孔轴检测与量规设计基础
- 格式:pptx
- 大小:374.98 KB
- 文档页数:19
孔轴检测与量规设计基础课件 (一)孔轴检测与量规设计基础课件是机械制造专业学生必须学习的一个课程。
它的主要内容是介绍如何利用量具来进行孔轴配合的检测和量具的设计。
在制造过程中,孔轴配合的质量直接影响着产品的质量,因此,了解这门课程对于提高机械零部件配合精度和降低制造成本具有重要意义。
一、什么是孔轴配合?孔轴配合是指将一个圆轴插入圆孔内,两者能够满足一定要求的配合条件。
关于孔轴配合,最关键的就是要确定合适的公差。
公差是指允许两个配合面的偏差大小。
对于科学而言,任何物体都不是绝对精确的,但是如果能够掌握好公差范围,就可以让孔轴配合更符合要求。
二、孔轴配合质量检测对于孔轴配合检测而言,我们可以利用测量设备进行检测。
例如,我们一般会使用千分尺来测量孔的直径和轴的直径,然后比对两者的公差范围来判定配合是否合格。
此外,还可以通过利用限制光圈和限位导轨等测量仪器进行检测。
这些测量仪器可以将制造出来的零件放入其中,然后进行实时的测量,便于及时发现问题。
三、量规设计的基本原则量规是用于量形、量大小、位置、加工表面等几何要素的测量和对实际零部件的检查评定中使用的辅助工具。
量规设计的基本原则包括以下几点:1、削减工序:量规的设计要尽可能地削减工序,使其结构简单,生产成本低廉。
2、高精度要求:量规的设计一定要注重精度要求。
对于较高精度的量规而言,测量公差要尽量小,而测量精度要尽量高。
3、耐用性要求:量规的设计也要注重使用寿命的问题,以免频繁更换,增加生产成本。
总之,学好孔轴检测与量规设计基础课件,是提高制造业工人技能的基本要求。
只有掌握了这里面的知识,我们才能够更好地提高产品质量,满足客户的需求,进一步推动我国制造业的发展。

前言 (1)1.工作量规 (2)2.设计原则 (2)2.1泰勒原则 (2)2.1.1量规尺寸要求 (2)2.1.2量规形状的要求 (2)2.2量规的公差带 (3)2.2.1工作量规公差带 (3)2.2.2校对量规的公差带 (3)3、工作量规设计步骤 (5)4、计算说明 (5)5、量规的技术要求 (6)5.1量规材料 (6)5.2形位公差 (6)5.3表面粗糙度 (7)6、量规材料选用说明: (7)6.1合金工具钢 (7)6.2冷作模具钢 (8)6.3设计量规的所选材料 (8)6.4 制造工艺 (8)7.使用说明 (8)7.1 量规的使用型号 (8)7.2 使用参数要求 (8)8、量规的使用和维护注意事项 (9)8.1 使用量规注意事项 (9)8.2维护量具注意事项 (7)结束语 (9)参考文献 (11)致谢 (12)光滑极限量规是一种没有刻度的专用检验工具。
用光滑极限量规检验零件时,能判断零件是否在规定的验收极限范围内,而不能测出零件实际尺寸和形位误差的数值。
量规结构简单,使用方便、可靠、验收效率高。
因此,在大批量生产中得到广泛应用。
零件图样上被测要素的尺寸公差和形位公差按独立原则标注,一般使用通过计量器具分别测量。
当单一要素的孔和轴采用包容要求标注时,则应使用光滑极限量规(简称量规)来检验,把尺寸误差和形状误差都控制在尺寸公差范围内。
检验孔的量规称为塞规,检验轴的量规称为卡规或环规。
量规有通规和止规,通规和止规应成对使用。
通规用来模拟最大实体边界,止规用来检验孔或轴的实际尺寸是否超过最小实体尺寸。
用量规检验零件时,只要通规通过,止规不通过,则说明被测件是合格的。
量规的设计是作为负责机加工艺的管理者,必须掌握和熟悉工作量规的设计。
1.工作量规机件图样上被测要素的尺寸公差和形位公差按独立原则表注时,一般使用通用计量器具分别测量。
当单一要素的孔和轴采用包容要求标注时,则应使用光滑极限量规(简称量规)来检验,把尺寸误差和形状误差都控制在尺寸公差范围内。
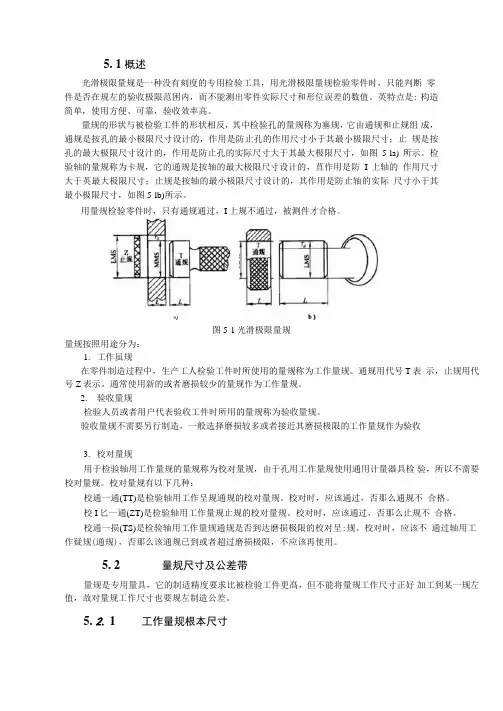
5. 1 概述光滑极限量规是一种没有刻度的专用检验工具,用光滑极限量规检验零件时,只能判断零件是否在规左的验收极限范困内,而不能测出零件实际尺寸和形位误差的数值。
英特点是: 构造简单,使用方便、可靠,验收效率高。
量规的形状与被检验工件的形状相反,其中检验孔的量规称为塞规,它由通规和止规组成,通规是按孔的最小极限尺寸设计的,作用是防止孔的作用尺寸小于其最小极限尺寸;止规是按孔的最大极限尺寸设汁的,作用是防止孔的实际尺寸大于其最大极限尺寸,如图5-la) 所示。
检验轴的量规称为卡规,它的通规是按轴的最大极限尺寸设计的,苴作用是防I上轴的作用尺寸大于英最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于其最小极限尺寸,如图5-lb)所示。
用量规检验零件时,只有通规通过,I上规不通过,被测件才合格。
»)图5-1光滑极限量规量规按照用途分为:1.工作虽规在零件制造过程中,生产工人检验工件时所使用的量规称为工作量规。
通规用代号T表示,止规用代号Z表示。
通常使用新的或者磨损较少的量规作为工作量规。
2.验收量规检验人员或者用户代表验收工件时所用的量规称为验收量规。
验收量规不需要另行制造,一般选择磨损较多或者接近其磨损极限的工作量规作为验收3.校对量规用于检验轴用工作量规的量规称为校对量规,由于孔用工作量规使用通用计量器具检验,所以不需要校对量规。
校对量规有以下几种:校通一通(TT)是检验轴用工作呈规通规的校对量规。
校对时,应该通过,否那么通规不合格。
校I匕一通(ZT)是检验轴用工作量规止规的校对量规。
校对时,应该通过,否那么止规不合格。
校通一损(TS)是检验轴用工作量规通规是否到达磨损极限的校对呈:规。
校对时,应该不通过轴用工作疑规(通规),否那么该通规已到或者超过磨损极限,不应该再使用。
5. 2 量规尺寸及公差带量规是专用量具,它的制适精度要求比被检验工件更髙,但不能将量规工作尺寸正好加工到某一规左值,故对量规工作尺寸也要规左制造公差。
量规设计基础一、极限尺寸判断原则单一要素的孔和轴遵守包容要求时,要求其被测要素的实体处处不超过最大实体边界,而实际要素局部实际尺寸不得超过最小实体尺寸。
二、光滑极限量规的检验原则依照极限尺寸判断原则设计的量规,称为光滑极限量规(简称量规)。
检验孔用的量规称为塞规,检验轴用的量规叫环规或卡规。
量规由通规(通端)和止规(止端)所组成。
通规和止规是成对使用的。
检验时,通规通过被检轴、孔则表示工件的作用尺寸没有超出最大实体边界。
而止规不通过,则说明该工件实际尺寸也正好没有超越最小实体尺寸。
故零件合格。
三、滑极限量规的分类按用途分:工作量规、验收量规、校对量规1工作量规——工人在加工中用它来测工件的。
通端:T止端:Z2验收量规——检验部门或用户来验收零件的。
3校对量规——用来校对轴用量规,以发现卡规是否已磨损或变形。
TT→校通—通量规(通过被测卡规的通端)防止尺寸过小TS→校通—损量规(不通过被测卡规的通端)防止尺寸过大ZT→校止—通量规(通过被测卡规的通端)防止尺寸过小对于孔量规的校对一般用通用量仪来校对。
四、工作量规的设计1工作量规的公差带1)作量规基本尺寸的确定:各种量规是以被测工件的极限尺寸作为基本尺寸。
T=MMS :dmaxDZ=LMS :dminD2)作量规的公差带① 制造公差——控制量规制造时产生的误差。
② 磨损公差——规定有一个合理的寿命。
通端:制造、磨损止端:制造国标规定两种方案:量规公差带以不超出工件极限尺寸为原则分布在尺寸公差带之内。
通规的制造公差带对称于Z值。
Z——制造公差带中心至被测工件MMS之间的距离,其允许磨损量以工件的MMS 为极限。
止规的制造公差带是以工件的LMS算起。
量规公差带中:大小要素——T ;位置要素——Z。
其值见P93 表4-15 2验收量规的公差带没有列出单独的公差带规定:检验部门应该使用磨损较多的通规;用户使用通规接近MMS,以及接近LMS的止规。
3校对量规的公差带TT——从通规的下偏差计算起,向通规公差带内分布。
第七章光滑极限量规设计一、判断题(正确的打√,错误的打×)1、光滑极限量规是依据包容原则综合检验光滑工件的尺寸与形状的无刻度的检具。
(√)2、光滑量规通规的基本尺寸等于工件的最大极限尺寸。
(×)3、止规用来控制工件的实际尺寸不超越最大实体尺寸。
(×)4、检验孔的尺寸是否合格的量规是通规,检验轴的尺寸是否合格的量规是止规。
(×)5、塞规是检验孔用的极限量规,它的通规是根据孔的最小极限尺寸设计的。
(√)6、环规是检验轴用的极限量规,它的通规是根据轴的最小极限尺寸设计的。
(×)7、塞规中的止规是按轴的最大极限尺寸设计的,作用是防止轴的实际尺寸大于轴的最大极限尺寸。
(×)8、用以检验工作量规的量规是校对量规。
(×)9、塞规的工作面应是全形的,卡规应是点状的。
(×)10、通规和止规公差由制造公差和磨损公差两部分组成。
(×)11、给出量规的磨损公差是为了增加量规的制造公差,使量规容易加工。
(×)12、规定位置要素Z是为了保证塞规有一定使用寿命。
(√)13、国家标准规定,工作量规采用内缩极限。
(√)14、安全裕度由测量器具的不确定度所决定。
(×)15、验收极限即最大极限尺寸和最小极限尺寸分别减速去一个安全裕度A。
(×)二问答题7—1 试述光滑极限量规的作用和分类。
答:作用在大批量生产时,为了提高产品质量和检验效率而采用量规,两归结构简单,使用方便,有时可靠,并能保证互换性。
因此,量规在机械制造中得到了广泛应用。
分类: 按用途分为工作量规,验收量规合校对量规.7—2 量规的通规和止规按工件的哪个实体尺寸制造?各控制工件的什么尺寸?答:量规的通规按工件的最大实体尺寸制造;量规的止规按工件的最小实体尺寸制造;量规的通规控制工件的作用尺寸;量规的止规控制工件的实体尺寸。
7-3 用量规检测工件时,为什么总是成对使用?被检验工件合格的标志是什么?答:通规和止规成对使用,才能判断孔或轴的尺寸是否在规定的极限尺寸范围内。