实验一 圆度与圆柱度误差测量
- 格式:doc
- 大小:615.50 KB
- 文档页数:3
实验一圆度与圆柱度误差测量一、实验目的1.掌握圆度误差及圆柱度误差的测量方法;2.学会对测量数据的处理,加深对基本概念的理解;3.了解测量工具结构并熟悉它的使用方法。
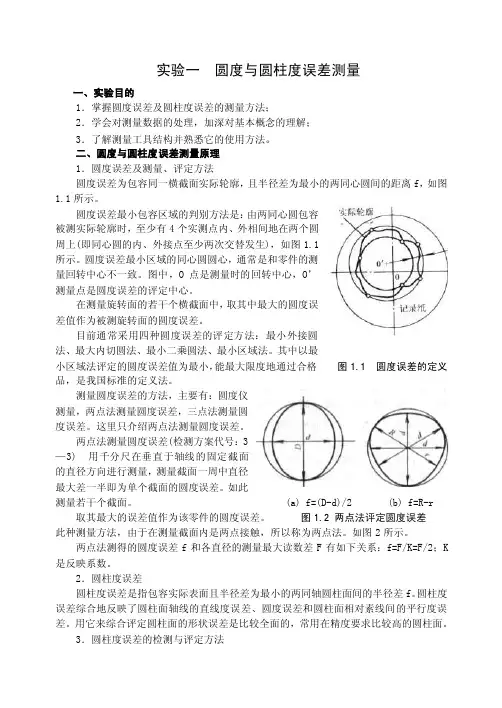
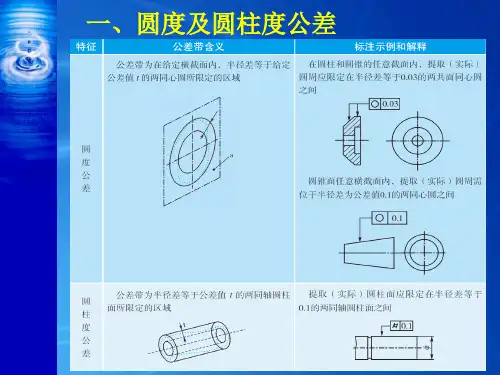
二、圆度与圆柱度误差测量原理1.圆度误差及测量、评定方法圆度误差为包容同一横截面实际轮廓,且半径差为最小的两同心圆间的距离f,如图1.1所示。
圆度误差最小包容区域的判别方法是:由两同心圆包容被测实际轮廓时,至少有4个实测点内、外相间地在两个圆周上(即同心圆的内、外接点至少两次交替发生),如图1.1所示。
圆度误差最小区域的同心圆圆心,通常是和零件的测量回转中心不一致。
图中,O点是测量时的回转中心,O’测量点是圆度误差的评定中心。
在测量旋转面的若干个横截面中,取其中最大的圆度误差值作为被测旋转面的圆度误差。
目前通常采用四种圆度误差的评定方法:最小外接圆法、最大内切圆法、最小二乘圆法、最小区域法。
其中以最小区域法评定的圆度误差值为最小,能最大限度地通过合格图1.1 圆度误差的定义品,是我国标准的定义法。
测量圆度误差的方法,主要有:圆度仪测量,两点法测量圆度误差,三点法测量圆度误差。
这里只介绍两点法测量圆度误差。
两点法测量圆度误差(检测方案代号:3—3) 用千分尺在垂直于轴线的固定截面的直径方向进行测量,测量截面一周中直径最大差一半即为单个截面的圆度误差。
如此测量若干个截面。
(a) f=(D-d)/2 (b) f=R-r 取其最大的误差值作为该零件的圆度误差。
图1.2 两点法评定圆度误差此种测量方法,由于在测量截面内是两点接触,所以称为两点法。
如图2所示。
两点法测得的圆度误差f和各直径的测量最大读数差F有如下关系:f=F/K=F/2;K 是反映系数。
2.圆柱度误差圆柱度误差是指包容实际表面且半径差为最小的两同轴圆柱面间的半径差f。
圆柱度误差综合地反映了圆柱面轴线的直线度误差、圆度误差和圆柱面相对素线间的平行度误差。
用它来综合评定圆柱面的形状误差是比较全面的,常用在精度要求比较高的圆柱面。
直线度、圆度、圆柱度检测案例任务描述:图例是某产品中一根小轴,产品加工完成后,如何检测?任务实施:具备的知识与技能有:形位公差的概念,直线度、圆度、圆柱度的概念;检验直线度、圆度、圆柱度相关测量工具的使用知识和使用方法;耐心细致的工作精神。
1、检测直线度的实施步骤方法一,平尺法:1)测量器具:等高量块两块、塞尺、平尺(刀口尺)。
2)测量步骤:a)将平尺至于被测直线上,并在离平尺两端垫上等厚量块;b)用片状塞规或塞尺直接测出平尺工作面与被测直线之间的距离;c)测得最大距离减等厚量块的厚度即为所求的直线度误差近似值。
方法二,指示器法:用带指示器的测量装置测出被测直线相对测量基线的偏移量,进而评定直线度误差值的方法,该方法适用于中、小平面及圆柱,圆锥面素或轴线等的直线度误差测量。
1)测量器具:千分表、表座、工具平板、轴零件支持工具(偏摆仪或分度三爪卡盘)。
2)测量步骤:a)被测零件安装在平行于平板且具有精密分度装置的两同轴顶尖之间;b)确定横向测量截面数及各截面上的等分测量点数;c)转动被测零件,在各横向截面上对等分测量点逐一进行测量,并记录各点的示值;d)将各点的示值绘制在极坐标图上(或按其他方法),按最小区域圆心、最小二乘圆心之一确定各截面中心坐标值(X、Y、Z)e)进行数据处理,求出直线度误差值;f)按上述的方法测量若干条素线,取其中的最大值作为被测零件的直线度误差值。
3)数据处理:a)以各测得点中的两个端点坐标值[(Xo,Yo,Z0)和(Xn-Yn,Zn)]求出两端点连线的直线方程系数q,p作为初始值:b)将各测得点的坐标值代入下式,算出各点距该直线的径向距离:c)找出Ri中的最大值f1;d)按一定优化方法改变Xo,Yo,p,q值;e)按Ri计算式逐个计算变换后的Ri值,并找出Ri中的最大值f2f)将f1与f2相比较,使较小者为f1;g)反复进行d)-f)的步骤,使f1为最小;h)最后求出的最小值f1的两倍即为直线度误差值。
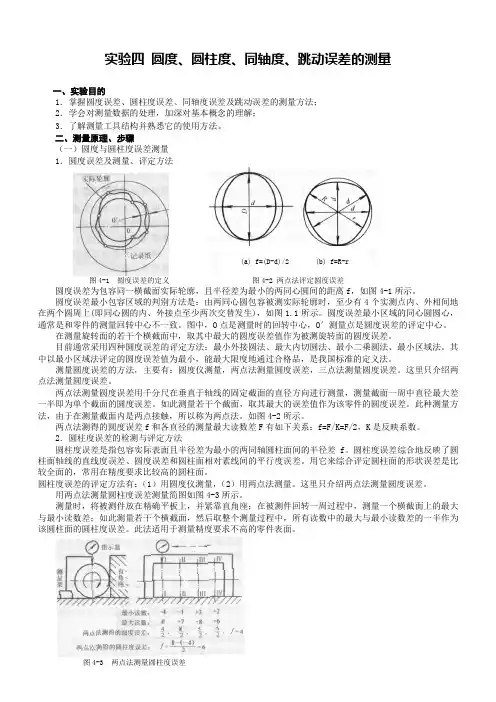
实验四 圆度、圆柱度、同轴度、跳动误差的测量一、实验目的1.掌握圆度误差、圆柱度误差、同轴度误差及跳动误差的测量方法;2.学会对测量数据的处理,加深对基本概念的理解;3.了解测量工具结构并熟悉它的使用方法。
二、测量原理、步骤(一)圆度与圆柱度误差测量1.圆度误差及测量、评定方法图4-1 圆度误差的定义圆度误差为包容同一横截面实际轮廓,且半径差为最小的两同心圆间的距离f ,如图4-1所示。
圆度误差最小包容区域的判别方法是:由两同心圆包容被测实际轮廓时,至少有4个实测点内、外相间地在两个圆周上(即同心圆的内、外接点至少两次交替发生),如图1.1所示。
圆度误差最小区域的同心圆圆心,通常是和零件的测量回转中心不一致。
图中,O 点是测量时的回转中心,O ′测量点是圆度误差的评定中心。
在测量旋转面的若干个横截面中,取其中最大的圆度误差值作为被测旋转面的圆度误差。
目前通常采用四种圆度误差的评定方法:最小外接圆法、最大内切圆法、最小二乘圆法、最小区域法。
其中以最小区域法评定的圆度误差值为最小,能最大限度地通过合格品,是我国标准的定义法。
测量圆度误差的方法,主要有:圆度仪测量,两点法测量圆度误差,三点法测量圆度误差。
这里只介绍两点法测量圆度误差。
两点法测量圆度误差用千分尺在垂直于轴线的固定截面的直径方向进行测量,测量截面一周中直径最大差一半即为单个截面的圆度误差。
如此测量若干个截面,取其最大的误差值作为该零件的圆度误差。
此种测量方法,由于在测量截面内是两点接触,所以称为两点法。
如图4-2所示。
两点法测得的圆度误差f 和各直径的测量最大读数差F 有如下关系:f=F/K=F/2,K 是反映系数。
2.圆柱度误差的检测与评定方法圆柱度误差是指包容实际表面且半径差为最小的两同轴圆柱面间的半径差f 。
圆柱度误差综合地反映了圆柱面轴线的直线度误差、圆度误差和圆柱面相对素线间的平行度误差。
用它来综合评定圆柱面的形状误差是比较全面的,常用在精度要求比较高的圆柱面。
测圆柱度和圆度
1,用游标卡尺测出气缸的直径A1,螺旋测微器挑好气缸的直径长度A1,调好量缸器的下面那条小铁柱长度刚好可以放入螺旋测微器,然后将螺旋测微器调零,然后开始测量
2,将量缸器放入气缸,前后摇摆使其稳定后开始测量,左加右减,读出一个数A2,s上的横向就等于A1加减A2,纵向也是这样A1加减A2,s中和s下也是这样测出来,
3,缸的圆柱度误差等于最大直径减去最小直径除于2,最大直径等于上面6个数据中最大的一个,最小直径就是最小的一个
4,用调零好的量缸器放入气缸,前后摇摆使其稳定,然后读数B1,然后量缸器旋转90度在读出一个数B2,圆度误差等于B1减B2
侧隙:就是活塞环在活塞里的时候的那个圆的两个端口距离
端隙:就是将活塞环放入气缸里的时候那个圆的两个端口距离。
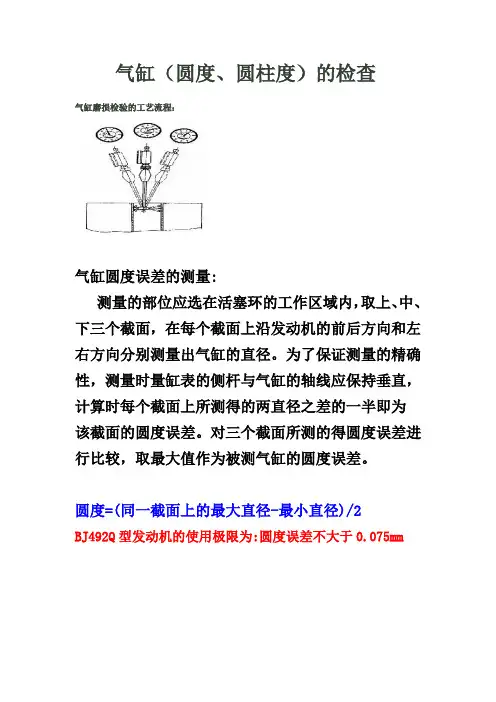
气缸(圆度、圆柱度)的检查
气缸磨损检验的工艺流程:
气缸圆度误差的测量:
测量的部位应选在活塞环的工作区域内,取上、中、下三个截面,在每个截面上沿发动机的前后方向和左右方向分别测量出气缸的直径。
为了保证测量的精确性,测量时量缸表的侧杆与气缸的轴线应保持垂直,计算时每个截面上所测得的两直径之差的一半即为
该截面的圆度误差。
对三个截面所测的得圆度误差进行比较,取最大值作为被测气缸的圆度误差。
圆度=(同一截面上的最大直径-最小直径)/2
BJ492Q型发动机的使用极限为:圆度误差不大于0.075mm
气缸圆柱度误差的测量:
测量的部位一般选在气缸的上、中、下部位,即气缸磨损的最大处和最小处。
计算时同一气缸中所测得的直径中的最大值与最小值之差的一半即为被测气缸
的圆柱度误差。
圆柱度=(不同截面上的最大直径-最小直径)/2
BJ492Q型发动机的使用极限为:圆柱度误差不大于0.15mm。
注:当气缸的圆度误差或圆柱度误差超过标准值时应进行锁、磨缸修理。
或在缸壁上已有严重的拉痕、沟槽或麻点时,也应进行锁、磨缸修理。
圆度一. 基本概念1. 圆要素几何特征中心:横向截面与回转表面的轴线相交的交点; 半径:圆要素上各点至该中心的距离。
圆要素是一封闭曲线,其向量半径R 与相位角θ具有函数关系,即:()R F θ=按傅里叶级数展开后,有:()001cos mk k R k k a c θθ==++∑2. 圆度及圆度误差圆度:回转表面的横向截面轮廓(圆要素)的形状精度;圆度误差:表示实际圆要素精度的技术参数,即实际圆要素对理想圆的变动量。
3. 圆度误差评定原则按形状误差评定原则,评定圆度误差时,应根据实际圆要素确定最小包容区域。
圆度误差的最小包容区域与圆度公差带的形状一致,由两同心圆构成,当实际圆要素被两同心圆紧紧包容,即两同心圆的半径差为最小值时,即为最小包容区域。
4. 圆度检测原则① 与理想要素比较原则:理想要素由测量器具模拟体现理想圆。
在实际圆要素上获得的信息,通常是实际要素的半径变化量,根据获得的半径变化量再评定圆度误差。
② 测量坐标值原则:对实际圆要素应用坐标测量系统对其采样点测取坐标值,由测得的坐标值经过计算,求得圆度误差值。
③ 测量特征参数原则:根据实际圆要素的具体特征,采用能反映实际要素几何特征的手段进行测量,从而方便的获得圆度误差值。
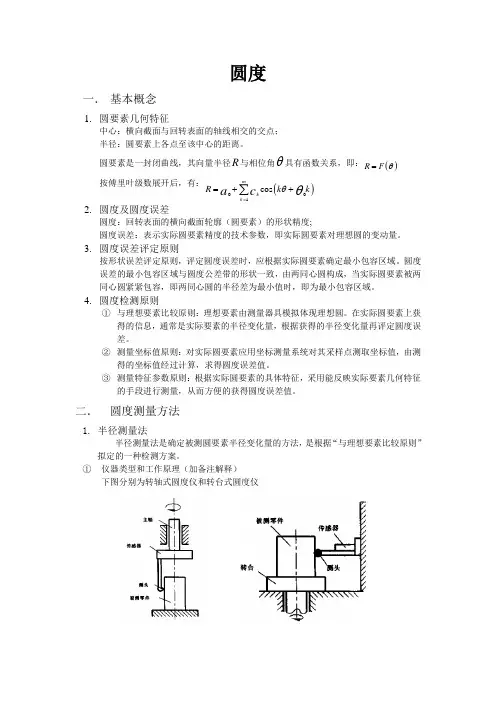
二. 圆度测量方法1. 半径测量法半径测量法是确定被测圆要素半径变化量的方法,是根据“与理想要素比较原则”拟定的一种检测方案。
① 仪器类型和工作原理(加备注解释)下图分别为转轴式圆度仪和转台式圆度仪圆度仪可运用测得信号的输出特性,将被测轮廓的半径变化量放大后同步自动记录下来,获得轮廓误差的放大图形,可按放大图形评定圆度误差。
② 用圆度仪测量注意事项(加备注择项解释)选择适当的侧头类型;静态测量力选择;测量平面和测量方向确定;频率响应选择;选择适当的放大倍率;正确安装被测件,径向偏心和轴向倾斜;主轴误差的影响2. 坐标测量法坐标测量法是根据测量坐标值原则提出的一种检测方案。

圆度一. 基本概念1. 圆要素几何特征中心:横向截面与回转表面的轴线相交的交点; 半径:圆要素上各点至该中心的距离。
圆要素是一封闭曲线,其向量半径R 与相位角θ具有函数关系,即:()R F θ=按傅里叶级数展开后,有:()001cos mk k R k k a c θθ==++∑2. 圆度及圆度误差圆度:回转表面的横向截面轮廓(圆要素)的形状精度;圆度误差:表示实际圆要素精度的技术参数,即实际圆要素对理想圆的变动量。
3. 圆度误差评定原则按形状误差评定原则,评定圆度误差时,应根据实际圆要素确定最小包容区域。
圆度误差的最小包容区域与圆度公差带的形状一致,由两同心圆构成,当实际圆要素被两同心圆紧紧包容,即两同心圆的半径差为最小值时,即为最小包容区域。
4. 圆度检测原则① 与理想要素比较原则:理想要素由测量器具模拟体现理想圆。
在实际圆要素上获得的信息,通常是实际要素的半径变化量,根据获得的半径变化量再评定圆度误差。
② 测量坐标值原则:对实际圆要素应用坐标测量系统对其采样点测取坐标值,由测得的坐标值经过计算,求得圆度误差值。
③ 测量特征参数原则:根据实际圆要素的具体特征,采用能反映实际要素几何特征的手段进行测量,从而方便的获得圆度误差值。
二. 圆度测量方法1. 半径测量法半径测量法是确定被测圆要素半径变化量的方法,是根据“与理想要素比较原则”拟定的一种检测方案。
① 仪器类型和工作原理(加备注解释)下图分别为转轴式圆度仪和转台式圆度仪圆度仪可运用测得信号的输出特性,将被测轮廓的半径变化量放大后同步自动记录下来,获得轮廓误差的放大图形,可按放大图形评定圆度误差。
② 用圆度仪测量注意事项(加备注择项解释)选择适当的侧头类型;静态测量力选择;测量平面和测量方向确定;频率响应选择;选择适当的放大倍率;正确安装被测件,径向偏心和轴向倾斜;主轴误差的影响2. 坐标测量法坐标测量法是根据测量坐标值原则提出的一种检测方案。
圆柱度误差实验报告本实验旨在通过测量和分析圆柱度误差的实验数据,来了解该误差对零件质量的影响和圆柱度测量的方法。
实验原理:圆柱度误差是指圆柱零件表面与其理论圆柱轴线之间的最大偏离量。
圆柱度误差是一种重要的表征零件偏差的指标,对于要求精度较高的零部件尤为重要。
本实验通过测量零件的直径,在不同位置上选择不同直径测量点来实测圆柱度。
借助测量仪器计算圆柱度误差,进而分析其对零件的影响。
实验步骤:1. 准备工作:校验测量仪器的准确性,确保量具的可靠性。
2. 样品准备:挑选合适的圆柱零件作为测量样品。
3. 确定测量点:在零件表面选择若干不同位置作为测量点。
4. 进行测量:使用测量仪器对选定的测量点进行直径测量,并记录测量数据。
5. 计算圆柱度误差:将所得直径测量数据代入计算公式中,使用计算仪器计算圆柱度误差。
6. 数据分析和处理:根据实测数据和计算结果,对圆柱度误差进行分析和处理。
7. 结论总结:根据实验结果总结分析圆柱度误差对零件质量的影响,并对圆柱度测量的方法进行评价。
实验结果分析:通过对实验数据的分析,我们可以得到零件的圆柱度误差。
根据误差的大小和方向,可以得知零件的几何特性,如是否圆形对称等。
如果圆柱度误差较小,零件的质量就会比较高。
如果误差较大,则说明零件存在一定的偏差,需要进行进一步的调整和加工。
控制圆柱度误差可以通过以下几个方面来实现:1. 加工工艺的调整:选择合适的加工方法和工艺参数,尽量减小圆柱度误差。
2. 加工设备的改善:提高加工设备的精度和稳定性,减少加工误差。
3. 执行质量管理体系:建立完善的质量管理体系,对产品的每个环节进行管控,及时发现和纠正存在的问题。
4. 严格控制加工环境:保持加工环境的干净、整洁和稳定,减少外界因素对零件质量的影响。
实验结论:通过本实验,我们了解了圆柱度误差的实验方法和测量技术。
圆柱度误差是评价零件质量的重要指标之一,通过测量和分析圆柱度误差,可以得到零件的几何特性和质量水平。
圆度误差、圆柱度误差的测量知识精讲一、两点法测量圆度误差1、圆度公差:是限制实际圆对其理想圆变动差的一项指标,用于对回转面在任意截面上的圆轮廓提出形状精度要求。
2、圆度公差带的形状:是两同心圆,形成环形平面。
3、圆度:是控制圆柱面、圆锥面的截面和球面零件任意截面圆的程度指标。
4、两点法:所谓两点是指实际圆上各点(一点)对固定点(一点)的变化量,即在同一截面上沿不同方向测量直径的变动量。
5、测量圆度误差:Δ=(Mmax-Mmin)/2二、三点法测量圆度误差1、三点法:所谓三点是指实际圆上各点(一点)对固定点(两点)的变化量。
2、测量圆度误差:Δ=Δh/kΔ=(Mmax-Mmin)/2式中:Δh=(Mmax-Mmin)K—为换算系数,与工件棱边数n和V形块夹角2α有关,通常2α=90°,k 指为2。
三、圆柱度误差的测量1、圆柱度:是控制圆柱面的圆度、素线直线度、轴线直线度等圆柱面的横截面和纵截面的综合误差的指标。
2、援助度公差:可以同时控制圆柱、素线和轴线的直线度,以及两条素线的平行线等。
3、测量圆柱度误差:Δ=(Mmax-Mmin)/2能力训练一、填空题1、圆度是控制______、______的截面及______的任意截面圆的程度的指标,它符号是______。
2、圆度公差是限制______对______变动量的一项指标,用于对______在______上的______提出形状精度的要求。
3、圆柱度是综合控制圆柱面的______、______、和______等的指标,它的符号是______。
4、圆柱度公差是限制______、对______和变动量的指标,用于对圆柱面所有______和______上的轮廓提出综合性形状精度要求。
二、选择题1、圆度公差带的大小用被测大小用被测量器具圆的()来衡量。
A最大值与最小值之差 B 最大值C最大值与最小值之差的一半D,最小值2、圆度测量中没有用到的测量器具是()。
形位公差之圆柱度误差测量方法讲解摘要:圆柱度属于形位公差中的形状公差的其中一种,是指圆柱面整个轮廓(圆柱面要素)的形状精度,即表示零件上圆柱面外形轮廓上的各点,对其轴线保持等距状况。
常用的近似测量方法有两点法、三点法、坐标测量法以及利用我们太友科技的数据采集仪连接百分表法等。
圆柱度指在垂直于回转体轴线截面上,被测实际圆(柱)对其理想圆(柱)的变动量,以形成最小包容区域的两同心圆(柱)面的半径差计算。
圆柱度误差的评定原则圆柱度误差是指实际圆柱面要素对其理想圆柱面的变动量。
根据形状误差评定原则,实际圆柱面要素与理想原则面比较时,应根据实际圆柱面确定最小包容区域。
当与圆柱度公差带形状一致的两同轴圆柱面紧紧包容实际圆柱面要素,及其半径差为最小值时,即为最小包容区域。
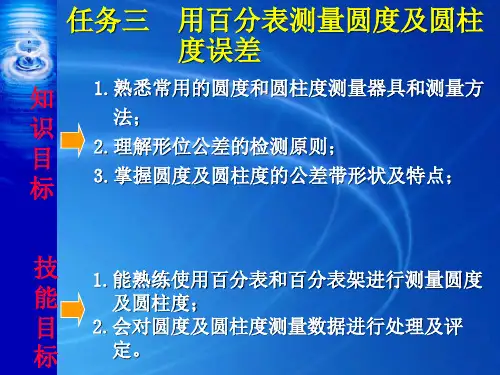
圆柱度测量方法介绍1、两点法按下图所示方法测出各给定横截面内零件回转一周过程指示表的最大示值与最小示值,并以所有各被测截面示值中的最大值与最小值的一半作为圆柱度误差值。
2、三点法按下图所示方法测出各给定横截面内零件回转一周过程指示表的最大示值与最小示值的一半作为圆柱度误差值。
3、三坐标测量法通常是在三坐标测量机上按要求测量被测零件各横截面轮廓各测点的坐标值, 再利用相应的计算机软件计算圆柱度误差值。
利用圆度仪测量圆柱度时, 将被测圆柱体工件沿垂直轴线分成数个等距截面放在回转台上, 回转台带动工件一起转动; 3个传感器安装在导轨支架上, 并可沿导轨做上下的间歇移动, 逐个测量等距截面, 获取含有混合误差的原始信号(测量原理图如下图所示)。
测量传感器拾取的原始信号中不仅包含有被测工件的各个截面的圆度误差母线的直线度误差, 而且还含混入了导轨的直行运动误差及回转台的回转运动误差。
将上述误差相分离, 并依据最小二乘圆心进行重构出实际圆柱面轮廓, 然后采用国标规定的误差评定方法得到被测圆柱面的圆柱度误差。
三坐标测量机(Coordinate Measuring Machine, CMM) 是指在一个六面体的空间范围内,能够表现几何形状、长度及圆周分度等测量能力的仪器,又称为三坐标测量仪或三次元。
项目八圆度与圆柱度的测量【知识目标】☆理解圆度、圆柱度误差的意义。
☆掌握圆度、圆柱度误差的测量方法【能力目标】☆能正确使用百分表进行圆度和圆柱度的测量。
☆掌握对圆度和圆柱度的测量数据处理及评定方法。
【项目内容】圆度是衡量回转体的圆形程度,用于对回转体任一正截面上的圆轮廓提出形状精度要求;而圆柱度是衡量圆柱面的变动量情况,用于对圆柱面所有正截面和纵截面上的轮廓提出的综合形状精度要求。
圆柱度公差可以同时控制圆度、素线和轴线的直线,以及两条素线的平行度。
【项目分析】形位公差带的四个要素形位公差带是用来限制实际要素变动的区域。
构成零件实际要素的点、线、面都必须处在该区域内,零件才为合格。
它主要有大小、形状、位置和方向四个要素构成。
1.公差带的形状形位公差带的形状由各个公差项目的定义决定的。
如公差项目是平面度,那么形位公差带的形状就是两平面平行。
2.公差带的大小形位公差带的大小用公差值表示,公差值和公差带是多种多样的。
公差带形状可分为:用公差值t表示宽度的两条平行直线、两平行平面、两同轴圆柱、两同心圆、两等距曲面等;也有用公差值t表示直径的一个圆、一个球、一个圆柱。
即形位公差带值t可以是公差带的宽度或直径。
3.公差带的方向1)形状公差带的方向形状公差带的方向是公差带的延伸方向,它与测量方向垂直。
公差带的实际方向是由最小条件决定的。
2)位置公差带的方向形状公差带的方向是公差带的延伸方向,它与测量方向垂直。
公差带的实际方向与基准保持图样上的给定几何关系,如图8-1所示。
图8-1 位置公差带方向4.公差带的位置公差带的位置分固定和浮动两种。
1)固定位置公差带所谓的固定位置公差带是指形位公差带的位置给定之后,它与零件上的实际尺寸无关,不随尺寸大小变化而发生位置的变动。
这种公差带称为固定位置公差带。
如图8-2所示,φt1对φt2有同轴度要求,φt2为基准轴线,φt1为被测轴线,公差带形状为φt的圆柱面,并与φt2轴线同轴,其位置不随被测圆柱的直径φt1尺寸大小变动而变化。
实验一圆度与圆柱度误差测量
一、实验目的
1.掌握圆度误差及圆柱度误差的测量方法;
2.学会对测量数据的处理,加深对基本概念的理解;
3.了解测量工具结构并熟悉它的使用方法。
二、圆度与圆柱度误差测量原理
1.圆度误差及测量、评定方法
圆度误差为包容同一横截面实际轮廓,且半径差为最小的两同心圆间的距离f,如图1.1所示。
圆度误差最小包容区域的判别方法是:由两同心圆包容
被测实际轮廓时,至少有4个实测点内、外相间地在两个圆
周上(即同心圆的内、外接点至少两次交替发生),如图1.1
所示。
圆度误差最小区域的同心圆圆心,通常是和零件的测
量回转中心不一致。
图中,O点是测量时的回转中心,O’
测量点是圆度误差的评定中心。
测量圆度误差的方法,主要有:圆度仪测量,两点法测量圆
度误差,三点法测量圆度误差。
这里只介绍两点法测量圆度
误差。
两点法测量圆度误差(检测方案代号:3—3) 用千分尺在垂
直于轴线的固定截面的直径方向进行测量,测量截面一周中直径最大差一半即为单个截面的圆度误差。
如此测量若干个截面。
取其最大的误差值作为该零件的圆度误差。
2.圆柱度误差
圆柱度误差是指包容实际表面且半径差为最小的两同轴圆柱面间的半径差f。
圆柱度误差综合地反映了圆柱面轴线的直线度误差、圆度误差和圆柱面相对素线间的平行度误差。
用它来综合评定圆柱面的形状误差是比较全面的,常用在精度要求比较高的圆柱面。
3.圆柱度误差的检测与评定方法
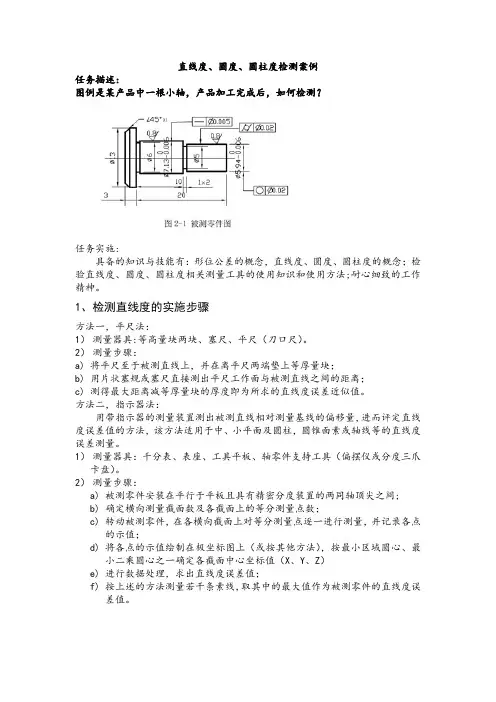
圆柱度误差的评定方法有:(1)用圆度仪测量,(2)用两点法测量。
这里只介绍两点
法测量圆度误差。
‘
测量时,将被测件放在精确平板上,并紧靠直角座;在被测件回转一周过程中,测量一个横截面上的最大与最小读数差;如此测量若干个横截面,然后取整个测量过程中,所有读数中的最大与最小读数差的一半作为图1.3 两点法测量圆柱度误差
该圆柱面的圆柱度误差。
此法适用于测量精度要求不高的零件表面。
实验二 平行度误差的测量
一、实验目的
1.了解指示表的结构及通用测量工具并熟悉使用它们测量箱体孔与底面的平行度误差的方法。
2.掌握平行度误差的评定方法。
3.掌握被测要素对基准要素的平行度误差值的评定方法和数据处理方法。
二、平行度误差的测量与评定
1.平行度误差的测量的原理
1)平行度误差的定义
给定方向的平行度误差为包容实际要素并平行于基准要素,且距离为最小的两平行平面之间的距离f 。
任意方向的平行度误差为包容实际轴线并平行于基准轴线,且直径为最小的圆柱面的直径Φf 。
2)平行度误差的测量原理
实际基准要素都是有误差的,由实际轮廓要素建立基准时,是以轮廓实际基准要素最小包容区域的体外边界作为理想基准要素;由实际中心要素建立基准时,是以实际基准要素的最小区域的中心要素作为理想基准要素。
对平行度误差(位置误差)基准的体现方法有分析法、直接法、模拟法和目标法。
2.平行度误差的评定
1)轴孔对底面平行度误差测量
将箱体直接置于平板上(基准面由平板体现),被测量孔的轴线由心轴模拟,如图 2.4所示,用分度表测量相距L
1的两端的读数M 1和M 2,则孔的实际轴线对基准平面的平行度误差为:1
21||L M M L F -= 2)测量两孔轴线的平行度误差
用三个千斤顶支承箱体,调整千斤顶,使A 、B 两处分
度表测得的读数相等,如图2.5所示,在相距L 1的两端的
读数M 1和M 2,则孔的实际轴线对基准孔的平行度误差为:
12
1|
|
L M
M
L
F -
=
图2.4 图2.5。