摩托车发动机装配线设计
- 格式:doc
- 大小:105.50 KB
- 文档页数:20
一、总体规划二、产品特点简介三、平面布局四、生产线说明五、装配工艺特点■■■■配膳联锁拧紧测漏一、发动机装配总体规划一、发动机装配总体规划2010年2011年2012年2013年2014年2015年项目备注2.0MS1.8MS2.0DCVVT1.6DCVVT1.8T…发动机一厂发动机二厂一条装配线10万产能两条装配线20万产能一条装配线20万产能2 6 12 20预计销量(万)0.2 304/42 二、发动机产品特点二、发动机产品特点5、可变进气正时自动控制进气门的开启时刻提升功率、扭矩,降低油耗和减少排放1、可变进气歧管根据外界负荷变化,自动改变进气途径,增加进气流量提升功率、扭矩,降低油耗4、自动张紧皮带免维护2、液压挺柱自动调节气门间隙,消除气门间隙带来的冲击负荷和噪音气门间隙免维护3、曲轴平衡装置有效消除曲轴旋转惯性力,降低发动机振动5/42 三、平面布局三、平面布局缸体分装出库入库缸体、缸盖和曲轴三条加工线布置在装配线旁边,减少物流路程,简化物流路线6/42●发动机装配线布局发动机装配线缸体分装线缸盖分装线总装线冷热试(后装)预计2011年导入(前装)3、采用配膳方式进 行零部件供应。
解 决产品装配过程中 错漏装的难题4、量产初期全数热 试,通过模拟热机 检查避免不良流 出,量产后增加冷 试来检查三漏,降 低能耗和成本1、生产线贯彻“彻底分装化”的原则,由缸盖分装线、 缸体分装线、平衡轴分装线、活塞连杆分装线和总装 线及小部件分装区组成,分装完成的合格部件再送到 总装线进行装配,模块化的装配可确保部件的品质, 减少处理装配问题、故障的复杂程度。
2、各线采用U 型布局,可缩短作业者步行距离和提高 工作效率。
7/42四、生产线说明 四、生产线说明 缸盖总成■缸盖分装线工艺No. 缸盖总成零件名称 气门组件零件名称 缸盖总成1 进气双头螺柱 进气门23 缸盖 排气门 液压挺柱 液压挺柱 气门油封 进气门导管 锁片4 进气凸轮轴 凸轮轴盖螺栓 凸轮轴盖567 排气凸轮轴- 凸轮轴盖螺栓长 凸轮轴前盖 凸轮轴上轴瓦 排气凸轮轴油封 进气凸轮轴油封 凸轮轴下轴瓦 凸轮轴瓦定位销 VVT排气门导管 弹簧下座 外弹簧 8用途位于发动机头部,是构成燃烧 9Cylinder head 缸盖151410 11 12 13 14 15 16内弹簧 室的上盖,其中有进排气道、 油孔、冷却水套,还安装有火 花塞、气门和凸轮轴,大多数 汽油机的缸盖是铝合金铸造的。
《装备制造技术》2019年第09期0引言发动机装配线精益工艺设计规划,目的是要达到适应多品种、多变化、高效率、高质量、低投入的生产要求。
本文从精益建线原则、精益工艺布置、精益品质保证、精益成本投入、精益管理理念等方面进行阐述[1]。
1精益设计原则1.1设计依据发动机装配生产线的设计依据主要有:产品技术要求和图纸、生产纲领、投资规模和自动化程度。
1.2精益设计原则(1)安全保障是生产线设计应当遵循的首要原则。
发动机装配生产线设计一定要保证安全设计要求,能达到“STOP6”的要求,即设计理念中,要考虑杜绝可能被夹住或卷入、与重物接触、与车辆接触、可能坠落、可能触电、与高热物接触的风险。
(2)发动机装配线设计规划一定要遵循保证产品质量原则。
关键工序、高精度工序、高风险程度工序,必须摆脱人工控制,投入设备控制。
(3)在保证安全及产品质量的前提下,生产线应遵循投资最小化设计规划原则。
非关键工序、低风险工序,为减少投资成本,可做好工序风险评估和防错措施,不必都追求高精度设备的过能力控制,可采用充分有效的质量保证的手工操作及半自动化设备来替代。
只有投入成本尽可能低,投入成本才能更快速收回,也是企业提高效益、可持续发展的优选投资理念。
当然,也要根据企业的定位、规模等实际情况来决定生产线的投入。
(4)生产线还需遵循柔性化高的原则,从而能根据市场需求进行一定范围内的产能调整,且能兼容多品种生产或扩展,只有工艺调整性及扩展性强,才能实现生产线资源共享以及多机种共线,这样可减少其他设备乃至生产线的投资,最终达到减少投入成本的目标。
(5)要具备较高的可动率,体现准时化思想。
2精益工艺布置发动机装配生产线的总体工艺路线为:分装→总装→热试。
生产线精益设计的典型代表为丰田生产线,其工艺布局适应高效率、高柔性、高工艺性的生产方式,其布局方案为:线体及工艺设备采用紧凑及较短的工艺线体布局;线体按主装线、缸盖分装线、外装线、活塞连杆分装线及其他小部件分装站进行工艺布局,分装线布置在主装配线旁。
发动机装配线的合理规划发动机装配在其生产过程中是不可缺少的重要步骤,合理地规划发动机装配线可以更好地实现产品的高精度、高效率、高柔性和高质量。
在现代化的发动机生产装配线中,成熟的装配工艺、设备选择、质量控制及物流方式均值得人们去借鉴。
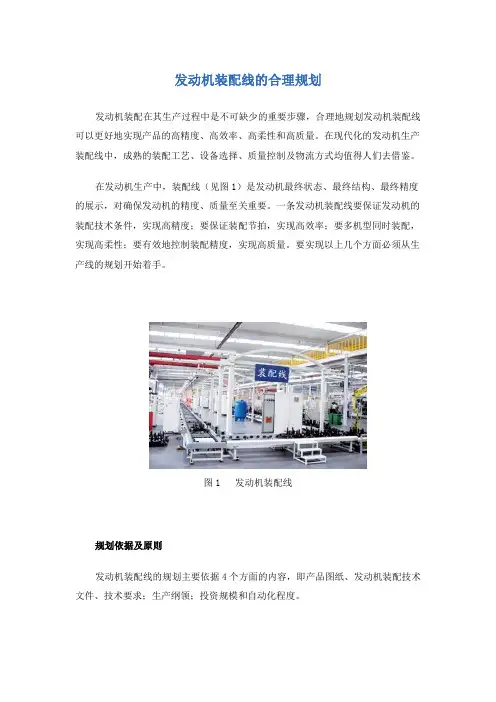
在发动机生产中,装配线(见图1)是发动机最终状态、最终结构、最终精度的展示,对确保发动机的精度、质量至关重要。
一条发动机装配线要保证发动机的装配技术条件,实现高精度;要保证装配节拍,实现高效率;要多机型同时装配,实现高柔性;要有效地控制装配精度,实现高质量。
要实现以上几个方面必须从生产线的规划开始着手。
图1 发动机装配线规划依据及原则发动机装配线的规划主要依据4个方面的内容,即产品图纸、发动机装配技术文件、技术要求;生产纲领;投资规模和自动化程度。
装配线规划原则:1.摆脱人的因素,由设备控制装配精度,由设备保证装配质量。
人的随机性大,不稳定因素多,欲可靠地控制装配精度、保证装配质量必须摆脱人的因素。
2.多机兼容,柔性装配。
这样可以资源共享,减少投资,提高效益,降低成本。
欲实现多机兼容,柔性装配,首先装配工艺应该兼容多个机型实现共线装配,其次装配托盘应能一机多用,装配设备(拧紧机、压装机和涂胶机试漏机等)也应能一机多用。
3.满足生产大纲要求,按节拍装配。
首先工序装配内容要合理,物流准时、准确;其次减少辅助时间,控制好机动时间,实现标准动作装配,准时化操作。
装配工艺有了规划依据、确定了规划原则后,规划一条发动机装配线的另外一项重要工作就是制定装配工艺。
小排量轿车汽油发动机装配典型工艺如下:1.内部件装配缸体总成上线,打发动机流水号→装配曲轴总成,拧紧主轴承盖螺栓,检测回转力矩和轴向间隙→装活塞连杆总成,拧紧连杆螺栓→下缸体涂胶、装配,拧紧下缸体螺栓→装机油收集器、机油滤清器总成→装曲轴后油封→油底壳涂胶、装油底壳并拧紧→装缸盖定位销、缸盖总成,拧紧缸盖螺栓→检测缸盖、凸轮轴、选配挺柱→装凸轮轴,拧紧凸轮轴盖螺栓→装排气链轮、VVT链条,调正时→装链条滑板、涨紧器→正时罩盖涂胶→装正时室罩盖→装水泵总成和发动机悬置支架→装燃油导轨总成和点火线圈→燃油导轨试漏→发动机总成试漏→装飞轮组件→转外部件装配。
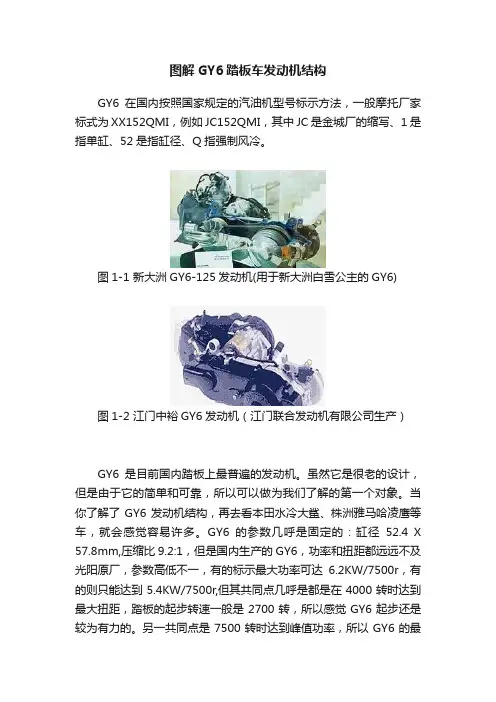
图解GY6踏板车发动机结构GY6在国内按照国家规定的汽油机型号标示方法,一般摩托厂家标式为XX152QMI,例如JC152QMI,其中JC是金城厂的缩写、1是指单缸、52是指缸径、Q指强制风冷。
图1-1 新大洲GY6-125发动机(用于新大洲白雪公主的GY6)图1-2 江门中裕GY6发动机(江门联合发动机有限公司生产)GY6是目前国内踏板上最普遍的发动机。
虽然它是很老的设计,但是由于它的简单和可靠,所以可以做为我们了解的第一个对象。
当你了解了GY6发动机结构,再去看本田水冷大鲨、株洲雅马哈凌鹰等车,就会感觉容易许多。
GY6的参数几呼是固定的:缸径52.4 X 57.8mm,压缩比9.2:1,但是国内生产的GY6,功率和扭距都远远不及光阳原厂,参数高低不一,有的标示最大功率可达6.2KW/7500r,有的则只能达到5.4KW/7500r,但其共同点几呼是都是在4000转时达到最大扭距,踏板的起步转速一般是2700转,所以感觉GY6起步还是较为有力的。
另一共同点是7500转时达到峰值功率,所以GY6的最大转速并不高。
GY6的一般组成:1、GY6的车架:下图是GY6的车架,属典型的摇篮式车架。
我们可以将它和凌鹰ZY125T的车架作个比较:虽然本文介绍的是发动机组成部份,但车架是发动机的悬挂支持,所以,有必要作个比较。
对于车架,要求具有一定的刚度和承重能力,同时本身质量应轻量化。
目前较为理想的有铝镁合金车架等。
GY6车架凌鹰车架2、化油器:化油器的功用是产生适宜浓度的可燃混和气。
目前国内GY6踏板大都使用等真式化油器,且一般都带自动加浓装置(又叫电子风门),如下图2-1所示:图2-1 合资MIKUNI BS24图2-2 国产化油器PD24J 适用于豪迈125图2-1是国内合资厂上海三国长航机械电子有限公司制造,是国内最大的摩托车化油器生产企业,主要客户:南京金城、济南轻骑、长铃集团、江门大长江、南方摩托、金城铃木、海南新大洲、天津富士达、南方雅马哈等。
浅谈摩托车线束的设计及在整车上的布置发电机,控制器,用电器。
1。
发电机点火线圈——CID点火器——高压包——火花塞2。
发电机发电线圈——调压式整流器——电瓶和全车用电器。
3。
闪光器——转向开关——转向灯4。
电瓶——启动继电器——启动马达摩托车线束是摩托车上的网络神经,线束设计的是否合理,质量足否可靠,直接关系到车辆和人身的安全,必须充分认识其重要性。
目前,摩托车产业发展越来越大,竞争越来越激烈,每个摩托车主机厂都在努力降低自己的生产成本,以保持自己的竞争优势和市场份额。
所以,只有掌握详细的线束参数,使线束设计更系统化、标准化,减少设计的随意性,才能使线束寿命与整车一致,减少质量过剩,从而达到降低整车成本的目的。
摩托车线束是摩托车电路的网络主体,没有线束也就不存在摩托车电路。
目前,不管是高档的、经济型或普通型摩托车,线束编成的形式基本上是一样的,都是由导线、插件和外部包裹保护物组成。
下面笔者按摩托车线束设计的先后顺序进行介绍。
1 整车电路设计1.1电路分配设计摩托车电路一般分为点火电起动回路,如图1所示;照明回路,如图2所示;信号回路,如图3所示;具有电喷系统的摩托车还有燃油喷射控制回路。
1.2熔断器的选择熔断器分快熔式和慢熔式,快熔式熔断器的主要部件是细锡线,其中片式或管式熔断器结构简单、可靠性和耐振性好、易检测,所以被广泛采用;慢熔式熔断器实际上是锡合金片,这种结构的熔断器一般串接到感性负载的电路中,如电机电路中采用快熔电阻型负载与电感型负载,要尽量避开使用同一个熔断器。
摩托车电路中一般采用快熔式熔断器。
一般情况,根据电器件的最大连续工作电流来计算,并确定熔断器容量,按经验公式:C=I÷80%(或70%)式中:C----熔断器额定容量,AI----电路最大工作电流,A1.3继电器的选取设计继电器分为电流式和电压式2种,一般根据用电器的功率和开关的承载能力来决定是否选用继电器。
在摩托车上常用的继电器设备一般有前照灯、油泵、转向灯(闪光器)等,额定电压一般为12 V,选用继电器时要参考的技术要求有:可靠性好,性能稳定,质量轻,体积小,寿命长,对周围元器件影响小,结构简单,工艺性好及成本低。
车辆工程技术26机械电子0 引言 每个策划项目启动前,各公司的战略部门会发布该项目的基本信息,如产能、工作时长、投产时间等,下面为某公司某一发动机项目生产纲领:根据生产纲领开始解析装配线的策划原则。
1 装配线策划原则1.1 原则一:细化过程要求,提升产品质量保证能力 针对拧紧、试漏、压装、涂胶、翻转等不同类型设备特点提出专项要求,并选取合理结构。
1.1.1 拧紧设备质量控制要求 拧紧设备质量控制要求:所有拧紧工位均具备数据存储和追溯功能,其中重要零部件的拧紧数据、拧紧曲线与发动机编号绑定上传至整线信息系统,一般零部件具备拧紧力矩监控和漏拧紧防错功能。
拧紧机分三种形式,全轴自动拧紧、多轴+平面变位机构自动拧紧、多轴+机器人自动拧紧。
①为消除拧紧过程中材料形变引起的假力矩问题,保证所有螺栓同步达到预设扭矩,采用全轴自动拧紧,如缸盖螺栓拧紧机。
②在满足节拍及保证拧紧质量前提下,考虑兼容多个产品、节省投资等因素,可采用多轴+平面变位机构自动拧紧,如主轴承盖螺栓拧紧机、连杆盖螺栓拧紧机、正时罩盖拧紧机、飞轮/减震皮带轮拧紧机、离合器拧紧机等。
③为保证节拍同时兼容多个产品,可采用多轴+机器人自动拧紧,如凸轮轴承盖拧紧机、油底壳螺栓拧紧机。
拧紧工具分多种形式,按驱动方式可分为电动、气动、手动;按过程控制可分为传感器式、电流式、离合式。
1.1.2 试漏设备质量控制要求 目前发动机装配线常用的试漏仪有JWFROEHLICH、COSMO、ATEQ等品牌,通过对装配的各阶段产品进行密封性测试,确定最终产品密封合格。
1.1.3 压装设备质量控制要求 装配线共有5台压装设备,分别完成气门油封、锁夹、水管、曲轴链轮、活塞销的压装。
1.2 原则二:实现全面而细致的识别与防错能力 装配线每个工序均需配有识别装置,识别产品类型、托盘位置、工件姿态等信息。
每个零部件的装配过程均配有防错装置,防止错漏装。
发动机型号识别:每个工位均配置FRID(无线射频技术)读写器,可通过读取上线时预存在托盘TAG(数据标签)中的机型信息,自动识别当前生产机型,自动选择对应的PLC程序、软件执行程序等。
浅谈摩托车发动机装配实践教学的工艺摩托车发动机是摩托车的动力装置,它将进入汽缸中的燃料混合气体点燃,使其燃烧所产生的热能变为机械能,由曲轴连杆机构将直线运动转换为旋转运动,并通过传动机构传给摩托车后轮推动摩托车行驶。
嘉陵JL157FMI型摩托车发动机为四冲程发动机,外部结构主要包括汽缸盖、汽缸体、左曲轴箱盖、右曲轴箱盖以及曲轴箱,实践教学中的装配流程如图1所示。
内部结构主要包括曲柄连杆机构、配气机构、燃料供给系统、进排气系统、润滑系统、冷却系统、点火系统、启动系统。
1 摩托车发动机装配要求零件在装配前必须清理与清洗,越是精密的零件要求越高,否则将会加剧零件的磨损,降低其精度,不同程度地影响产品的使用寿命,其相关要求如下所述。
维修、保养和装配场所必须清洁;零件在装配时不得有毛刺、锈蚀、余屑、沙粒、灰尘和油污等异常现象,除有特殊要求外,在装配前零件的尖角和锐边必须倒钝;对零件的滑动面及表面粗糙度较高的零件表面应涂适量机油防锈;装配过程中的零件不得磕碰、划伤和锈蚀;必须用清洁的金属或塑料盘装零部件,需用不起毛、不掉丝的棉布清洗零部件;清洗零部件的清洗液或油,应该与装配前最后漂洗的清洗液或油分开,不得混用;所有零部件应整齐摆放置,以免混淆,多人操作时应协调一致,确保安全。
2 摩托车发动机装配工具及量具2.1 工具发动机在组装时,需要的工具分为通用工具和专用工具。
通用工具包括梅花扳手、L形套筒扳手、T形套筒扳手、活动扳手、内六角扳手、一字起、十字起和橡胶锤;专用工具包括尖嘴钳、内挡圈钳、外挡圈钳、冲击起、紧固夹、专用螺杆和套筒。
2.2 量具量具在摩托车发动机的装配调整、校对及检测等工作中是必不可少的。
常用的量具有厚度规、游标卡尺。
3 摩托车发动机装配工作平台摩托车发动机装配工作平台是实践教学环节的重要设备,主要包括计算机、发动机装配旋转台、工具摆放台及零部件摆放台。
计算机提供装配操作指导视频,学生可以在视频指导下进行操作,保证装配过程的正确性,同时,计算机内还可以提供摩托车发动机原理及装配原理等相关理论知识,多渠道地拓展学生的思维;发动机装配旋转台能旋转发动机至合适位置,方便操作;工具摆放台及零部件摆放台用于摆放工具和零部件,避免零件和工具混淆或丢失。
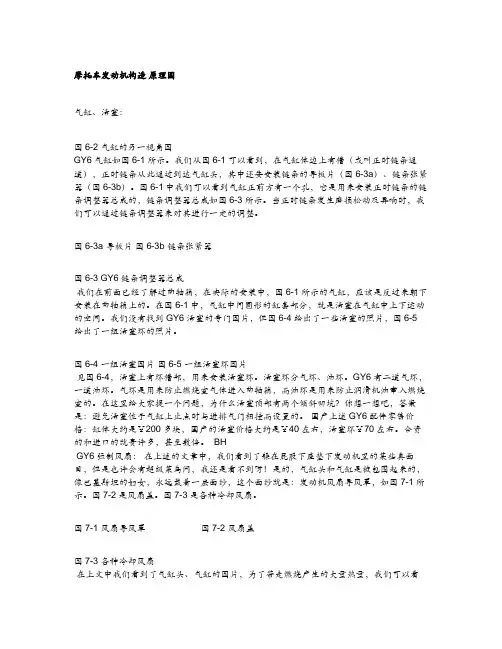
摩托车发动机构造原理图气缸、活塞:图6-2 气缸的另一视角图GY6气缸如图6-1所示。
我们从图6-1可以看到,在气缸体边上有槽(或叫正时链条通道),正时链条从此通过到达气缸头,其中还要安装链条的导板片(图6-3a)、链条张紧器(图6-3b)。
图6-1中我们可以看到气缸正前方有一个孔,它是用来安装正时链条的链条调整器总成的,链条调整器总成如图6-3所示。
当正时链条发生磨损松动及异响时,我们可以通过链条调整器来对其进行一定的调整。
图6-3a 导板片图6-3b 链条张紧器图6-3 GY6链条调整器总成我们在前面已经了解过曲轴箱,在实际的安装中,图6-1所示的气缸,应该是反过来朝下安装在曲轴箱上的。
在图6-1中,气缸中间圆形的缸套部分,就是活塞在气缸中上下运动的空间。
我们没有找到GY6活塞的专门图片,但图6-4给出了一些活塞的照片,图6-5给出了一组活塞环的照片。
图6-4 一组活塞图片图6-5 一组活塞环图片见图6-4,活塞上有环槽部,用来安装活塞环。
活塞环分气环、油环。
GY6有二道气环,一道油环。
气环是用来防止燃烧室气体进入曲轴箱,而油环是用来防止润滑机油窜入燃烧室的。
在这里给大家提一个问题,为什么活塞顶部有两个倾斜凹坑?你想一想吧,答案是:避免活塞位于气缸上止点时与进排气门相撞而设臵的。
国产上述GY6配件零售价格:缸体大约是¥200多块,国产的活塞价格大约是¥40左右,活塞环¥70左右。
合资的和进口的就贵许多,甚至数倍。
BHGY6强制风扇:在上述的文章中,我们看到了躲在屁股下座垫下发动机里的某些真面目,但是也许会有超级菜鸟问,我还是看不到呀!是的,气缸头和气缸是被包围起来的,像巴基斯坦的妇女,永远戴着一层面纱,这个面纱就是:发动机风扇导风罩,如图7-1所示。
图7-2是风扇盖。
图7-3是各种冷却风扇。
图7-1 风扇导风罩图7-2 风扇盖图7-3 各种冷却风扇在上文中我们看到了气缸头、气缸的图片,为了带走燃烧产生的大量热量,我们可以看到它们外周覆盖的巨大散热片,但是还是不行啊,热啊,于是就用塑料罩包起来,用风扇不停地吹,塑料罩的功用就是形成冷却气流流动的气道。
目录目录 (1)1 引言 (3)1.1本课题研究意义 (3)1.2本课题相关的国内外研究现状 (4)1.3本文的具体工作及各部总体设计思路 (5)2 摩托车发动机装配线的线体设计 (7)2.1线体的总体形状设计 (7)2.2线体的具体形状设计 (8)2.2.1 线体的轨道设计 (8)2.2.2 线体的安装设计 (9)2.2.3 线体的周边辅助部件设计 (9)3 摩托车发动机装配线的随行夹具设计 (10)3.1随行夹具的总体结构设计 (10)3.2随行夹具的具体设计 (10)3.2.1 拖板的具体设计 (10)3.3.2 转盘的具体设计 (11)3.2.3 U形托架的具体设计 (11)3.2.3 安装翻板的具体设计 (12)3.2.4 U型托架与转盘的连接 (12)3.2.5 U型托架与安装翻板的连接 (12)3.2.6 弹性压紧器的具体设计 (13)3.2.7 连接转轴的设计 (13)4 摩托车发动机装配的拆装工艺过程的编制 (16)4.1活塞的装配 (16)4.2气缸的装配 (16)4.3离合器外毂和花键轴垫圈的装配 (16)4.4变速器的装配 (17)4.5右曲轴箱罩盖的装配 (17)4.6飞轮的装配 (17)4.7左曲轴箱罩盖的装配 (18)4.8变速器的装配 (18)4.9起动机部件的装配 (20)4.10曲轴箱的装配 (20)4.11外围件的装配 (20)4.12气缸盖部件的装配 (21)4.13凸轮链条的安装 (21)4.14凸轮轴的装配 (22)4.15凸轮轴座的装配 (23)4.16气缸头的安装 (23)4.17离合器挺杆的装配 (25)4.18右曲轴箱盖的拆卸 (25)4.19油泵和离合器的拆卸 (25)4.20传动装置拆卸 (26)4.21曲轴箱的拆卸 (27)4.22燃油箱的分解拆卸 (27)结束语 (28)致谢 (29)参考文献 (30)1 引言1.1 本课题研究意义发动机流水线装配需借助装配线进行,由于装配工艺的好坏直接影响产品质量,因此,发动机装配线在整个生产过程中占有重要地位。
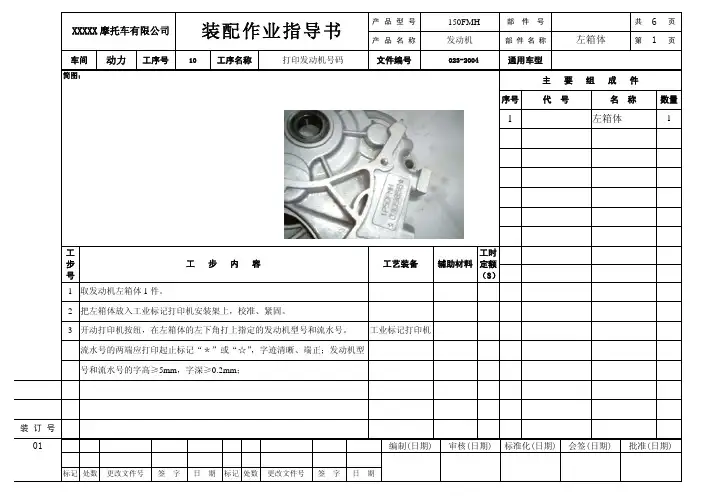
产品代号 产品型号 产品名称 工序号 工位名称 XXXXXX 有限责任公司 装配工艺规程100000-J001-0000162FMJ摩托车发动机 清洗 序号零部件代号 零部件名称 数量 1 121000-J001-0000 左曲轴箱体部件 1 2 122000-J001-0000 右曲轴箱体部件 1 3 123100-J001-0000 鲸鱼款左前盖 1 4 124100-J001-0000 鲸鱼款右盖 1 5 111000-J001-0000 气缸体部件 1 6 112000-J001-0000 气缸头部件 1 示意图:工位零部件工步号工 步 内 容 技术要求 工辅具、辅料 检验内容备注1 启动清洗机正常运行,水温、烘干温度,输送链速度清洗水溶剂:用自来水与机用液体清洗剂100:5 机用液体清洗剂清洁,无水份、锈蚀, 达到设定要求后,将各序号分别通过清洗机进行清 组成。
水温为(45±5)℃;烘干温度为(95±5)HJ-35输送链通过式 加工平面无碰伤、划 洗、漂洗、翻转吹干、烘干。
各序号进入清洗机清洗序℃;1、序2输送链速度为(0.8~10)m/min,清洗机 伤等现象 时,把其加工平面上有碰伤、划伤、缺料、外观烤漆序号3、序号4、序号5、序号6为(1.2~1.4) 外观:烤漆无色差,有缺陷的选出,退货 m/min。
清洁,无水份,无锈蚀现象,加工平面无 脱落、流痕等现象 碰伤、划伤缺陷等现象。
外观烤漆无色差,脱落、流痕等现象2 将序号2上的油道孔用气吹枪吹通3 将序号1、型号2曲轴孔部位涂均润滑油;将序号5、SF15W/40序号6铸铁部位涂均润滑油4 将序号1至序号6分别放置于转运车上,摆放整齐, 不得放置过高,保证各行之间距离20mm 以上编制审核 标准化批准共1页序号零部件代号零部件名称数量1 121000-J001-0000 左曲轴箱体部件 12 120013-J001-0000 放油螺栓M12×1.5×12 13 120014-J001-0000 铝垫圈12×20×1.5 14 120200-J001-0000 机油过滤网 15 120006-J001-0000 过滤网弹簧 16 120018-J001-0000 滤网盖O形密封圈35×3 17 120007-J001-0000 滤网盖 18 GB/T276-1994 轴承6202Z 19 GB/T276-1994 轴承6204 1 示意图:工位零部件10 GB/T290-1998 滚针轴承HK1010 1 工步号工步内容技术要求工辅具、辅料检验内容备注1 把序号1合箱面装在气动打标机定位架上,进行刻字刻印气压:(0.4±0.02)MPa,刻印字高(3~5)工业气动打标机编号正确,排列整齐,(刻字为两排,上排为企业代号,产品型号,下排为mm,排列整齐,间距一致,字迹清淅 121000-J001/J40-1间距一致,字迹清淅。
摩托车发动机流水线装配实习报告英文回答:Motorcycle Engine Assembly Internship Report.Introduction:During my internship at a motorcycle manufacturing company, I had the opportunity to work on the engine assembly line. This experience provided me with valuable insights into the process of assembling motorcycle engines. In this report, I will share my observations and learnings from this internship.Observations:1. Teamwork: The engine assembly line required strong teamwork and coordination. Each member of the team had a specific role, and we had to work together to ensure smooth and efficient assembly. For example, one person wasresponsible for installing the pistons, while another person focused on attaching the cylinder head.2. Quality Control: Quality control was a critical aspect of the assembly process. We had to carefully inspect each component and ensure that it met the required specifications. Any deviations or defects had to be immediately addressed to maintain the high quality of the final product.3. Efficiency: The assembly line was designed to maximize efficiency and minimize wastage. We had to follow a standardized process and complete our tasks within a specific timeframe. This required us to be quick and accurate in our work.4. Problem-solving: Occasionally, we encountered issues or challenges during the assembly process. It was important to think on our feet and come up with effective solutions. For example, if a component didn't fit properly, we had to identify the problem and find a way to resolve it without delaying the production line.Learnings:1. Attention to detail: The engine assembly process taught me the importance of paying attention to even the smallest details. A minor mistake or oversight could have significant consequences for the performance and safety of the motorcycle. Therefore, I learned to be meticulous and thorough in my work.2. Communication skills: Effective communication was crucial in ensuring smooth operations on the assembly line. We had to communicate with our team members and supervisors to coordinate tasks, report any issues, and seek guidance when needed. Clear and concise communication helped us work efficiently and avoid misunderstandings.3. Time management: The fast-paced nature of the assembly line required excellent time management skills. We had to prioritize tasks, work quickly without compromising quality, and meet strict deadlines. This experience honed my ability to manage my time effectively and work underpressure.4. Problem-solving skills: Dealing with unexpected challenges during the assembly process taught me the importance of problem-solving skills. I learned to think critically, analyze the situation, and find creative solutions. This skill is valuable not only in the manufacturing industry but also in various other professional settings.中文回答:摩托车发动机装配实习报告。
发动机装配与输送线工艺规程的优化图1 缸盖分装线图2 活塞、连杆分装工作台总之,在未对其进行改造前,发动机总装线分装零部件较少,有两条分装线及工作台,其余零部件在总装线上装配完成,生产效率低下,质量操纵难度加大。
最大的缺陷是未设置返修段与返修工位。
2.装配线改造及优化在考虑发动机装配线改造时,首先应考虑装配线的工位设置与平面布置,平面布置时主装配线、分装线及工位器具布置是否合理并保证物流畅通,作环型水平布置,保证装配线便于维修。
装配线务必设置返修段与返修工位,另外还要进行模块化设计,同时在工艺设计时保证各工位之间的工时平衡;应有分装工位工件与主线发动机的对应关系及通畅的信息传递;装配线及其设备中的运动单元(如上升、下降、移动与迥转等)运行平稳可靠;装配线手动操作工位都务必设有托盘防退装置,以确保作业的方便性;托盘放行使用脚踏开关来实现;装配线手动操作工位务必设有求救开关及工位离线开关;当托盘退出装配线时,返修通道要有返修指示信号灯,提示有关人员来处理。
基于以上考虑,我们对原装配线进行了颠覆性的改造,在工艺平面布置、操纵设备及物流等方面都进行了重新规划及改造。
(1)发动机装配线结构形式的改造装配线使用可互换的标准段构成,工位平均间距设置为2m(可根据不一致的型式进行增减),装配线输送速度约在10~20m/min。
装配线托盘以现有具体的主力机型为主,再兼顾今后拓展机型发动机。
在不需对托盘做较大调整的情况下,通过调整托盘支撑点就能满足装配要求;对托盘挡停器布置及操纵要求在自动设备工位的挡停器具有互锁功能,防止误操作损坏设备;输送线及设备自动操纵系统发生故障时,配置了手工操作的功能,装配线手动工位工件对辊道累计定位精度要求操纵在±3mm范围内,需要二次定位的半自动工位及自动工位工件对设备的定位精度要求操纵在±0.2mm范围内。
输送线电控柜管线走向要方便维修,管线布置应整齐、牢固与无颤动,输送线的驱动电机使用联挂方式,由一根总线至操纵柜,在托盘上安装ID卡,通过读写头对重要及关键数据进行数据的采集、交换。
1 引言1.1 本课题研究依据和意义在摩托车产品中,发动机是摩托车领域技术最密集的关键部件,发动机的制造显得尤为重要,而在摩托车发动机装配过程中,由于被装配零件的多样性、工艺的繁琐性,采用摩托车发动机装配线就显得尤为重要。
装配工艺的好坏直接影响发动机产品的质量和生产效率。
发动机流水线装配的工艺过程需借助装配线进行,因此,发动机装配线在整个生产过程中占有重要地位,发动机装配线是否合理,直接影响了摩托车质量和产量。
本课题就是以摩托车发动机装配线为研究对象,以本校的现有资源条件对发动机装配线进行设计。
本课题题的研究目标,最终是要设计一项可以用于本校实验室教学同时又适用于实际生产的摩托车发动机装配线。
因此,本课题具有很大的现实意义。
摩托车发动机装配线是一个发动机顺序装配的流水线工艺过程,每个工位之间是流水线生产,因此每个环节的控制都必须具备较高的可靠性和一定的速度,才能保证生产的连续性和稳定性。
[1]为了使复杂的发动机质量达到设计要求,就必须要在装配过程中注重每一个环节,而确保每个环节都既达到高度精细,又满足工业生产必需的高效率,就必然要借助最先进的生产制造技术才能实现。
[2]随着摩托车行业的发展,国内摩托车生产厂家质量意识的不断提高,摩托车发动机装配技术、设备也将越来越受到重视。
[3]1.2本课题相关的国内外研究现状目前我国发动机装配线其设计开发能力已接近国外先进水平,在装配线开发方面已缩短了与国外先进水平的差距。
[8]但就全国范围而言,总体开发和技术创新能力还参差不齐,一些企业装配线的开发还处在引进、仿制及小规模改进阶段,没有形成自己独立完善的开发系统,主要是缺乏高水平的设计开发人才,缺乏验证手段,加之开发资金投入不足,这种弱的开发能力是我们不能进入世界摩托车发动机强国的障碍之一。
为了促进我国摩托车行业的发展,在人员素质的提高、科研手段的完善、资料的积累、信息系统的建立等方面还需做大量的工作。
[9]近年我国许多企业花了很大的力气,从国外引进了先进的加工生产线、装配线和各式各样的设备,使我们的工艺装备、加工能力和水平有了大幅度的提高。
但从总的方面来看,我们的装配线水平与发达国家相比还有一定差距。
[4]目前,国内还有部分生产厂生产条件较差,从原本混乱的零部件市场上购买零部件拼装发动机,经常出现紧固件松动、密封部位渗油、摩擦损失偏大、振动噪声偏大、零部件损坏等现象。
其中甚至地摊装配,因此,因装配问题占不少。
[5]随着摩托车行业的发展,发动机装配线正由刚性装配线向柔性装配线方向发展,柔性装配线的特点是装配节拍可以在一定的范围内自由调整,可以实现多品种混流生产并适应生产纲领的变化。
又由于在装配作业时装配对象和装配工人保持相对静止状态,对采用专门的装配设备保证装配的高质量提供了方便的条件,便于实现装配的自动化。
国内发动机装配线目前也趋于采用柔性装配线。
[6]柔性自动化生产技术以工艺设计为先导,以数控技术为核心,是自动化地完成企业多品种、小批量的加工、制造、装配、检验等过程的先进生产技术。
这样它不仅能加快生产速度,而且能有效的减少劳动力的投入,它涉及计算机、网络、控制、信息、监测、生产系统仿真、质量控制与生产管理等技术。
国外厂家生产的装配线由于价格昂贵,国内一般厂家难以承受。
在装配线制造技术上来看,我国少数设备生产厂通过对引进技术的消化吸收,已能自行设计和制造用于非同步装配线,并用于生产中。
但与引进的设备相比还有一定的差距,主要问题和技术难点是可靠性差,辊子和滚杠耐磨强度低,影响设备的使用寿命。
不少这种设备还是引进的,如果采用国产设备将使生产线的成本大大降低,在我国有广泛的推广前景,因此在这方面还有待于进一步研制,尚需我们全行业的共同努力。
[10]1.3 本文的具体工作本文的具体工作是根据毕业设计任务书上的设计要求针对实验室教学的场地限制,在查看已有文献及通过对本课题的研究的基础上,设计整套摩托车发动机的装配线。
使之既符合本校实际教学需要,又适用于企业生产的摩托车发动机装配线。
首先到学校实验室及摩托车生产企业的发动机装配车间进行考察,预计本课题的可行性,为装配线的整体设计做好准备。
以实验室场地为基础,确定线体的整体尺寸,初步完成装配线的线体设计。
对摩托车发动机进行实际拆装,了解发动机的构造,合理安排发动机的装配工序。
根据发动机的尺寸、要求等,设计随行夹具。
设计过程中结合实际,做必要的修改按任务书要求。
总体设计考虑是这样的,通过查阅相关资料选择两半圆加两直线线体(类似长椭圆形),当然可考虑增加分装线设计;由于考虑到并非用于大批量生产,以及设计的经济性,发动机装配传输为手动传动,但也可在某一机构上加入一些自动化机构;两直线段应满足全部20个装配工位同时装配;随行夹具可水平旋转并定位,同时,固定发动机箱体的横架可绕水平轴翻转一定角度并定位;编写部分装配工艺过程卡、部分工序卡。
线体的设计要考虑到随行夹具能在线体上任意传送,所以,最好线体是一条直线这样可以避免一些不必要的碰撞,但是考虑到我们实验室场地的局限性,采用直线线体是不可行的,经过综合的考虑,本设计采用类似于跑道的线体设计,前后两条直线线体中间用半圆过渡,这样在最大程度上合理的利用实验室的场地,也满足20个装配工位同时装配,看上去也很简洁大方;其次,学校经费有限,要设计一条经济又耐用的装配线线体。
所以,在设计中尽量可以把装配线上的各个零部件都可以方便的拆卸,出了什么问题,也可以及时替换。
因此,在这个设计中,基本上符合了装配线上的各个零部件都可以方便拆卸的要求。
其次就是怎样才能让随行夹具在线体上自由的传送和减少碰撞和摩擦。
可以起初的构思是用钢珠铺在线体上,结果发现这样会使随行夹具在定位时比较的困难,而且即使已经很好的定位,随行夹具在运动时也很不方便,然后还想到把钢珠直接安装在拖板下面,这样既可以很好的定位,也可以很容易控制随行夹具的传送,但是这还是有些不足,不足的地方是随行夹具的钢珠和拖板之间运动摩擦较大,很难运动。
结果我没有采纳这两个方案,虽然这两个方案都被否决了,但是还是给了我不少的启发,通过这两个方案联想到了小车,这样就有了最终方案,就是在拖板下面装一根轴,两边加上滚轮,这样克服了所有的问题。
这里滚轮外圈采用尼龙66这种材料。
尼龙66具有很高的机械强度,磨擦系数低,自润滑性,软化点高,耐热,耐磨损,吸震性和消音性,耐油,耐弱酸,耐碱和一般溶剂,电绝缘性好,有自熄性,无毒,无臭,耐候性好,染色性差,这样就可方便随行夹具的运动。
让尼龙与槽钢接触,可以降低摩擦损耗,提高使用寿命。
然后就是怎样保证随行夹具的左右旋转,看到餐桌上可以旋转的圆台面,让我顿时心里想到可以把它的原理用在我的设计上,在拖板上安装一个转盘,这样又带来一个问题,用什么能让转盘转动呢?通过深入的思考决定在转盘和螺栓中间安装一个套筒,这样既可以保证转盘和拖板的连接,又可以保证转盘的转动。
但是由于力的原因在旋转时转盘和拖板之间会产生很大的摩擦和倾斜,这样需要在转盘下的一定位置垫上推理轴承,但成本高,可直接用钢珠代替,通过钢珠消除转盘和拖板之间的滑动摩擦。
使转盘能旋转自如。
旋转方面完成后就要考虑旋转定位问题,我采用的定位方式是用弹簧插销定位,考虑到不需要太多角度的定位,所以采用此方案,不仅简便,而且便于拆卸。
即会让夹具转动方便,也能让夹具在装配时很好的定位,然后考虑怎样才能让发动机前后翻转呢?第一个想到的是秋千,可以前后不停的翻转,要想让发动机能在夹具上前后翻转还必须用托架来支撑,与其采用两个托架不如就用一个托架一次性解决,通过这个构想,并且考虑到外表的美观和材料的经济性,决定采用U型托架,这样不仅能在装配时很好的支撑发动机,而且可靠性能大大的提高。
U型架和转盘的连接采用4个M6螺钉,这样能很好的连接U型架和转盘。
最后要研究安装板的前后翻转,而且安装板必须能承受发动机的基本重量,所以安装板的厚度不能太小,通过连接转轴把安装板和U形托架连接起来。
在设计连接轴的时候,为防止安装板可能出现的晃动,我在安装板的两端各安装了2个M6的螺钉来固定住,两边同时连接转轴。
这样装配线的总体设计基本可以满足要求。
2 摩托车发动机装配线的线体设计2.1 线体的总体形状设计目前国内普遍采用柔性输送线输送工件,并在线上配置自动化装配设备以提高效率。
[11]柔性输送线主要有:摩擦辊道和启停式动力辊道两种,输送速度一般为3-15m/min。
而本设计用于我校的实验教学,并非大批量生产,所以本设计以手动为主,以自动半自动为辅。
这样可以大大缩小学校的开支。
摩擦辊道为连续运行方式,行进速度恒定。
输送线上设置停止器,定位准确可靠。
线上可配置装配拖板输送工件,拖板可在工位间实现积放,一个工位可积放多个拖板。
也可采用特别处理的辊面实现无拖板输送。
[12]但是,本案由于场地有限,不可能铺设大面积的摩擦辊道,而且成本也太高,不符合本校的实际情况。
所以,不采用此方案辊道传动方式为伞齿轮或链传动。
采用减速电机驱动,运行稳定可靠,噪声小,基本不需日常维护。
辊道纵梁可采用铝合金材料或钢板制成,并敷设盖板及外罩板,专机工位设置护网,整线外表美观。
但是,这样就加大了成本,在有限的成本下,此方案行不通。
通过进一步的思考和实验,确定采用跑道式的线体轨道,即两直线型轨道,中间用半圆进行过渡,这样可以最大程度上减少不必要的摩擦,而且还可以保证全部20个装配工位同时装配。
2.2 线体的具体设计2.2.1 线体的轨道设计轨道采用槽钢,这样可以节省钢的用量,节约成本。
这种设计虽然简单,但是实际操作时还是会出现一些问题。
例如:随行夹具在运动过程中,当随行夹具的拖板在轨道上传送的时候,会出现撞击摩擦轨道的现象。
这也是要设法予以关注的。
为了减少碰撞、摩擦,只能在改进拖板组件上下功夫。
2.2.2 线体的安装设计线体轨道设计后,要考虑线体的安装固定问题。
在线体的传送轨道的下方,选用槽钢支撑,距离地面0.8米左右。
一开始的想法是把支撑用的槽钢与作轨道的槽钢焊上,但这样如果槽钢有一块地方损坏就要全部换掉,所以为了方便以后拆装线体,将支撑用的槽钢与作轨道的槽钢之间焊上铁板,用M6的螺栓与线体固定,这样的连接便于拆卸。
作支撑用的槽钢用膨胀螺栓来与地面固定,使线体所有的连接都是可拆卸的,有利于线体的搬运。
由于发动机在装配过程中有一定的力,通过查阅资料,每根槽钢的承载力约为163.69KN。
[14]通过计算8根槽钢完全能保证装配的安全。
而且8根槽钢也方便拆卸,便于更换。
2.2.3 线体的周边辅助部件设计为了充分利用线体的周边空间,也为了方便人员的装配,可以在线体的外侧装挂上类似于倒三角盒形的托盘,可以放置装配所需的零部件和工具。
在线体的内侧,可以装上一层塑料板,使整条装配线看上去既简明又清洁、零件不会掉落。