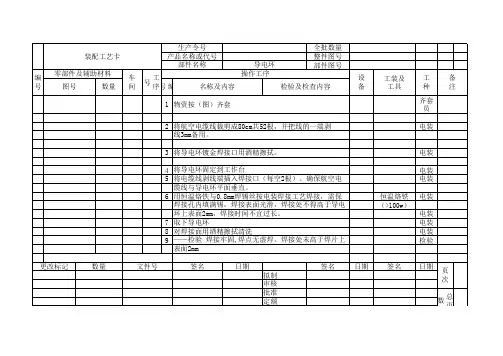
工艺流程图产品名称产品图号LED显示屏电缆AAA-1信号线制作流程电源线加工流程旧底图总号更改标记数量更改单号签名日期签名日期第3页项宏红2013.10 拟制共7页底图总号项宏红2013.10 审核第1册魏纤2013.10 标准化共1册工艺流程图产品名称产品图号LED显示屏电装AAA-2LED显示屏电装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第 4 页项宏红2013.10 拟制共7 页底图总号项宏红2013.10 审核第 1 册魏纤2013.10 标准化共1 册装配工艺过程卡片产品名称LED显示屏名称电装-元件加工产品图号AAA-3 图号装入件及辅助材料工作地工序号工种工序(步)内容及要求设备及工装工时定额序号代号、名称、规格数量1 电容、发光二极管电装车间装配工发光二极管加工:H=T(印制板厚度)+L(1.5mm)=3.1±0.2mm,电容成型按《元器件预加工典型工艺》GLL.780.0001要求加工,成型后电容引脚应垂直,剪切口无毛刺。
LED自动剪脚机手工发光二极管发光二极管加工:H=T(印制板厚度)+L(1.5mm)=3.1±0.2mm电容:成型后电容引脚应垂直,剪切口无毛刺。
H=3.1±0.2mm 旧底图总号底图总号更改标记数量更改单号签名日期拟制项宏红魏纤2013.10 审核魏纤2013.10标准化第5页共7 页批准描图: 描校:H工艺流程图产品名称产品图号LED显示屏封装AAA-4LED显示屏封装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第6 页项宏红2013.10 拟制共7 页底图总号项宏红2013.10 审核第1 册魏纤标准化共1 册工艺流程图产品名称产品图号LED显示屏组装AAA-5LED显示屏组装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第7 页项宏红2013.10 拟制刘凯2013.10共7 页底图总号项宏红2013.10 审核郭东超2013.10第 1 册魏纤2013.10 标准化共 1 册。
xx电动车有限公司装配工艺过程卡产品型号产品代号产品名称第1页牛头倒装款通用通用电动三轮车共46页工序号W0001 工序名称漆后件周转车间整车工段工序类别关键工序序号图号名称单位数量工步号操作内容工序工作质量标准工辅具辅料检验内容备注1 按照生产计划及上线顺序,确认漆后件,只周转检验合格分拣不合格品,品管部评审。
周转车、毛毡布互检:漆面有无橘皮、流的漆后件。
有漆面接触的部位就有防护挂、残渣、针孔、色差等2 周转过程中,摞放时要采取防护措施,避免漆面磕碰损伤。
摞放高度不超过4个缺陷以及磕碰、变形、划3 车架摞放,采取前后交错的方式;摞放高度不超过4个伤等4 车厢摞放,采取底—底、面—面相对的方式;自检:磕碰、变形、划伤编制审核会签A 赵彬编制 审核 会签A B 工序号 W0001 工序名称漆后件周转 车间 整车工段工序类别关键工序序号 车型 车架货厢座桶护杠备注 图号 说明 图号 说明图号说明 图号 说明 1 BV504DQZKB 504DQZK-2801010B1 504DQZK-8500010B 800×880 折叠车厢 504DQZK-2802010B1 专用座桶 2 BV504DQZKC 504DQZK-2801010C1 504DQZK-6800100C 830×740折叠车厢 504DQZK-2802010C专用座桶 3 BV504DQZKD 504DQZK-2801010D 加宽车架504DQZK-8500010D 830×910折叠车厢专用座桶5 BV504DQZK-2B BV504DQZK-2-2800001BBV504DQZK-2-8500001B 1.2m×0.85m 504DQZK-2-2802010B小方座桶 504DQZK-2-8500020B 1090×800×425单开高护 5 BV504DQZK-2C BV504DQZK-2-8500001C 1.2m×0.85m 小方座桶 504DQZK-2-8500020C/21C 330×800×425 前后双护栏 6 BV504DQZK-4A BV504DQZK-4-2800001A BV504DQZK-4-8500001A 1.0m×0.8m 小方座桶 504DQZK-4-8500020A 880×755×425单开高护 7 BV504DQZK-4C BV504DQZK-4-8500001 1.1m×0.8m 小方座桶504DQZK-4-8500020C 980×755×425单开高护 8 BV504DQZK-4D BV504DQZK-4-8500001D 1.1m×0.8m小方座桶 504DQZK-4-2801030D/40D 280×755×425前后双护栏 9 BV505DQZK-4A BV504DQZK-2-2800001BBV504DQZK-2-8500001B 1.2m×0.85m 小方座桶 504DQZK-2-8500020B 1090×800×425单开高护 10 BV505DQZK-4B BV504DQZK-2-8500001C 1.2m×0.85m 小方座桶 504DQZK-2-8500020C/21C 330×800×425 前后双护栏 11 BV505DQZK-5A BV504DQZK-4-2800001ABV504DQZK-4-8500001A 1.0m×0.8m 小方座桶 504DQZK-4-8500020A 880×755×425单开高护BV505DQZK-5CBV504DQZK-4-8500001 1.1m×0.8m小方座桶504DQZK-4-8500020C980×755×425单开高护编制 审核 会签A B BV505DQZK-5DBV504DQZK-4-8500001D1.1m×0.8m 小方座桶504DQZK-4-2801030D/40D 280×755×425前后双护栏 工序号 W0001 工序名称漆后件周转车间 整车 工段工序类别关键工序序号 车型 车架货厢座桶护杠备注 图号 说明 图号 说明图号说明 图号 说明 12 BV505DQZK-6A504DQZK-2801010B1504DQZK-8500010B800×880 折叠车厢 504DQZK-2802010B1专用座桶13 14 15 16工序号B0101 工序名称电机后桥部装车间整车工段工序类别关键工序序号图号名称单位数量1 电机只 12 后桥左半管只 13 后桥右半管只 14 GB/T70.1-2008 内六角螺栓M8*12 个125 GB/T83-87 弹垫Φ8 个12工步号操作内容工序工作质量标准工辅具辅料检验内容备注1 按车型确认物料车型电机半管长度BV504DQZKB 48V 350W 270mm, 后桥总长670,支架390*15下置,无拉杆支架BV504DQZKC 48V 350W 295mm, 后桥总长720,支架385*15下置,BV504DQZKD 48V 350W 350mm, 后桥总长830,支架540*15下置BV504DQZK-2B/2C 48V 350W 295mm, 后桥总长720,支架385*15下置,BV504DQZK-4A/4C/4D 48V 350W 270mm, 后桥总长670,支架390*15下置,BV505DQZK-4A/4B 48V 500W 295mm, 后桥总长720,支架385*15下置,BV505DQZK-5A/5C/5D 48V 500W 270mm, 后桥总长670,支架390*15下置,BV505DQZK-6A 48V 500W 270mm, 后桥总长670,支架390*15下置,编制审核会签A B工序号B0101 工序名称电机后桥部装车间整车工段工序类别关键工序序号图号名称单位数量1 电机只 12 后桥左半管只 13 后桥右半管只 14 GB/T70.1-2008 内六角螺栓M8*12 个125 GB/T83-87 弹垫Φ8 个12工步号操作内容工序工作质量标准工辅具辅料检验内容备注2 将电机放置到装配台架上,如图1示,把左半桥配装到电目测弹垫压平气扳机目视电机轴向与后桥轴机上(电机加油口与后桥板簧座反向),用6颗M8*12的内向平行高度无明显偏斜六角螺丝加6颗Φ8弹垫连接,先如图2用气扳机(带六角紧固扭力矩值:16-21N.m旋具头)打紧,再用9mm六角扳手复紧。