汽车前轴制坯辊锻工艺分析与模具设计
- 格式:pdf
- 大小:572.90 KB
- 文档页数:3

汽车前轴成型辊锻工艺的制作方法汽车前轴是汽车悬挂系统的重要组成部分,它承受着车辆的整体重量和悬挂系统的动力传递。
为了确保汽车前轴的强度和耐久性,需要采用一种高效的制造工艺。
其中,汽车前轴成型辊锻工艺是一种常用的制造方法。
汽车前轴成型辊锻工艺是通过将金属材料在辊锻机上进行连续辊锻而成的。
该工艺具有高效、节能、材料利用率高等优点,能够满足汽车前轴的制造要求。
汽车前轴成型辊锻工艺的制作方法需要准备合适的金属材料。
一般情况下,汽车前轴采用的是碳素结构钢或合金钢。
这些材料具有良好的强度和韧性,能够满足汽车前轴在使用过程中的要求。
然后,将准备好的金属材料放入辊锻机中进行加热。
加热温度需要根据具体的材料和工艺要求来确定,一般在材料的热加工温度范围内进行加热。
加热的目的是使金属材料达到足够的塑性,便于后续的辊锻成型。
接下来,将加热后的金属材料送入辊锻机的辊道中进行连续辊锻。
辊锻是通过辊锻机上的上、下两个辊轮对金属材料进行挤压和拉伸,从而使其形成所需的形状和尺寸。
整个辊锻过程需要控制好辊轮的间距和辊轮的转速,以确保金属材料得到均匀的变形。
在辊锻过程中,需要注意控制金属材料的温度和变形速度。
温度过高或变形速度过快都会导致金属材料的质量下降,甚至出现裂纹和破损。
因此,需要根据具体的材料和工艺要求来确定合适的辊锻参数,以确保辊锻成型的质量。
辊锻成型完成后,需要对汽车前轴进行热处理来提高其强度和硬度。
热处理工艺一般包括淬火和回火两个步骤。
淬火是通过将前轴加热至临界温度,然后迅速冷却,使其获得高硬度和强度。
回火是在淬火后将前轴加热至适当的温度,然后缓慢冷却,以减轻淬火过程中产生的内应力和脆性。
对辊锻成型后的汽车前轴进行机械加工和表面处理。
机械加工包括车削、铣削、钻孔等工艺,用于进一步修整前轴的形状和尺寸。
表面处理一般采用喷涂或镀层等方法,以提高前轴的耐腐蚀性和美观度。
汽车前轴成型辊锻工艺是一种高效、节能的制造方法。
通过适当的材料选择、加热、辊锻、热处理和机械加工,可以获得具有良好强度和耐久性的汽车前轴。
毕业设计---汽车前轴热模锻工艺设计(可编辑)(文档可以直接使用,也可根据实际需要修改使用,可编辑推荐下载)毕业设计(论文)BACH ELOR DISSERTATI ON论文题目:汽车前轴热模锻工艺设计学位类别:工学学士学科专业:机械设计制造及其自动化汽车前轴热模锻工艺设计摘要冲击载荷大、形状复杂的汽车前轴对强度、刚度和疲劳寿命的要求更苛刻,因为它的质量直接或间接的影响到汽车的驱动系统的平稳性和车辆荷载的安全行驶。
所以必须通过模锻成形来热模锻卡车和大型客车的前轴,来确保零件的强度和疲劳寿命指标。
热模锻,是锻造工艺技术的一种,一般是指将金属毛坯加热至高于材料再结晶温度,利用模具将金属毛坯塑性成形为锻件形状和尺寸的精密锻造方法。
现在, 120MN热模锻压机作为一个整体模锻汽车前轴的生产工艺越来越普遍,并明显提高了工艺和模具设计的水平。
但为了达到提高产品质量和降低生产成本的要求,单件重量超过95kg的卡车前轴和载货汽车前轴,在生产过程中还存在不少困难和问题。
这篇文章是以典型载货汽车前轴作为对象,来分析和介绍G312汽车前轴的模锻工艺和模具设计。
关键词:汽车前轴;热模锻;模具设计;热校正;热处理Automobile Front Axle Hot Die Forging Process DesignABSTRACTImpact load, complex shape front axle strength, stiffness and fatigue life requirements for more demanding, because safe driving stability and vehicle affect its quality is directly or indirectly to the car's drive system load. It must be shaped to hot forging axle trucks and large buses by swaging, to ensure the strength and fatigue life of the index components.Hot forging, a forging technology, generally refers to the metal blank is heated to a temperature above the recrystallization temperature of the material, the use of metal mold plastic forming blank forging method for precision forging shapes and sizes.Now, 120 MN hot die forging press die forging of automobile front axle production process as a whole is becoming more common, and improve the level of technology and die design. But in order to improve product quality and reduce production costs, for more than 95 kg of truck front axle and truck front axle, many difficulties and problems still exist in the process of production. This article is based on a typical truck front axle as an object, to analyze and introduce G312 die forging technology and die design of automobile front axle.KEY WORD:Automobile front axle;Hot-die forge;Design of die;Thermal correction;Heat treatment目录第一章绪论 (1)1.1 课题的背景及意义 (1)1.2汽车前轴热模锻工艺及国内外研究现状 (1)1.2.1国外前轴锻件生产技术的发展 (1)1.2.2早期国内前轴的一些生产工艺 (2)1.3课题研究的主要内容 (2)第二章锻件的工艺分析及相关模膛设计 (3)2.1 锻件结构的分析 (3)2.2 锻件图的分析 (3)2.2.1 分模位置 (3)2.2.2 模锻斜度 (4)2.2.3 锻件圆角半径 (5)2.2.4 锻件热处理 (5)2.3 锻件加工工艺初步拟定 (5)2.4 锻件基本参数分析 (6)2.5 热模锻压力机的吨位选择 (6)2.5.1 模锻力 (6)2.5.2 设备规格选择 (7)2.6 制坯工步分析 (7)2.6.1 制坯工步设计要求 (7)2.6.2 制坯工步选择 (7)2.6.3 确定原毛坯尺寸 (7)2.6.4 前轴辊锻模的设计 (8)2.6.5 前轴弯曲模设计 (11)2.7 终锻模膛设计 (11)2.7.1 模膛尺寸 (11)2.7.2 飞边槽尺寸的确定 (12)2.8 切边模设计 (13)2.8.1 压力机的选取 (13)2.8.2 切边凸、凹模间隙 (14)2.8.3 切边凹模结构 (14)2.8.4 切边凹、凸模的固定 (14)2.9 热校正模膛设计 (14)2.9.1 热校正模膛设计要求 (14)2.9.2 校正模膛尺寸分析 (15)2.10 汽车前轴热模锻工艺流程最终确定 (15)第三章汽车前轴热模锻模架设计和主要模具装配图 (17)3.1 模架设计 (17)3.1.1 概述 (17)3.1.2 基本要求 (17)3.1.3 模架结构形式 (17)3.1.4 模架设计依据及内容 (17)3.1.5 导向装置 (19)3.1.6 顶料装置 (21)3.2 终锻模具装配图及相关零件图设计 (23)3.2.1 模架结构形式 (23)3.2.2 模块尺寸 (23)3.2.3 模块承压强度校核 (23)3.2.4 模架主要部件尺寸确定 (23)3.2.5 导向装置 (24)3.2.6 导柱导套的设计 (24)3.3 切边模装配图及相关零件图设计 (24)3.3.1 切边凸、凹模座设计 (24)3.3.2 卸飞边装置 (25)3.3.3 切边模总装配图 (25)3.4 热校正模具装配图及相关零件图设计 (25)3.4.1 模架各部分尺寸确定 (25)3.4.2 热校正模具总装配图 (26)第四章结论 (27)参考文献 (28)致谢 (29)第一章绪论1.1 课题的背景及意义汽车前轴生产制造已经随着汽车工业的快速发展有了很大进步,所以前轴质量也引起了越来越多的关注。
中文摘要本设计是对汽车前轮毂零件进行铸造毛坯工艺设计。
根据零件的使用条件、结构特点、生产批量,结合工厂现有设备等进行铸造工艺分析,确定了铸造方法、造型及造芯方法、凝固原则及浇注位置、分型面、砂箱中铸件数量、砂型数量等,完成了砂芯、浇注系统、冒口及冷铁、相关工装设备等设计,并进行铸件质量控制分析及制定了检验要求。
关键词:砂型铸造,工艺分析,工艺设计,质量控制ABSTRACTThis design is the casting blank technology design for front hub bearing in car. According to the application conditions, structural features, production batch of the part and existing equipment, it does the casting technology analysis, determines the method of casting, modeling, core making, solidification principles and pouring position, parting surface, the quantity of casting and mold, etc. It completes the design of sand core, pouring system, riser, chill, equipment, does the quality control analysis of casting and constitutes the inspection requirements.Keywords: sand mold casting,technology analysis,technology design,quality control目录第一章汽车前轮毂工艺分析....................................................... 错误!未定义书签。


锻造模具设计摘要模具是机械制造业中技术先进、影响深远的重要工艺装备,具有生产效率高、材料利用率高、制件质量优良、工艺适应性好等特点,被广泛应用于汽车、机械、航天、航空、轻工、电子、电器、仪表等行业。
随着我国汽车工业的迅猛发展,汽车性能不断提高,汽车零部件中对高精度、形状复杂锻件的需求量越来越大,锻造新工艺、省材、节能工艺等技术的开发对于新型汽车零件的生产尤为重要。
我国冲压模具无论在数量上,还是在质量、技术和能力等方面都已有了很大发展,但与国民经济需求和世界先进水平相比,差距仍很大,一些大型、精密、复杂、长寿命的高档模具每年仍大量进口,特别是中高档轿车的覆盖件模具,目前仍主要依靠进口。
本文主要是以轴类锻件的生产,加工工艺等,设计制造了,一些模具,包括,堕轮锻件的镦粗,终锻等后期加工模具。
首先介绍了,模具的一些简单情况,模具的分类,发展现状和趋势等,其次介绍了,零件的工艺性,毛坯的制定,镦粗,终锻模膛的设计,包括飞边槽的设计。
关键词:模具,终锻模膛,飞边槽,钳口,镦粗An inert wheel forging the design specificationAbstractMold is mechanical manufacturing technology advanced, profoundly important technical equipment,High production efficiency, material with high efficiency and good quality, technology parts good adaptability etc. Characteristics.Widely used in motor vehicles, machinery, aerospace, aviation, light industry, electronics, electric appliances, instruments and other industries.With the rapid development of China's automobile industry,The car's performance to improve, Auto parts of high precision, complicated shape of forging an increasing demand for,Forging new craft, material, energy saving technology province technology development for new type of car parts production is especially important.Our country stamping die in the number no matter, or in quality, technology and ability are already has great development,But with the national economy needs and the advanced world level, compared to a gap still, Some large, sophisticated, complex, the long life of high-grade die every year in the importation of large still, Especially in high-grade car covering mould, at present still mainly rely on imports.The paper is an inert round of forging production, Processing techniques, Design and manufacturing, some mould, including, fall round of forgings upsetting, eventually forging, and trimming punching production processing mould.Firstly introduces, die some simple case, the classification of mould, development situation and trends,Secondly introduces, the technology of parts, blank the formulation, the upsetting, and the design of the chamber forging die,Including flash slots of design, Introduced again, trimming punching the design of the composite film.Key words:Mould,Finally bore, Flash tank,Clamp mouth,Upsetting,Trimming, punching目录1.绪论 (1)1.1模具工业简介 (1)1.2模具分类 (1)1.3热锻的目的有三方面 (2)1.4我国锻造模具发展现状和趋势 (2)2.课题的分析拟定 (3)2.1零件的工艺性分析 (3)2.1.1制件的技术要求 (3)2.1.2确定工艺方案 (4)3.制定锻件图 (5)3.1确定分型面 (5)3.2确定加工余量和公差 (6)3.3估算锻件质量m (7)3.4计算加工余量公差 (7)3.5技术条件 (7)3.6模锻斜度 (8)4.设计终锻模膛 (8)4.1绘制齿轮热锻件图 (8)4.2确定飞边槽的尺寸 (9)4.2.1飞边槽形式 (9)4.2.2飞边槽的作用: (10)4.2.3飞边槽的尺寸确定方法: (10)4.3钳口的确定 (11)5.制坯模膛的设计 (13)5.1确定终锻模设备吨位 (13)5.2设计制坯模锻 (13)5.3制坯工步的确定 (15)5.4确定坯料长度 (15)6.锻模结构设计 (16)6.1模膛布置 (16)6.2镦粗台的设计 (16)6.3模块尺寸及要求 (17)6.4模块材料 (18)6.5燕尾槽尺寸 (18)7.模锻工艺流程 (18)8.锻模模具材料及其热处理的确定 (18)8.1锻锤模及切边模模具材料的确定 (18)8.2模具材料热处理的硬度要求 (18)9.热锻模的失效形式 (19)结论 (20)致谢 (21)参考文献 (22)1.绪论1.1模具工业简介模具工业是国民经济的重要基础工业之一。
重卡前轴预成形辊锻工艺试验及结果分析北京机电研究所蒋鹏杨勇余光中曹飞中国重汽济南动力有限公司锻造厂成希锋刘作乐李建祖郭文凤摘要介绍了重卡前轴预成形辊锻工艺试验与结果分析。
通过工艺试验,解决了弹簧板展宽不够、厚度不足、折叠、咬肉等问题。
工字梁截面充不满和第一、二道辊锻稳定性的问题,根据现场调试的实际情况加以解决,最终得到合格的辊锻件。
关键词:重卡前轴;预成形辊锻;工艺调试AbstractThe process experiment and result analysis of preceding roll forging for heavy truck front axle introduced in this paper. In the course of trial,many problems were solved,including the insufficient width and thickness of the spring seat,fold and scraping material,the unfilled sections of the joist,and the stabilization of the 1st and 2nd step in roll forging. According to the locale of experiment, these problems were solved and gained the satisfied roll-forged forgings in the last.Keywords: front axle of heavy truck; preceding roll forging; process experiment1 引言国内前轴锻件生产一般可分为锤上模锻、重型热模锻压力机上模锻、成形辊锻和精密辊锻-整体模锻工艺等几种[1]。
辊子类锻件成形模具设计周斌辊子类锻件是目前锻造生产厂最常见的锻件产品之一。
在国民经济飞速发展的今天,我国锻造技术,特别是锻造模具设计及应用上取得了丰硕成果。
但与国外先进技术相比,尤其在根据产品类型及生产环境选取适合的模具方面,还存在不小差距。
笔者根据生产经验,对辊子类锻件的生产模具进行了创新设计。
能。
以往大部分锻造厂商锻造辊子类产品选用上平加下V形模具(见图1)或上V形加下V形模具(见图2)进行锻造,选取以上两种模具锻造常出现如下问题:①锻件表面不光滑、不平整,影响后续加工。
②若上下模具没完全对齐,错位锻造,易在锻件表1. 模具工艺分析辊子类锻件模具选用,直接决定着锻件表面质量和内部性圆形转变为椭圆形,再轧制成圆形,比较两道次的变形过程,第一道次变形量较大。
从图9、图10两道次辊锻变形过程中材料流动速度场可看出,第二道次辊锻后滑区中,坯料中部与两端节点流动速度差别虽然比较大,但坯料与辊锻模接触的大部分范围内速度差别很小,几乎相等。
坯料前滑区与辊锻模接触部分金属流动速度较慢,两侧金属流动速度则很快。
(待续)作者简介:肖来斌,陶善虎,合肥汽车锻件有限公司;陈国强,陈文琳,合肥工业大学材料科学与工程学院。
图1 上平+下V形模具锻造图2 上V+下V形模具锻造(b)稳态辊锻阶段图9 第一道次辊锻变形过程中速度场变化(a)初始咬入阶段(b)稳态辊锻阶段图10 第二道次辊锻变形过程中速度场的变化(a)初始咬入阶段图3 摔子模具结构1. 9. 弹簧垫圈2. 压垫3. 内六角头螺钉4. 上砧 5、6、7. 砧块 8. 定位螺栓 10、11. 导柱 12. 斜铁 13. 砧座 14. 弹簧 15. 导向垫Forgi n g锻造面出壳,并影响内部性能。
③辊 子类锻件后期表面精整缓慢,易 出现锻件表面温度低,无法再进 行锻造。
鉴于以上锻造缺陷,为保证 辊子类锻件表面质量、内部性能 及生产效率,使模具发挥更好作 用,我们进行了创新,设计了摔 子来代替以往锻造模具。
毕业设计锻造工艺分析与模具设计引言:锻造是一种常用的金属成形工艺,通过将金属材料加热至一定温度后,施加压力使其发生塑性变形,从而得到有一定形状和性能要求的零件。
锻造工艺及其模具设计对于产品质量和生产效率具有重要影响。
本文将通过对锻造工艺的分析以及模具的设计,来提高锻造工艺的可靠性和效率。
一、锻造工艺分析:1.工件材料选择:锻造材料应具有良好的塑性和延展性,常用的锻造材料有钢、铝合金、铜等。
2.工件形状:锻造可以制造出各种形状的零件,包括轴类零件、板类零件、环件、齿轮等。
根据不同工件形状选择合适的锻造工艺和模具。
3.工艺流程:锻造的工艺流程主要包括预加工、加热、锻造和冷却四个步骤,其中加热和冷却步骤对于工件的质量和机械性能影响较大。
二、模具设计:1.模具材料选择:模具的材料应具有高强度、高硬度和耐磨性,一般选择优质的合金钢或高速钢。
2.模具结构设计:根据工件的形状和要求设计模具的结构,包括模座、上模板、下模板、合模机构等部分。
合理的模具结构能够提高锻造的生产效率和产品质量。
3.模具的制造与使用:模具的制造需要严格按照设计要求进行工艺加工,包括切割、铣削、磨削等工序。
在使用过程中,要注意模具的保养和维护,以延长模具的使用寿命。
三、锻造工艺改进:1.工艺参数调整:通过对锻造工艺参数的优化调整,可以改善工件的质量和机械性能,如锻造温度、锻造速度、锻造压力等。
2.工装夹具设计:合理设计工装夹具能够提高生产效率和工件的一致性,减少工人的劳动强度。
3.自动化生产:采用自动化设备进行锻造,可以减少人力投入,提高生产效率和产品质量。
结论:通过对锻造工艺的分析和模具的设计,可以提高锻造工艺的可靠性和效率,同时改善产品的质量和机械性能。
随着科技的不断进步,锻造工艺将更加高效、精确和自动化。
在实际应用中,我们应根据具体情况进行灵活运用,并不断探索新的锻造工艺和模具设计方法,以满足不断变化的市场需求。
本T 丝杠传动系;WESTWIND 主轴系统(转速100kprm/min ,可调);X 、Y 、Z 向运动速度40m/min (可调);钻孔精度±0.02mm ;下钻频率(70~80)次/min;加工对象:材料:45号钢;孔数:59个;孔径数:3种(Φ4mm ,Φ6mm ,Φ8mm )。
图3汽车钢圈隔离扣塑料模具顶针板的加工示意图从实验数据,如表1所示,可以看出,优化处理后的路径明显得到改善,提高实际加工效率15.6%。
若是在一模穴数多、单件孔数特别多的情况下,改进效果更加明显。
5结论作者面向工程应用提出了一种算法,用以解决塑料模具顶针板孔群加工时的轨迹优化问题。
该算法应用数学上的“便宜”算法,经过实例验证,该方法优化的刀具路径和原始的未经处理的路径相比,大大缩短了加工时间。
但由于考虑到生产的实际问题,这一算法所得到的结果只是近似的,尚需进一步提高算法的效率和性能,用以解决海量顶针板孔加工的轨迹优化问题。
表1实验数据分析孔径(mm)孔数(个)主轴转速(kprm/min )进给速度(m/min )优化前路径(mm )优化后路径(mm )缩短路径(mm )埭44840301487.61279.3208.3结论:优化前路径总长2412.5mm ,优化后路径总长2063.2mm ,共缩短376.3mm ,相比提高了实际加工效率15.6%。
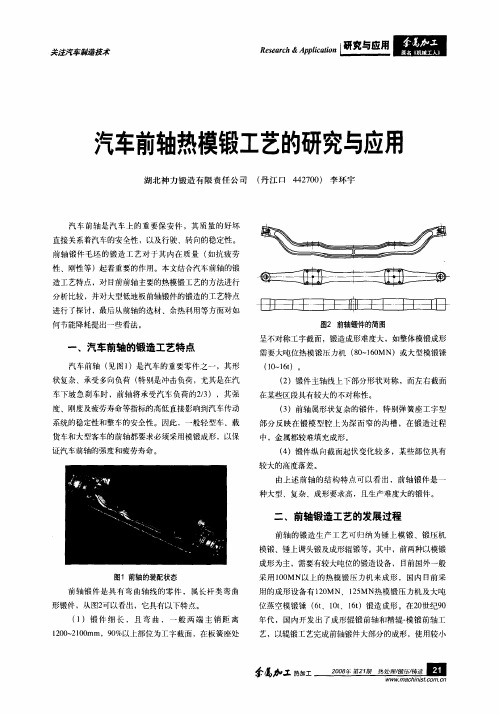
埭683060520474.845.2埭832580440.9282.1122.8参考文献1周永泰.国际视野下的中国塑料模具业[J ].国外塑料,2007(5):45~472李和,平吴霞.现代模具行业现状与发展趋势综述[J ].商场现代化,20073周永泰.中国模具行业面临的机遇与挑战[J ].航空制造技术,2007(4):64~664塑料模具———模具业未来的佼佼者[J ].现代制造,2006(4):645塑料模具业持续高速发展[J ].现代制造,20076王英章,李坚,徐宗俊.TSP 改进算法及在PCB 数控加工刀具轨迹中的应用[J ].重庆大学学报,2004(12):80~817王树禾.图论及其算法[M ].合肥:中国科学技术大学出版社,1990文章编号:1001-3997(2010)10-0243-03埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭1引言前轴是汽车承受载荷较大的重要保安件之一,要求具有较高的强度和疲劳寿命。
汽车前轴成形辊锻及模锻复合工艺采用制坯辊锻、预成形辊锻和终成形辊锻工艺实现前轴工字形断面的成形及两端的制坯,然后进行弯曲和整体终锻成形。
整体终锻成形是对是对两端的“拳头”终锻成形,而对中段工字形部分只是起整形作用,因此所需设备轧制力小[1-3]。
制坯辊锻是整个成形辊锻及模锻复合工艺能否正常进行的关键,因此有必要对制坯辊锻工艺进行基于热力耦合的有限元模拟,以获得工件的金属流动规律和工模具的温度场变化趋势,为汽车前轴锻件的制中图分类号:TH16文献标识码:A汽车前轴制坯辊锻工艺分析与模具设计*李如雄1王金铝2(1景德镇陶瓷学院机电学院,景德镇333403)(2无锡透平叶片有限公司,无锡214023)Blank-making roll-forging process and die design for automotive front axleLI Ru-xiong 1,WANG Jin-lv 2(1Department of Mechanical and Electrical ,JingDeZhen Ceramic Institute ,Jingdezhen 333403,China )(2Wuxi Turbine Blade Co.Ltd ,Wuxi 214023,China )【摘要】根据汽车前轴锻件的特点、技术条件与要求,对精密辊锻制坯工艺及模具设计进行研究,设计出前轴制坯辊锻、预成形辊锻和终成形辊锻模具,并分析了具有礼帽形型槽的异性截面和上压力轧制方式对制坯辊锻工艺的影响和作用。
关键词:前轴;辊锻制坯;辊锻工艺;模具设计【Abstract 】According to the characters ,technological condition and requirements of automotive front axle forging ,both the process of exact roll-forging billet and die design are studied ,as the result ,roll-forging die of front axle billet ,pre-completed roll-forging die and final roll-forging die are design respectively ,finally the groove with hat cross -section is analyzed and top pressure rolling method is proposed during blank -making roll-forging process.Key words :Front axle ;Roll forging performing ;Troll-forging technology ;Die design *来稿日期:2009-12-25*******************************************************Machinery Design &Manufacture机械设计与制造第10期2010年10月243坯辊锻工艺制订合理的参数和辊锻模具模膛的优化设计提供可靠的依据[4-6]。
2制坯辊锻工艺辊锻工艺设计的关键是设计计算毛坯图。
计算毛坯的横截面面积为:F j =F max k z (1)式中:F max —锻件最大横截面面积;k z —截面增大系数,k z =1.05-2.0,参照柴油机连杆辊锻实际取k z =1.7。
计算毛坯任一处的直径为:d j =4F j /π(2)计算毛坯截面图是沿锻件轴线方向截面积变化的图像,反映了锻件长度(轴线)上金属分布的情况。
图1为简化前和简化后的计算毛坯截面图,根据式(2)即可获得计算毛坯直径d j =100·3mm,圆整后取d j =115mm 。
原始坯料长度按下式计算:l 0=V 0F 0k y k t(3)式中:l 0—坯料长度;V 0—锻件体积;F 0—坯料截面积;k y —烧损系数;k t —飞边体积系数。
取k y =1.05,k t =1.2,根据式(3)可以求出l 0=660mm 。
552046003680276018409201302603905206507809101040117013001430长度l/mm表面积S /m m 2(a )简化前的计算毛坯截面图5580465037202790186093001302603905206507809101040117013001430长度l/mm表面积S /m m 2(b )简化后的计算毛坯截面图图1计算毛坯截面图3有限元模拟模型与工艺分析辊锻成形技术是轧钢与锻造两种变形方式交叉融合而产生的新技术,具有鲜明的特点,它将轧钢常用的定常孔型改变成沿轧辊周向不断变化的辊锻型槽,使成形范围大大扩展,也使变形状态复杂化。
为了更好地把握辊锻变形的特点和规律,得到辊锻成形过程的真实描述,完成辊锻变形的三维模拟,取整个工件为研究对象,如图2所示,某型号前轴终成形辊锻件图,截面左右形状对称,上下起伏变化较大,因此成形工艺模拟必须按三维有限元问题进行。
轧件材料45#钢材料的流动应力是轧制温度、应变和应变速率的函数。
即σ=f ε,ε,·εεT 式中:σ—应力;ε—应变;ε—应变速率;T —轧件温度。
图2前轴终成形辊锻件图采用表面-表面(STS )和库仑摩擦来模拟接触。
定义轧辊表面为目标面,轧件表面为接触面,轧辊和轧件间的摩擦系数μ=0.4。
3.1工艺分析采用基于热力耦合的刚粘塑性有限元法,将工件视为刚塑性体,将辊锻模具视为刚性体,并利用UG 软件实现汽车前轴辊锻模具的三维实体造型。
(1)终成型辊锻件模的设计考虑到辊锻件各个部位的前滑值,根据前滑值计算出模具圆弧长,并换算成相应的圆心角,终成型辊锻模见图3所示。
AB CDA B C DA-A B-B C-C D-D(a )前轴终成形辊锻上下模模型(b )前轴终成型辊锻模截面示意图图3前轴终成型辊锻模(2)预成型辊锻模的设计以终辊锻件图为依据,计算出辊锻件上两特征孔型之间各段体积,按照各相应段体积相等原则,计算出第二道辊锻件各长度,设计时中间工字梁按照终成型加飞边考虑,其他部位不考虑设计飞边。
设计的预成型辊锻模,如图4所示。
ABC DAB CD A-A B-B C-C D-D(a )前轴预成形辊锻上下模模型(b )前轴预成型辊锻模截面示意图图4前轴预成型辊锻模(3)制坯辊锻模的设计前锻件比较复杂,特别是钢板位、限位块部位的弹簧座工字梁一侧的长腿具有深而窄的部位,必须在制坯辊锻第一道次时获得最大程度的展宽,同时考虑到后几道辊锻过程中此处收到的压缩,因此,制坯模具设计了独特的异性截面—礼帽形型槽,并在上面刻有阻力槽,以解决制坯辊锻中产生的不均匀变形和所要求的展宽,采用这种截面比采用其他截面,如椭圆形、圆形、方形或菱形截面可得到更大的宽展量,且能解决预成形时左右侧存在的不均匀变形,避免毛坯的左右偏摆,解决了毛坯在型槽中的失稳问题,有利于整个辊锻过程的正常进行。
制坯辊锻模,如图5所示。
为保证制坯辊锻工件平直出模,采用“上压力”轧制方式,即是图中1处直径大于2处直径,为矫正制坯辊锻件向下弯曲,在辊锻机后方设置接料工作台。
第10期李如雄等:汽车前轴制坯辊锻工艺分析与模具设计244AB CA B C B-BC-CD-D(a )前轴制坯辊锻上下模模型(b )前轴制坯辊锻模截面示意图图5前轴制坯辊锻模3.2制坯辊锻模拟采用刚塑性材料模型(45#钢),在材料库中对应美国牌号ANSI-1045,原始坯料尺寸为Φ115mm ×660mm 的圆柱体,初始温度设定为1200℃;原始坯料共划分成22074个节点,99482个单元。
辊锻模具采用刚体模型,材料采用美国牌号模具刚ANSI-H-13,预热温度为300℃,下模共2306个节点,7055个单元,上模共2125个节点,6884个单元。