精密成形(辊锻)
- 格式:ppt
- 大小:1.06 MB
- 文档页数:42
第五节其它塑性成形方法随着工业的不断发展,人们对金属塑性成形加工生产提出了越来越高的要求,不仅要求生产各种毛坯,而且要求能直接生产出更多的具有较高精度与质量的成品零件。
其它塑性成形方法在生产实践中也得到了迅速发展和广泛的应用,例如挤压、拉拔、辊轧、精密模锻、精密冲裁等。
一、挤压挤压:指对挤压模具中的金属锭坯施加强大的压力作用,使其发生塑性变形从挤压模具的模口中流出,或充满凸、凹模型腔,而获得所需形状与尺寸制品的塑性成形方法。
挤压法的特点:(1)三向压应力状态,能充分提高金属坯料的塑性,不仅有铜、铝等塑性好的非铁金属,而且碳钢、合金结构钢、不锈钢及工业纯铁等也可以采用挤压工艺成形。
在一定变形量下,某些高碳钢、轴承钢、甚至高速钢等也可以进行挤压成形。
对于要进行轧制或锻造的塑性较差的材料,如钨和钼等,为了改善其组织和性能,也可采用挤压法对锭坯进行开坯。
(2)挤压法可以生产出断面极其复杂的或具有深孔、薄壁以及变断面的零件。
(3)可以实现少、无屑加工,一般尺寸精度为IT8~IT9,表面粗糙度为Ra3.2~0.4μ m,从而(4)挤压变形后零件内部的纤维组织连续,基本沿零件外形分布而不被切断,从而提高了金属的力学性能。
(5)材料利用率、生产率高;生产方便灵活,易于实现生产过程的自动化。
挤压方法的分类:1.根据金属流动方向和凸模运动方向的不同可分为以下四种方式:(1)正挤压金属流动方向与凸模运动方向相同,如图2-69所示。
(2)反挤压金属流动方向与凸模运动方向相反,如图2-70所示。
(3)复合挤压金属坯料的一部分流动方向与凸模运动方向相同,另一部分流动方向与凸模运动方向相反,如图2-71所示。
(4)径向挤压金属流动方向与凸模运动方向成90°角,如图2-72所示。
图2-69 正挤压图2-70 反挤压图2-71 复合挤压图2-72 径向挤压2.按照挤压时金属坯料所处的温度不同,可分为热挤压、温挤压和冷挤压三种方式:(1)热挤压变形温度高于金属材料的再结晶温度。
本T 丝杠传动系;WESTWIND 主轴系统(转速100kprm/min ,可调);X 、Y 、Z 向运动速度40m/min (可调);钻孔精度±0.02mm ;下钻频率(70~80)次/min;加工对象:材料:45号钢;孔数:59个;孔径数:3种(Φ4mm ,Φ6mm ,Φ8mm )。
图3汽车钢圈隔离扣塑料模具顶针板的加工示意图从实验数据,如表1所示,可以看出,优化处理后的路径明显得到改善,提高实际加工效率15.6%。
若是在一模穴数多、单件孔数特别多的情况下,改进效果更加明显。
5结论作者面向工程应用提出了一种算法,用以解决塑料模具顶针板孔群加工时的轨迹优化问题。
该算法应用数学上的“便宜”算法,经过实例验证,该方法优化的刀具路径和原始的未经处理的路径相比,大大缩短了加工时间。
但由于考虑到生产的实际问题,这一算法所得到的结果只是近似的,尚需进一步提高算法的效率和性能,用以解决海量顶针板孔加工的轨迹优化问题。
表1实验数据分析孔径(mm)孔数(个)主轴转速(kprm/min )进给速度(m/min )优化前路径(mm )优化后路径(mm )缩短路径(mm )埭44840301487.61279.3208.3结论:优化前路径总长2412.5mm ,优化后路径总长2063.2mm ,共缩短376.3mm ,相比提高了实际加工效率15.6%。
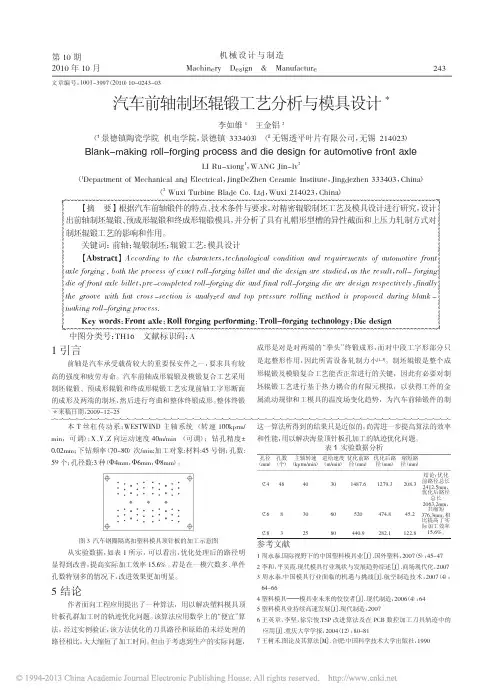
埭683060520474.845.2埭832580440.9282.1122.8参考文献1周永泰.国际视野下的中国塑料模具业[J ].国外塑料,2007(5):45~472李和,平吴霞.现代模具行业现状与发展趋势综述[J ].商场现代化,20073周永泰.中国模具行业面临的机遇与挑战[J ].航空制造技术,2007(4):64~664塑料模具———模具业未来的佼佼者[J ].现代制造,2006(4):645塑料模具业持续高速发展[J ].现代制造,20076王英章,李坚,徐宗俊.TSP 改进算法及在PCB 数控加工刀具轨迹中的应用[J ].重庆大学学报,2004(12):80~817王树禾.图论及其算法[M ].合肥:中国科学技术大学出版社,1990文章编号:1001-3997(2010)10-0243-03埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭埭1引言前轴是汽车承受载荷较大的重要保安件之一,要求具有较高的强度和疲劳寿命。
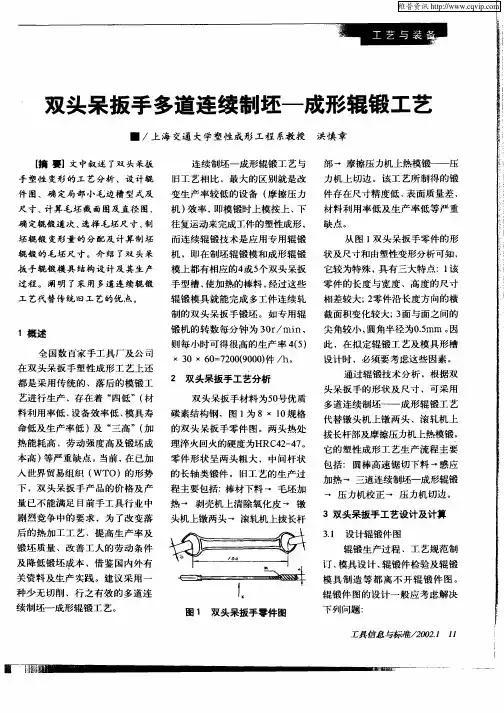
高效的生产工艺-自动化辊锻,汽车生产必用本圈每月组织工厂改善实践活动,征寻合作工厂,有意请与编辑联系辊锻是回转锻造的一种,属于连续局部塑性成形工艺。
相较于自由锻、模锻等锻造方法具有很多优点,现广泛应用于农机具、餐具、汽车零部件、叶片、工具行业等的制坯和成形工序,近年来在铁路、机车等行业关键零部件制坯中得到了广泛应用。
本文从辊锻变形原理、辊锻工艺特点、我国辊锻工艺研究与应用现状和辊锻工艺未来发展四个方面对辊锻工艺进行了介绍。
辊锻工艺是将纵向轧制技术引入锻造成形范畴,并经不断发展而形成的锻造工艺,属于连续局部塑性成形。
相比于自由锻、模锻等锻造方法具有很多优点,现广泛应用于农机具、餐具、汽车零部件、叶片、工具行业等的制坯和成形工序,近年来在铁路、机车等行业关键零部件制坯中得到了广泛应用。
辊锻的变形原理在常规轧制中,坯料轴线与轧辊轴线互相垂直,而且制件的运动趋势和轧辊的转向是一致的,可称之为纵轧。
辊锻是塑性变形中坯料长度小于轧辊圆周长的纵轧。
辊锻变形时通过一对反向旋转的模具使毛坯连续地产生局部变形。
平辊变形是辊锻最简单的变形情况。
随着上下辊的反向转动,坯料在高度方向受到了模具的挤压,产生塑性变形,高度减小,长度增加。
这一形变过程类似于纵轧,图中两虚线之间的区域为变形区。
变形的主要参数有变形区长度l、坯料入口断面的高度h0和宽度b0、坯料出口断面的高度h1和宽度b1、变形区所对应的轧辊圆心角α(咬入角)等。
平辊同轧制一样,坯料在辊锻任意时刻的变形情况,都可以代表整个变形过程,这个变形过程非常稳定。
但是,实际生产中的辊锻变形中,坯料轴向截面一般都发生变化,变形不稳定。
辊锻模具安装在锻辊上,随着上、下锻辊向相反方向的转动,坯料随模具型槽的变化发生连续、局部的塑性变形。
在实际生产中辊锻模具型槽截面在不断变化,则辊锻的变形区受力、辊锻过程中坯料的咬入、辊锻时的前滑、后滑和展宽都在不断变化,这导致辊锻过程比平辊复杂。
辊锻工艺及楔横轧工艺专业班级:138021学生姓名:张红男学号:13802103任课教师:耿佩设计时间:2015年12月航空材料工程学院目录一、工艺概论及特点......................................... 错误!未定义书签。
二、所用设备 (1)三、工艺过程及分类、应用 (1)四、分类过程及展望......................................... 错误!未定义书签。
一、工艺概念及特点概念:辊锻是回转锻造的一种,是材料在一对反向旋转模具的作用下产生塑性变形得到所需锻件或锻坯的塑性成形工艺。
它是成形轧制(纵轧)的一种特殊形式。
特点:辊锻工艺兼有锻和轧的特点,其产品精度高,表面粗糙度小,锻件质量好,因为辊锻时的金属纤维组织连续按锻件外廓分布,未被切断,组织均匀,力学性能好,精密辊锻后无需加工,避免了流线切断或外露的不利;辊锻连续转动,生产效率高,设备结构简单,对厂房和地基要求低,模具寿命长,辊锻是静压过程,金属和模具间相对滑动少,因而辊锻模寿命长5-10倍;所需设备吨位小,因为辊锻过程是逐步的,连续的变形过程,变形的每一瞬间,模具只与毛坯一部分接触,易于实现自动化,辊锻模具可用球墨铸铁或硬铸铁制造,以节省昂贵的模具钢和减少模具机械加工量。
辊锻除有上述特点外,也有其工艺局限性。
概念:两个带楔形模的轧辊,以相同的方向旋转,带动圆形坯料旋转,坯料在楔形型的作用下,轧制成各种形状的台阶轴。
这种横轧的变形主要为径向压缩和轴向延伸。
特点:生产效率高,通常是其它工艺的5-20倍。
如果产品的几何形状不太复杂,那么使用对称模具一次就可以加工一对工件。
在实际生产中,轧辊的转速通常为10-30rpm,那么每分钟至少可以轧制10--30个工件。
材料利用率高。
通常,在传统机械加工中(例如切削加工)约有40%的材料以切屑的形式浪费掉,而在楔横轧工艺中仅有不足10%的材料浪费掉。
近净成形技术-精密辊锻摘要为了提升航空产品竞争力,要求生产过程节约能源、节约材料、提高资源利用效率,发展、应用近净成形技术是一个有效途径,精密辊锻就是近净成形技术的一种典型加工方法,本文以航空产品叶片作为载体介绍了精密辊锻的应用及成型的加工工艺要点。
关键词近净成形;精密辊锻;工艺现代先进的航空装备产品,为了提升战场和市场竞争力,通常必须在质量(高)、效率(高)、寿命(长)、成本(低)等方面具有综合优势。
而质量、效率、寿命、成本的完美结合,需要通过先进的制造技术加以实现。
近净成形技术是目前制造技术中发展较快的先进技术,它实现了高质、高效、低成本的加工。
近净成形技术之一精密辊锻技术实现了“两高一低”的目标。
我国制造业在一个相当长的时期将获得快速发展,制造业特别是机械制造业的发展,要求生产过程节约能源、节约材料、提高资源利用效率,已成为能否以低成本、高质量、高效率参与国际市场竞争的十分重要的问题,发展、应用近净成形技术就是一个有效途径。
近净成形改变了传统的毛坯成形技术,使产品毛坯成形实现由粗放到精化的转变,使外部质量作到无余量或接近无余显,内部质量作到无缺陷或接近无缺陷,实现优质、高效、轻量化、低成本的成形。
金属零件近净成形技术是一种生产工序少、成本低、材料利用率高、成形精度高的金属零件直接加工技术,这些技术的应用不仅提高产品的性能,而且节省了大量的贵重金属,降低了成本。
精密辊锻就是近净成形技术的一种典型加工方法。
1 辊锻的分类及应用辊锻是将轧制变形引入锻造生产中的一种锻造新工艺,其特点就是在于通过一对反向旋转的模具使毛坯连续地产生局部变形。
即坯料在高度方向经辊锻模压缩后,除一小部分金属横向流动外,大部分被压缩的金属沿坯料的长度方向流动,因此,辊锻变形的实质是坯料的延伸变形过程。
辊锻工艺按其用途分为制坯辊锻与成形辊锻两类。
辊锻工艺按采用型槽的类型可分为开式型槽辊锻与闭式型槽辊锻两种方式。
开式型槽辊锻的模槽是刻制在两个辊锻模上,因而刻槽较浅,锻模的强度高,而且能量的消耗也较少。

第二讲1. 精密洁净铸造成形工艺气化模铸造工艺与设备概述气化模铸造按工艺方法主要分为两种:气化模-铡压铸造(EPC-V法)和气化模-精铸-负压复合铸造(EPC-CS法)。
EPC-V法铸造是气化模-振动计紧实负压工艺。
它利用气化模作一次性模型和不含水分、粘结剂及任何其他附加物的干砂造型,浇注和凝固期间铸型保持一定的负压度,由此获得近零起模斜度,可直接铸螺纹及曲折通道,表面光洁、尺寸精确、无飞边的近无余量少加工精密铸件。
EPC-CS法复合铸造是气化模-精铸-振动紧实负压复合铸造工艺。
它是用气化模代替蜡融出,将超薄型壳埋入无粘结剂干砂中,采用振动紧实造型,浇注和凝固期间铸型保持一定的负压度,而获得表面光洁、尺寸精确的无余量精密铸件。
气化模铸造是在实型铸造基础上发展起来的。
实型铸造由美国H.F.Shoyer发明并于1958年获得专利。
后经德国Witmoser等深入研究,1961年进入工业化生产,尤其对冶金矿山、造船和机械用大型、单件、小批量生产的铸件更为适宜,在工业生产中应用实型铸造的国家主要有美、英、法、俄、日、德、和中国等。
由于实型铸造采用可消失的聚苯乙烯塑料模,不存在普通砂型铸造从铸型中取出模样的困难,简化了铸造工序,降低劳动强度和成本,提高了生产效率。
但实型铸造存在着铸件表面质量差,尺寸精度低,易造成中、低碳钢铸件表面增碳和缺陷,因此限制了该工艺的发展和应用。
80年代,工业发达国家,在实型铸造基础上,针对上述问题进行了研究,推出了EPC-V法铸造工艺,引起了铸造界的关注,认为这是铸造行业上的一项突破。
福特、通用、菲亚特等汽车公司已开始应用该工艺生产汽车、发动机和涡轮机用铸件,如图28所示。
该工艺在欧洲、美洲、日本及中国也等到大力开发和应用。
然而,EPC-V法铸造工艺易于在铸件内存在气化残物和造成中、低碳钢铸件表面增碳、增氢缺陷[59],一般渗碳层深度为0.5~2.5mm,渗碳量(质量分数)在0.01%~0.6%之间,使铝合金铸件的气密性较差,从而限制了EPC-V铸造在生产铸铝、铸钢件中的应用。


刮板制坯辊锻的三维有限元数值分析李贝贝1,贺鹏1,闻瑶1,刘萧2(1.合肥工业大学材料科学与工程学院,安徽合肥 230009;2.淮北淮海顺泰精密锻造有限公司,安徽淮北235000 )摘要针对某型号刮板锻件的特点,提出对刮板的成形预先进行制坯辊段,来实现坯料的体积重新分配。
本文在三维造型软件UG环境中,完成对锻件、辊锻坯料的三维造型,同时分别对其进行模具型腔设计,为有限元模拟分析奠定了基础。
根据刚塑性有限元法,利用有限元分析软件DEFORM.3D对零件辊锻制坯成形工艺进行了模拟分析。
关键词制坯辊锻;三维造型;有限元分析1 引言目前,我国经济的快速增长及其高耗能性使其对能源需求快速增长,使得煤炭消费量大幅增长,促进对采煤设备的需求量。
刮板是刮板输送机和刮板转载机的重要部件,刮板不仅要求强度高、耐磨,而且要具有一定的韧性和抗腐蚀性。
矿山大型刮板件由于其形状的复杂性、锻造工艺性差等特点,导致了在成型过程中要求使用大吨位设备,而我国的许多大吨位设备依然是依靠进口,价格极高,国内有生产能力的生产厂家屈指可数,瓶颈在于大吨位设备[1-3]。
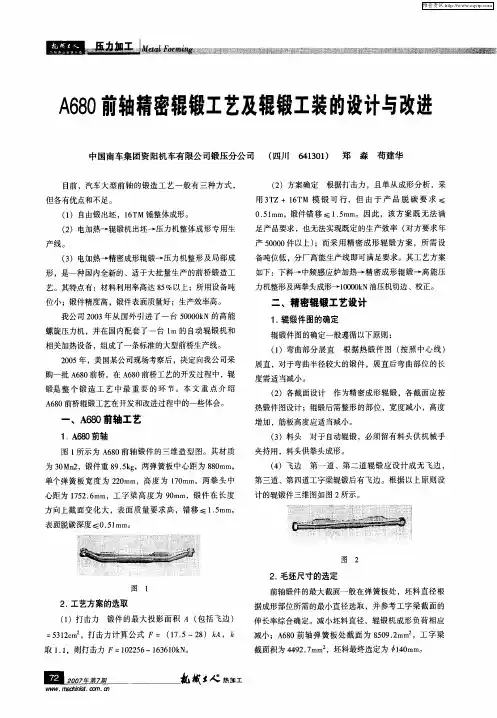
2 成形工艺的提出辊锻制坯模锻成形复合工艺的提出借鉴了研究比较深入的汽车前轴的辊锻-模锻复合成型技术。
刮板同汽车前轴相似,为大型细长类锻件。
国内前轴典型生产工艺有:锤上模锻工艺、热模锻压力机模锻工艺、前轴成形辊锻工艺、前轴精密辊锻-模锻工艺。
其中20世纪90年代北京机电研究所开发出前轴精辊-模锻成形工艺,是我国吸收国外先进技术、自行设计开发的。
该工艺具有新颖性、独创性,与当今世界领先水平的万吨级热模锻压力机模锻工艺相比,锻件表面质量、尺寸精度相当[4-5]。
汽车前轴精辊-模锻成形工艺包括制坯辊、成形辊和整体终锻。
由于刮板结构较为简单,因此在借鉴前轴精辊-模锻成形工艺的基础上采用辊锻制坯之后进行模锻成形的工艺。
辊锻制坯模锻成形其关键技术就是利用辊锻机进行金属体积重新分配,最终模锻时只有局部变形,从而使模锻负荷大大减少,可以选择较小的设备,从而显著降低模锻成型力[6-8]。
辊压成形特点
辊压成形工艺具有一系列显著的特点,具体如下:
1. 设备投资小且生产效率高。
与切削、磨削工艺相比,辊压成型工艺不仅生产效率高,而且节约材料,产品强度高、质量稳定。
这种工艺特别适于加工的特长短难于切削的工件,尤其对年产上百万件大批量的产品,采用辊压成型工艺最为有利,经济效益也最为可观。
2. 材料利用率高。
在辊压成形过程中,材料的回弹小,因此材料利用率高。
此外,辊压成型工艺可加工的工件材料强度高,进一步提高了材料的利用率。
3. 精度可控性强且质量稳定。
由于辊压变形是线接触,连续逐步地进行,所需变形力较小,一个行程可生产一个或几个工件,因此工件的精度可控性强,质量稳定。
4. 适用范围广。
辊压成型工艺不仅适用于螺纹紧固件行业,汽车、自行车等工业部门也采用辊压成型工艺加工形状复杂的零件。
5. 环保性较好。
与其他粉磨设备相比,辊压机粉尘少,噪声低,作业环境有较大的改善。
此外,在特定条件下(如加热条件),辊压成形还具有一些其他的特点。
例如,加热条件下的高强钢辊压成形技术可以减少所需的成型道次数,大大降低所需的成形力,并可解决高强钢回
弹的问题。
同时,该技术还可以消除辊压残余应力,避免加工硬化,使得可辊压成形的材料强度达到1500MPa及以上,材料厚度也得以扩大。