圆度圆柱度测量仪ppt课件
- 格式:ppt
- 大小:2.12 MB
- 文档页数:14
圆柱度圆柱度是指任一垂直截面最大尺寸与最小尺寸差为圆柱度。
圆柱度误差包含了轴剖面和横剖面两个方面的误差。
.圆柱度的公差带是两同轴圆柱面间的区域,该两同轴圆柱面间的径向距离即为公差值。
圆柱度测量圆柱度(见形位公差)是圆柱体圆度和素线直线度的综合,因此圆柱度一般是在圆度仪上附加能沿被测圆柱体作轴向运动的精密直线导轨、电子计算机和相应的程序等来测量的。
测量时,长度传感器的测头沿精密直线导轨测量被测圆柱体的若干横截面,也可沿被测圆柱面作螺旋运动取样。
测得的半径差由电子计算机按最小条件确定圆柱度误差。
在配有电子计算机和相应程序的三坐标测量机上利用坐标法也可测量圆柱度。
测量时,长度传感器的测头沿被测圆柱体的横截面测出若干(取样)点的坐标值X、y,并按需要测量若干横截面,然后由电子计算机按最小条件确定圆柱度误差。
此外,还可利用V形块和平板(带有径向定位用直角座)等分别测量具有奇数棱边和偶数棱边的圆柱体的形状误差(见圆度测量),但这时V形块和平板的长度应大于被测圆柱体的全长。
测量时,被测圆柱体在 V形块内或带直角座的平板上回转一周,从测微仪读出一个横截面中最大和最小的示值,按需要测量若干横截面,然后取从各截面读得的所有示值中最大与最小示值差之半,作为被测圆柱体的圆柱度误差。
圆度误差的测量测量方法圆度误差的评定方法有4种:最小包容区域法,最小外接圆法,最大内切圆法,最小二乘法。
由于最小二乘法简便易行,长期以来甚为流行。
测量圆度误差的方法虽有多种,但最为合理、用得最多的是半径法。
为此,通过采用半径测量法在光学分度头上用千分表测量圆度误差,并对测量数据进行最小二乘法计算,以求得圆度误差值。
—测量时,将被测量工件顶在光学分度头的两顶尖间,将指示表置于被测量横截面上,测量其半径的变化量△r,即利用光学分度头将被测圆周等分成 n个测量点,当每转过一个0 =360°/n角时,从指示表上读出该点相对于某一半径R0的偏差值△r,由此测得所有数据△ri。

圆度仪圆柱度仪(图示)圆度仪/真圆度仪/圆柱度仪/大承重圆度仪计量学特性包括测量范围、重复性、稳定性、分辨力和示值误差等,这些指标直接影响测量结果的准确度。
圆度仪严格按照计量仪器标准设计制造,整机具备长期稳定性和高精度,易维护。
量值可溯源性,适合长度计量室。
西安笛卡尔公司目前提供的产品主要有:粗糙度仪、轮廓仪、圆度仪、视频测量仪、测长仪、测高仪、投影仪、万工显、齿轮测量中心、测厚仪、探伤仪、金相设备仪、硬度计、显微镜、万能试验机等。
圆度仪的核心基准-C轴,新型高精度、高刚性转台具有超常的制造精度,集成了高精度空气静压轴承和无摩擦的转子、定子等关键部件,即使在95KG的大承载下仍保证C-轴径向误差±(0.04+4H/1000)um。
转台可快速高精度调心调平,高刚性设计保证其稳定及压力分布均匀。
圆度测量仪是以大承重高精度气浮主轴为基准,采用计算机测量系统的转台式通用型圆度仪,适用于圆环、圆柱等大型回转体工件的的圆度、波纹度、同轴度、同心度、垂直度、平行度等参数的测量,主要应用于大型轴承、发动机、机床、纺机、航空航天等精密机械制领域。
仪器主要由大承重高精度气浮主轴、精密调平调心工作台、花岗岩台面、电动花岗岩立柱、高精度电感测头、精密旋转编码器、驱动控制电箱、高精度测量电箱、空气过滤干燥系统以及基于windows XP的专用测量分析软件组成。
仪器特点主轴采用超高精度的气浮轴,使仪器具有旋转精度高、稳定性好、承载能力强、非接触、不磨损、长寿命的优点,达到国家一级精度标准。
工作台面和立柱采用天然花岗岩材料使仪器机械性能更加稳定可靠、不变形、不漂移、造型美观。
两级内置空气过滤器、一个保护压力继电器和一个油水分离器装置,使压缩空气工作气压稳定、干净、干燥,确保气浮主轴旋转稳定性好,精度高。
主轴电机采用高精度调速电机,使仪器主轴旋转平稳可靠传感器垂直和水平运动采用直线电机驱动,使仪器操作方便,调整精准。



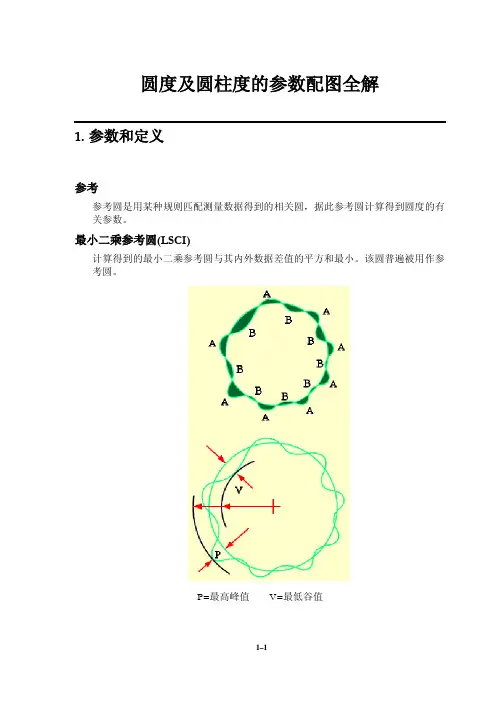
圆度及圆柱度的参数配图全解1.参数和定义参考参考圆是用某种规则匹配测量数据得到的相关圆,据此参考圆计算得到圆度的有关参数。
最小二乘参考圆(LSCI)计算得到的最小二乘参考圆与其内外数据差值的平方和最小。
该圆普遍被用作参考圆。
P=最高峰值 V=最低谷值计算得到的最小区域参考圆是两个完全包容测量数据的同心圆,这两圆之间的径向间距最小。
P=最高峰值 V=最低谷值最小外接参考圆(MCCI)计算得到的最小外接参考圆是完全将测量数据包容在内的最小圆。
V=圆度计算得到的最大内切参考圆是完全被测量数据包容在内的最大圆。
P=圆度倾斜纠正当测量的圆柱轴线建立后,当它与主轴轴线不平行时,它与主轴轴线在空间某个方向的倾斜将使测量数据发生椭圆畸变。
本选项允许在相对于圆柱轴线进行进一步计算之前,从单个圆度测量数据中去除该椭圆度。
偏心度E偏心值是所选基准轴(点)到所分析参考圆中心的距离。
偏心角为主轴零度位置与参考圆中心和基准轴连线之间的夹角。
A=基准点 B=数据中心 E=偏心值θ=偏心角(上图为315˚)偏心角为主轴零度位置与参考圆中心和基准轴连线之间的夹角。
A=最小二乘中心 B=最小二乘参考圆 C=角度θE=偏心 D=回转中心跳动两个同心圆的径向间隔,这两个圆与基准轴(或点)同心,并完全包容测量数据,即指示器读数的总变动量。
(ISO 1101; DIN 7184; BS.308第三部分)。
A=跳动 B=距基准点最近的数据点 C=基准点D=距基准点最远的数据点R此值取决于径向横臂的标定(为标尺的目视读数),仅供参考。
谐波分析数据用傅立叶级数表示。
删除点为从任何间断数据的两边删除的点的个数。
它们是从所选数据总数中删除的。
平面度平面度可用最小二乘或最小区域方法来定义。
最小二乘基准拟合一平面,测量数据至该平面差值的平方和最小。
最小区域基准拟合两个平行平面,使其完全包容测量数据,且间隔最小。
A=轴线 F=平面度LS=最小二乘基准“参考平面垂直度”值是两个平行平面最小轴向间隔,这两个平面垂直于参考轴线,并且完全包容由被测数据拟合的最小二乘平面。
实验2圆度、圆柱度误差的测量⼀、实验⽬的1.掌握圆度、圆柱度误差的测量⽅法。
2.加深对圆度、圆柱度误差和公差概念的理解。
⼆、实验内容⽤两点法和三点法组合测量轴的圆度和圆柱度误差。
三、计量器具外径千分尺(测量范围0-25mm、分度值0.01mm)。
百分表(⽰值范围:0-3mm;分度值0.01mm)。
平板、磁⼒表座。
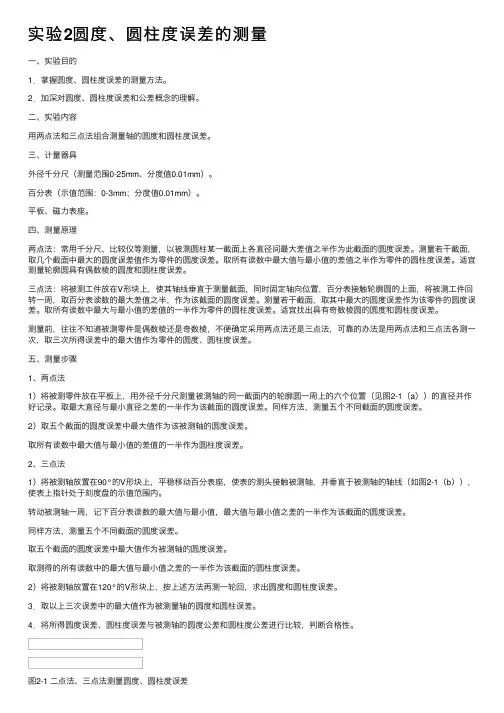
四、测量原理两点法:常⽤千分尺、⽐较仪等测量,以被测圆柱某⼀截⾯上各直径间最⼤差值之半作为此截⾯的圆度误差。
测量若⼲截⾯,取⼏个截⾯中最⼤的圆度误差值作为零件的圆度误差。
取所有读数中最⼤值与最⼩值的差值之半作为零件的圆柱度误差。
适宜测量轮廓圆具有偶数棱的圆度和圆柱度误差。
三点法:将被测⼯件放在V形块上,使其轴线垂直于测量截⾯,同时固定轴向位置,百分表接触轮廓圆的上⾯,将被测⼯件回转⼀周,取百分表读数的最⼤差值之半,作为该截⾯的圆度误差。
测量若⼲截⾯,取其中最⼤的圆度误差作为该零件的圆度误差。
取所有读数中最⼤与最⼩值的差值的⼀半作为零件的圆柱度误差。
适宜找出具有奇数棱圆的圆度和圆柱度误差。
测量前,往往不知道被测零件是偶数棱还是奇数棱,不便确定采⽤两点法还是三点法,可靠的办法是⽤两点法和三点法各测⼀次,取三次所得误差中的最⼤值作为零件的圆度、圆柱度误差。
五、测量步骤1、两点法1)将被测零件放在平板上,⽤外径千分尺测量被测轴的同⼀截⾯内的轮廓圆⼀周上的六个位置(见图2-1(a))的直径并作好记录。
取最⼤直径与最⼩直径之差的⼀半作为该截⾯的圆度误差。
同样⽅法,测量五个不同截⾯的圆度误差。
2)取五个截⾯的圆度误差中最⼤值作为该被测轴的圆度误差。
取所有读数中最⼤值与最⼩值的差值的⼀半作为圆柱度误差。
2、三点法1)将被测轴放置在90°的V形块上,平稳移动百分表座,使表的测头接触被测轴,并垂直于被测轴的轴线(如图2-1(b)),使表上指针处于刻度盘的⽰值范围内。
转动被测轴⼀周,记下百分表读数的最⼤值与最⼩值,最⼤值与最⼩值之差的⼀半作为该截⾯的圆度误差。
圆度一. 基本概念1. 圆要素几何特征中心:横向截面与回转表面的轴线相交的交点; 半径:圆要素上各点至该中心的距离。
圆要素是一封闭曲线,其向量半径R 与相位角θ具有函数关系,即:()R F θ=按傅里叶级数展开后,有:()001cos mk k R k k a c θθ==++∑2. 圆度及圆度误差圆度:回转表面的横向截面轮廓(圆要素)的形状精度;圆度误差:表示实际圆要素精度的技术参数,即实际圆要素对理想圆的变动量。
3. 圆度误差评定原则按形状误差评定原则,评定圆度误差时,应根据实际圆要素确定最小包容区域。
圆度误差的最小包容区域与圆度公差带的形状一致,由两同心圆构成,当实际圆要素被两同心圆紧紧包容,即两同心圆的半径差为最小值时,即为最小包容区域。
4. 圆度检测原则① 与理想要素比较原则:理想要素由测量器具模拟体现理想圆。
在实际圆要素上获得的信息,通常是实际要素的半径变化量,根据获得的半径变化量再评定圆度误差。
② 测量坐标值原则:对实际圆要素应用坐标测量系统对其采样点测取坐标值,由测得的坐标值经过计算,求得圆度误差值。
③ 测量特征参数原则:根据实际圆要素的具体特征,采用能反映实际要素几何特征的手段进行测量,从而方便的获得圆度误差值。
二. 圆度测量方法1. 半径测量法半径测量法是确定被测圆要素半径变化量的方法,是根据“与理想要素比较原则”拟定的一种检测方案。
① 仪器类型和工作原理(加备注解释)下图分别为转轴式圆度仪和转台式圆度仪圆度仪可运用测得信号的输出特性,将被测轮廓的半径变化量放大后同步自动记录下来,获得轮廓误差的放大图形,可按放大图形评定圆度误差。
② 用圆度仪测量注意事项(加备注择项解释)选择适当的侧头类型;静态测量力选择;测量平面和测量方向确定;频率响应选择;选择适当的放大倍率;正确安装被测件,径向偏心和轴向倾斜;主轴误差的影响2. 坐标测量法坐标测量法是根据测量坐标值原则提出的一种检测方案。
圆度/圆柱度仪国内外产品概况英国泰勒圆度/圆柱度仪:Talyrond 131 and 130测量优点:计量装置的优劣体现为它的分辨率范围。
Talyrond圆度仪和圆柱度仪所采用的测头既有较宽的测量范围,其分辨率也是可以调节选用的,可以极大的提高用户的零件制造精度。
特点包括以下几项:1 大量程-2mm,可以简化工件的初始安装,不必再使用特殊的夹具;2 额定分辨率达到30nm,完全可以满足测量的需要;3 当部件安装的偏差值小于0.40mm时,可以选择6nm的分辨率。
测量系统中的优异性能包括:金刚石转子气浮主轴;类型多样的测头;高密度锌合金基座;集成振动隔离系统;工件调心和调平。
配套软件UltraUltra的各项功能均遵守最严格的计量标准,它的主要功能为:1 对系统的完整控制机械功能-可以控制所有轴的位置和运动;管理功能-友好的用户界面,数据储存和检索;分析功能-滤波器和滤波参数选择,计算误差值;显示功能-屏幕显示所测工件的原始轮廓,用户化的模板和打印功能;2 兼容性Ultra完全兼容旧时的Talyrond Hobson数据文件格式,因此可以对旧时的数据进行重新分析并进行对比;还具有简单的编程功能,允许用户将数据输入到外部的软件中,如SPC和Excel。
3 与国际标准一致校准程序符合ISO9001的相关规定;用于校准的标准件有相关的证明数据;与校准相关的标准件,操作者及其数据均有纪录;不同的测杆在校准后的保持和重新安装都非常地容易。
4 软件界面非常友好;5 是一款非常全面的软件,可以适用与Talyrond的其他产品中,如Talysurf系列测量仪器和圆度测量系统;6 全面的分析功能:不平度的剔除,同轴度,圆柱度,谐波分析,孔和边剔除,倾斜度;7 计算机辅助调心和调平:8 程序化的测量步骤,可以对连续的工件表面进行测量,也可以对有缺口的表面进行测量。
测量仪附件包括:大型计算机桌子、储存柜、小型计算机桌子、调心附件、六爪工件卡盘、测杆、关于圆度测量的介绍资料、标准玻璃半球(圆度值小于0.05µm)、校准设置、精密校准圆柱体(圆度值<0.25µm,素线直线度<0.5µm)、峰值标准、测头工具箱等。