焊接工艺评定项目一览表42
- 格式:doc
- 大小:1.32 MB
- 文档页数:25
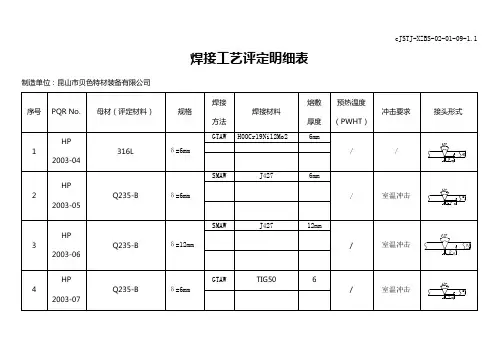
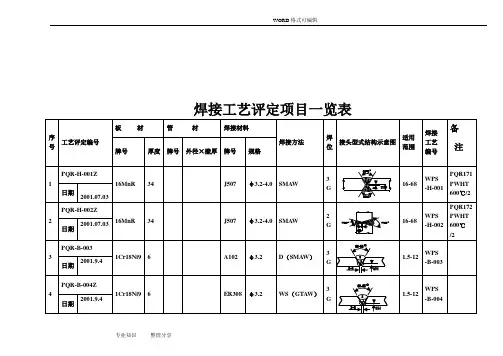
焊接工艺评定项目一览表序号工艺评定编号板材管材焊接材料焊接方法焊位接头型式结构示意图适用范围焊接工艺编号备注牌号厚度牌号外径×壁厚牌号规格1 PQR-H-001Z16MnR 34 J507 φ3.2-4.0 SMA W3G16-68WPS-H-001PQR171PWHT600℃/2 日期2001.07.032 PQR-H-002Z16MnR 34 J507 φ3.2-4.0 SMA W2G16-68WPS-H-002PQR172PWHT600℃/2日期2001.07.033 PQR-B-0031Cr18Ni9 6 A102 φ3.2 D(SMA W)3G1.5-12WPS-B-003 日期2001.9.44 PQR-B-004Z1Cr18Ni9 6 ER308 φ3.2 WS(GTAW)3G1.5-12WPS-B-004 日期2001.9.45 PQR-B-005ZSUS304 6 A102 φ3.2 D(SMA W)3G1.5-12WPS-B-005 日期2001.9.46 PQR-B-006ZSUS304 6 ER308 φ3.2 WS(GTAW)3G1.5-12WPS-B-006 日期2001.9.4焊接工艺评定项目一览表序号工艺评定编号板材管材焊接材料焊接方法焊位接头型式结构示意图适用范围焊接工艺编号备注牌号厚度牌号外径×壁厚牌号或型号规格7 PQR-B-007SUS304 6 MIG-308 φ1.0Rb(GMA W)(半自动)3 1.5-12WPS-B-007 日期2001.09.088 PQR-Al-008SB209GR50838 ER5183 φ4.0 GTAW(AC) 3 1.5-16WPS-Al-008P25 日期2001.04.059 PQR-T-009ZQ235-A 6 TIG-J50 φ2.5WS(GTAW)5G 1.5-12WPS-T-09 日期2001.11.1910 PQR-T-010PQR-T-010-1Q235-A 6 E4303 φ3.2 D(SMA W)3G 1.5-12WPS-T-010日期2001.11.19WPS-T-010-1TWHP630℃/0.5h11 PQR-T-011Z20 φ159*6 TIG-J50/E4303φ2.5/3.2WS/D(GTAW//SMAW)5G 1.5-12WPS-T-011 日期2002.03.2012 PQR-F-01220+316L φ219*(2+8)H00Cr19Ni12Mo2/A402/J422φ2.5/3.2WS/D(GTAW/SMA W)5G1.5-4/1.5-12WPS-F-012复合管日期2001.12.20焊接工艺评定项目一览表序号工艺评定编号板材管材焊接材料焊接方法焊位接头型式结构示意图适用范围焊接工艺编号备注牌号厚度牌号外径×壁厚牌号规格13 PQR-BF-01320+316Lφ219*(2+8)H00Cr19Ni12Mo2/H1Cr24Ni13/A402φ2.5/3.2WS/D(GTAW/SMAW)5G1.5-4/1.5-12WPS-BF-013复合管日期2001.12.2014 PQR-H-014Z16Mn φ108*6 TIG -50/J506 φ2.5-3.2 WS/D 5G6-12WPS-H-014PQR-H-014-01Z16MnR6 E5015 3.2 SMAW 3GWPS-H-014-1PQR-H-014-02 16MnR WPS-H-014-2PWHT625/0.515 PQR-H-01516MnR 50 J506 φ3.2-4.0 SMAW 3G 16-200WPS-H-015413PWHT625/1.5-2日期2001.12.2616 PQR-H-016 16MnR 50 J506 φ3.2-4.0 SMAW 2G16-200WPS-H-016414PWHT625℃/1.5-2日期2001.12.2617 PQR-H-01716MnR 40TWE-711(药芯)φ1.6气体保护焊(GMAW)(自动)3G 16-200WPS-H-017552PWHT625℃/1.5-2日期2001.12.2618 PQR-H-01816MnR 40TWE-711(药芯)φ1.6气体保护焊(GMAW)(自动)2G 16-200WPS-H-018553PWHT625℃/2日期2001.12.26焊接工艺评定项目一览表序号工艺评定编号板材管材焊接材料焊接方法焊接位置接头型式结构示意图适用范围焊接工艺卡编号备注牌号厚度牌号外径×壁厚牌号规格19 PQR-H-01916MnR 40DW55Lφ1.2气体保护焊GMAW(自动)3G16-200WPS-H-019554PWHT625℃/1.5-2 日期2001.12.2620 PQR-H-02016MnR 40DW55Lφ1.2气体保护焊GMAW(自动)2G16-200WPS-H-020555PWHT625℃/1.5-2 日期2001.12.2621 PQR-H-02116MnR 16 J507φ3.2D(SMA W)3G 16-32WPS-H-021113 日期2002.04.0222 PQR-B/T-022Z 1Cr18Ni9/20φ159×6H1Cr24Ni13/A302φ2.4WS/D(GTAW5G1.5-12WPS-B-022日期2001.09.26 /3.2 SMAW)23 PQR-H-02316MnR 16H10Mn2/SJ101φ4.0M (SAW) 1G 16-32WPS-H-023326 日期2000.09.0324 PQR-T-024ZQ235-A 10 J422φ3.2-4.0D(SMA W)1G1.5-20.WPS-T-024571PWHT600℃/1h日期2003.11.29焊接工艺评定项目一览表序号工艺评定编号板材管材焊接材料焊接方法焊接位置接头型式结构示意图适用范围焊接工艺卡编号备注牌号厚度牌号外径×壁厚牌号规格25 PQR-T-02520 φ57×3。
.. 关于印发焊接工艺评定一览表的通知公司各单位:根据“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见(质检特函〔2011〕102号)”文件精神,依据NB/T 47014-2011标准,质量安全部、三公司制造厂、焊接试验室共同将原有的焊接工艺评定进行了系统的整理和修改(即转化)。
经转化,合格的对接焊缝工艺评定为164项、换热器工艺评定为13项。
另有符合ASME锅炉压力容器规范(国际性规范)第Ⅸ卷的焊接工艺评定(2007版)评定项目为1项。
现将《焊接工艺评定一览表》印发给你们,以方便各单位选择使用。
附件:焊接工艺评定一览表质量安全部二○一二年十月三十日附件:焊接工艺评定一览表中化二建集团有限公司二○一二年十月.编制说明根据“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见(质检特函〔2011〕102号)”文件精神,依据NB/T 47014-2011标准,质量安全部、三公司制造厂、焊接试验室共同将原有的焊接工艺评定进行了进行系统的整理和修改(即转化)。
经转化,合格的对接焊缝工艺评定为164项、换热器工艺评定为13项。
另有符合ASME锅炉压力容器规范(国际性规范)第Ⅸ卷的焊接工艺评定(2007版)评定项目为1项。
具体详见目录。
需要说明的是:1.焊接工艺评定编号:编号由焊接工艺评定代号、顺序号、材料类组、试件规格、焊接方法、焊接位置代号、焊后热处理等组成。
PQR-焊接工艺评定代号。
顺序号编排从001、002、003……。
接头型式代号:B——板对接;P——管对接;J——角接接头。
试件规格:板件用厚度表示;管件用直径×壁厚表示。
材料类组别号见相应评定标准。
焊接方法代号: SMAW-焊条电弧焊;GTAW-手工钨极氩弧焊; SAW-埋弧自动焊;GMAW-气保焊;FCAW-药芯焊丝自保护半自动焊;EGW-气电立焊。
焊接位置代号:1G——板对接平焊,或管对接水平转动;2G——板对接横焊,管对接垂直固定;3G——板对接立焊;4G——板对接仰焊;5G——管对接水平固定;6G——管对接45°固定;5GX——管对接水平固定向下焊、6GX——管对接45°固定向下焊。
焊接工艺评定内容
焊接工艺评定是指对焊接工艺进行全面、准确、客观的评估和判定。
评定内容包括以下几个方面:
1. 焊接材料评定:评定焊接材料的性能和适用范围,包括焊接电极、焊丝、焊剂等。
评定焊接材料的化学成分、力学性能、热处理性能等,确保其符合焊接工艺的要求。
2. 焊接设备评定:评定焊接设备的性能和可靠性,包括焊接机、焊接枪、气体保护设备等。
评定焊接设备的电源稳定性、电弧稳定性、控制精度等,确保设备能够满足焊接工艺的要求。
3. 焊接工艺评定:评定焊接工艺的可行性和可靠性,包括焊接方法、焊接参数、焊接顺序等。
评定焊接工艺的焊接质量、焊缝形态、焊接变形等,确保焊接工艺能够满足产品的使用要求。
4. 焊接操作评定:评定焊工的技能和水平,包括焊工的操作技术、焊接质量控制能力等。
评定焊工的焊接速度、焊接质量、焊接变形控制等,确保焊工能够正确、高效地进行焊接操作。
5. 焊接质量评定:评定焊接接头的质量和性能,包括焊缝的强度、密封性、耐腐蚀性等。
评定焊接接头的无损检测结果、力学性能测试结果等,确保焊接接头能够满足产品的使用要求。
以上是焊接工艺评定的主要内容,通过评定可以确保焊接工艺的可行性和可靠性,提高焊接质量和工作效率。
焊接工艺评定表(可以直接使用,可编辑实用优秀文档,欢迎下载)版本:A版目录1、预焊接工艺规程2、试件取样位置图3、焊评试验施焊记录表4、外观检验表偏瘫上肢功能评价记录表(上田敏式) 姓名性别年龄病历号科室病房/床临床诊断序号体位项目开始肢位及检查动作判定/ / / / /1仰卧位联合反应(胸大肌)开始肢位:患肢的指尖放于近耳处(屈肌联带运动型)。
检查动作:使健肢从屈肘位伸展,以对抗徒手阻力,此时,触知患侧胸大肌是否收缩。
不充分(无)充分(有)2 随意收缩(胸大肌)开始肢位:同l。
检查动作:口令“将患侧手伸到对侧腰部”,触知胸大肌收缩。
不充分(无)充分(有)3伸肌联开始肢位:同1。
检查动作:用与2相同的动作,观察手指尖移动到不可能可不耳一乳头带运动的部位(伸肌联带运动)能充分乳头一脐充分脐以下完全伸展4 坐位开始肢位:将手放于健侧腰部(使肘尽量伸展,前臂旋前,伸肌联带运动型)。
检查动作:口令“将患侧手拿到耳边”,观察指尖到达的部位。
不可能屈肌联带运动可能不充分0一脐脐一乳头充分乳头以上与耳同高5坐位部分分离运动将手转于背后,观察手是否达到背部脊柱正中线附近5cm以内,注意躯干不要有大的移动不可能可能不充分达到体侧过体侧但不充分充分距脊柱5㎝以内6 坐位部分分离运动上肢向前方水平上举(注意屈肘不超过20°肩关节的水平内收,外展保持在±10°以内)不可能可能不充分5-25°30-55°充分60-90°7坐部屈肘,前臂旋前(手掌向不充肘不靠体侧位分分离运动下),将肘紧靠体侧不要离开(靠不上者不合格),肘屈曲保持在90。
±l0°的范围内分靠体侧但前臂旋前前臂可保持中立位充分可旋前5-45°旋前50-85°旋前90°8坐位分离运动伸肘位,将上肢向侧方水平外展。
注意上肢水平屈曲不得超出20°,屈肘不超出20°不可能不充分5-25°30-55°充分60-85°90°9坐位分离运动上肢上举,肘弯曲不超过20。
焊接工艺评定报告汇总表山东省建设工程质量监督总站监制建筑钢结构焊接工艺评定报告编号:______________ CP07141、CP07141编制:______________ 邢现亮 _________________ 焊接责任技术人员:______________ 齐聪利 _________________ 批准:______________ 王伟 ___________________ 单位: 兖矿东华三十七处第七项目咅E _____ 日期:2007 年05 月25 日表B-1 焊接工艺评定报告目录焊 及 接 坡 顺 口 序 尺 图寸 图 备 道 ①焊 次 注 接 1\ \ \ \ \ 工-艺 \ \ \ \ \ 2 \ \ \ \ \ 3数 \\ \ \\4技 术 \措 编制施 头 参焊接工艺评定指导书共2页第1页焊条或焊丝焊剂或焊接速度 保护气流 热输入 焊接方法电流(A)保护气 量(1/min)牌号 (cm/min)(kl/cm) 手工电弧焊 结506 ①3.2 100~130 手工电弧焊 结506 ①3.2 100~130 手工电弧焊 结506 ①4 160~210 手工电弧焊 结506①4 160~210焊前清理层间清理角向磨光机角向磨光机背面清根碳弧气刨其他: (mm )工程名称 试板指导书编号CP07143母材钢号 Q345 规格5 =12供货状态 甲供生产厂家太钢 焊接材料 生产厂 牌号 类型 烘干制度(Cx h) 备注 焊条大桥 结506 低氢钾型350-420 CX 1h\ 焊丝\ \ \ \ \ 焊剂或气体 \\\ \\焊接方法 手工电弧焊 焊接位置 平焊 焊接设备型号 BX-3 电源及极性交流预热温度「C ) \ 层间温度 < 80后热温度(C )及时间(min) \焊后处理 \接 邢现亮 日期 07年5月 20日 审核 齐聪利 日期年5月22日焊接工艺评定指导书共2页第2页焊接工艺评定检验结果共2页第1页焊接工艺评定检验结果共2页第2页赵楼矿井选煤厂介质库焊接工艺作业指导书编制: ______审核: ______批准: ______三十七处第七项目部2008年4月11日为了更好的给焊工提供技术支持,控制焊接质量,根据本工程特点和相同材料和工艺的焊接工艺评定报告,制定本焊接工艺作业指导书。
焊接工艺评定工艺总合表格精品好资料-如有侵权请联系网站删除精品好资料-如有侵权请联系网站删除屯溪高压阀门有限公司 焊接工艺指导书(WPS)适用于SMAW.OFW.GMAW.GTAW 焊接工艺评定报告编号(PQR) 9830-000 焊接工艺指导书编号(WPS) 2030-000TF 艺原016焊接方法 GMAW(二氧化碳气保焊) 自动化等级(手工.自动.半自动)自动接头坡口型式 根部间距 堆焊厚度简图:电特 性电流AC 或DC DC 极性 反接电流(范围) 110--140A 电压(范围) 20--23 v钨极尺寸和类型 3.2 金属过渡方式(GMA 一W) / 送丝速度范围 160±10/mm/min焊 接 技 巧嘴孔或喷嘴尺寸 12 直进焊或横摆焊 环焊 微摆打底焊道和中间焊道的清理方法 . □刷理 .□打磨 . 横摆方法 ∕ 背面清根方法 / 导电嘴至工作距离 10-13mm 焊接速度(范围) 160±10mm/min 捶击有无 / 多道焊或单道焊(每侧) 单道焊 焊接层数其它 : 实施焊接。
焊接接头头尾搭接长度不能少于8mm 接头要保满母 材P-No. 8 组号 1 与P-No. 8 组号 1 或 钢号和等级为 F304 与钢号和等级为 F304 或 厚度范围: / 直径范围: 25mm 其它: / 填充 金 属焊条、焊丝型号: 牌号:牌号直径(mm) 对应AWS.NO F -No. A -No.熔敷焊缝金属厚度范围 25mm 角焊缝: 其它 / 检 查 项目外观检查(有无气孔、裂纹、渣孔、凹坑、咬边等缺陷) 全检尺寸检查:批量生产按50~100%抽检。
工艺评定时必须进行 硬度检查:着色探伤检查:磁粉探伤检查: 工艺评定应进钎 位置焊接的位置 水平(1G) 焊接方向: 向上 UP 向下 角焊缝位置:工 艺 评定 试 验 项 目拉伸试验: 进行试验并出具报告 弯曲试验: 冲击试验:侵蚀 低倍检查1:1盐酸侵蚀 或1:3硝酸侵蚀或5%硫酸侵蚀预热层间温度 / 预热温度 室温 保温时间 预热的保持方式 /焊后热处 理 温度范围 /时间范围 /气体燃料气 气体: Ar(氩气) 压力(Mpo): / 流量(L/min) 焊嘴号或焊嘴直经: / 保护气 / 其它气:本说明书可作为新产品试制和单件小批产品的工艺规程精品好资料-如有侵权请联系网站删除焊接方法GMAW(二氧化碳气保焊)自动化等级(手工.自动.半自动)自动接头堆焊厚度熔敷焊缝金属厚度简图:焊接技巧焊接速度有无摆动摆动方式多焊道或单焊道(每侧)多焊丝或单焊丝(每侧)焊接层数 2 转动角度 720°焊丝离工件距离mm 检查结果外观尺寸外观质量及尺寸均合格硬度伤着色探伤 / 磁粉探伤合格 (见附件)母材材料标准号:F304型号和等级为:F304P-No. 8组号1与P-No.8组号1或厚度范围: / 直径范围:25mm其它: /拉伸试验试样号宽厚抗拉强度(≥N/mm2) 断口位置和性质报告编号填充金属焊条、焊丝型号: 牌号:牌号直径(mm) 对应AWS.NOF-No. A-No.熔敷焊缝金属厚度范围25mm角焊缝:其它 /弯曲试验试样号类型 d/α弯曲角度报告编号冲击试验位置焊接的位置水平(1G) 焊接方向:向上UP向下角焊缝位置:试样号缺口位置缺口温度试验温度冲击值剪切面mils 断裂不断裂预热层间温度预热温度保温时间预热的保持方式焊后热处理温度范围时间范围角焊缝试验气体燃料气气体: Ar(氩气) 压力(Mpo): / 流量(L/min)焊嘴号或焊嘴直经: / 保护气 / 其它气:结果满意:是否熔透母材:是否3倍镜检查结果其他试验试验类型熔敷金属成份其他焊工(签字)钢印号施焊时间评定结果签字人其现场监控人员日期批准电特性电流AC或DC DC极性反接电流(范围) 110--140A 电压(范围) 20--23 v 送丝速度范围 160±10/mm/min钨极尺寸和类型金属过渡方式(GMA一W)精品好资料-如有侵权请联系网站删除精品好资料-如有侵权请联系网站删除焊工技能资格评定记录(WPQ) TF 艺原017焊工姓名 郑凯 钢印号: C 部门: 焊接工部所用的焊接方法: GT AW 自动化等级 :■手工 □半自动 □机动 □自动焊工焊接试件时遵照的WPS No. WPS 2030-050试件母材编号: HQ-04 厚度 25mm 填充金属标准: AWSEA182/F304 ●H0CR18Ni9衬垫(金属焊缝金属双面焊焊剂等) (QW-402) 角焊 角焊 母材厚度-OFW (QW-403) 25mm ≥25mm ASME P- No . 8-1 与ASME P- No . 8-1 (QW-403) 填充金属种类[实芯/空芯/药芯-GTA/PAW(QW-404)] 实心 实心 每种焊接方法的手工或半自动焊接的变素 实际值 评定范围 化学分析时堆焊层厚度 / / 焊接位置(1G ,5G 等) (QW-405) 1G 1G 焊接方向(上坡焊/下坡焊) / / 背过渡形式(GTAW) (QW409) / / 焊接电流类型和极性 (STAW) (QW409) DC /反接 DC/ 反接 自动/机动焊变数 (QW-360) 实际值 评定范围 直接控制/遥视控制 ∕ ∕ 电压自动控制 (GTAW) ∕ ∕ 衬垫( 金属、焊缝金属、双面焊、焊剂等) ∕ ∕外观检验结果 (QW-302.4) 采用5培放大镜查检表面焊接均匀、无可见裂纹 、无其它缺陷。