焊接工艺评定一览表
- 格式:doc
- 大小:175.50 KB
- 文档页数:4
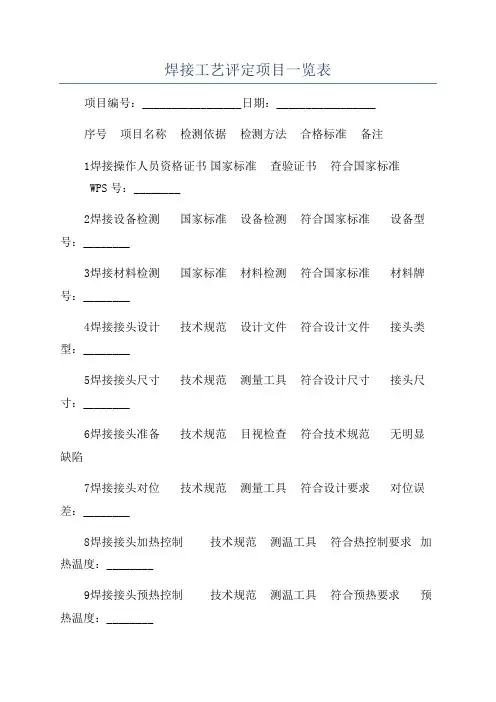
焊接工艺评定项目一览表项目编号:_________________日期:_________________序号项目名称检测依据检测方法合格标准备注1 焊接操作人员资格证书国家标准查验证书符合国家标准WPS号:________2 焊接设备检测国家标准设备检测符合国家标准设备型号:________3 焊接材料检测国家标准材料检测符合国家标准材料牌号:________4 焊接接头设计技术规范设计文件符合设计文件接头类型:________5 焊接接头尺寸技术规范测量工具符合设计尺寸接头尺寸:________6 焊接接头准备技术规范目视检查符合技术规范无明显缺陷7 焊接接头对位技术规范测量工具符合设计要求对位误差:________8 焊接接头加热控制技术规范测温工具符合热控制要求加热温度:________9 焊接接头预热控制技术规范测温工具符合预热要求预热温度:________10 焊接接头焊缝清理技术规范目视检查无明显污染清洁度:________11 焊接接头焊丝分类国家标准化学分析符合材料要求焊丝牌号:________12 焊接接头焊丝储存技术规范环境检查符合储存条件干燥度:________13 焊接接头焊丝使用技术规范目视检查符合要求无明显疲劳、锈蚀14 焊接接头焊丝熔化技术规范放射检测符合熔化要求熔化深度:________15 焊接接头焊缝试样技术规范试样制备符合要求试样编号:________16 焊接接头焊缝尺寸技术规范红外测量符合尺寸要求焊缝尺寸:________17 焊接接头焊缝几何技术规范焊缝尺寸计算符合要求焊缝角度:________18 焊接接头焊缝检查技术规范目视检查符合要求无明显裂纹、夹渣缺陷19 焊接接头焊缝收敛技术规范焊缝尺寸计算符合要求焊缝重叠度:________20 焊接接头焊缝力学性能国家标准力学性能测试符合标准要求持久性:________本焊接工艺评定项目一览表适用于焊接工艺评定过程中的所有检测项目,以确保焊接工艺的质量合格性。
焊接工艺评定表(可以直接使用,可编辑实用优秀文档,欢迎下载)版本:A版目录1、预焊接工艺规程2、试件取样位置图3、焊评试验施焊记录表4、外观检验表偏瘫上肢功能评价记录表(上田敏式) 姓名性别年龄病历号科室病房/床临床诊断序号体位项目开始肢位及检查动作判定/ / / / /1仰卧位联合反应(胸大肌)开始肢位:患肢的指尖放于近耳处(屈肌联带运动型)。
检查动作:使健肢从屈肘位伸展,以对抗徒手阻力,此时,触知患侧胸大肌是否收缩。
不充分(无)充分(有)2 随意收缩(胸大肌)开始肢位:同l。
检查动作:口令“将患侧手伸到对侧腰部”,触知胸大肌收缩。
不充分(无)充分(有)3伸肌联开始肢位:同1。
检查动作:用与2相同的动作,观察手指尖移动到不可能可不耳一乳头带运动的部位(伸肌联带运动)能充分乳头一脐充分脐以下完全伸展4 坐位开始肢位:将手放于健侧腰部(使肘尽量伸展,前臂旋前,伸肌联带运动型)。
检查动作:口令“将患侧手拿到耳边”,观察指尖到达的部位。
不可能屈肌联带运动可能不充分0一脐脐一乳头充分乳头以上与耳同高5坐位部分分离运动将手转于背后,观察手是否达到背部脊柱正中线附近5cm以内,注意躯干不要有大的移动不可能可能不充分达到体侧过体侧但不充分充分距脊柱5㎝以内6 坐位部分分离运动上肢向前方水平上举(注意屈肘不超过20°肩关节的水平内收,外展保持在±10°以内)不可能可能不充分5-25°30-55°充分60-90°7坐部屈肘,前臂旋前(手掌向不充肘不靠体侧位分分离运动下),将肘紧靠体侧不要离开(靠不上者不合格),肘屈曲保持在90。
±l0°的范围内分靠体侧但前臂旋前前臂可保持中立位充分可旋前5-45°旋前50-85°旋前90°8坐位分离运动伸肘位,将上肢向侧方水平外展。
注意上肢水平屈曲不得超出20°,屈肘不超出20°不可能不充分5-25°30-55°充分60-85°90°9坐位分离运动上肢上举,肘弯曲不超过20。

焊接工艺评定项目一览表
铆焊工艺评定表
一、引言
铆焊是用热压铆钉在金属表面进行焊接的一种焊接方式,广泛应用于
机械制造、汽车制造、飞机制造及军工领域,是非常重要的热加工技术。
铆焊工艺评定是指对于所有铆焊工艺工程师和技术人员,综合考虑到铆焊
过程中的各项参数,评估铆焊成品的合格率,并确定铆接工艺参数,以保
证成品性能的稳定性和可行性。
二、评定标准
1.加工过程参数
加工过程参数反映了铆焊过程中的各项技术技术参数,需要综合考虑
金属材料、零件表面质量、铆钉类型、铆钉压力及温度等参数,并对其中
的温度与压力等参数进行详细的监控,以保证成品的质量。
2.材料参数
材料参数需要考虑金属材料的材料特性,包括材料组成、表面粗糙度、强度、刚度、热塑性等参数,并对其中的材料性能进行详细的备案,以保
证材料的配比及使用功能。
3.铆钉参数
铆钉参数需要考虑铆钉的尺寸、材质、形状和型号等,并根据材料性
能及工艺要求确定不同型号铆钉,以保证铆焊的性能及成品的质量。
4.人员素质。
焊接工艺评定表全集文档(可以直接使用,可编辑实用优质文档,欢迎下载)
版本:A版
目录
1、预焊接工艺规程
2、试件取样位置图
3、焊评试验施焊记录表
4、外观检验表
表0.2单位工程施工质量评定表
施工单位自评等级:评定人:
项目经理:
(盖公章)
年月日监理机构复核等级:
复核人:
总监或副总监:
(盖公章)
年月日
项目法人认定等级:
认定人:
技术负责人:
(盖公章)
年月日
工程质量监督机构
核定等级:
核定人:
机构负责人:
(盖公章)
年月日
表0.2.3道路工程外观质量评定表
汉中职业技术学院附属医院中医针灸康复科
康复功能评定量表
一、基本情况
姓名:性别:年龄: 科室:床号:住院号:
临床诊断:
二、功能评定
三、ADL评定
四、环境因素和个人因素
五、患者意愿及目标
六、评定总结
1.康复治疗目标:
2.康复治疗方案:
3.注意事项:
医师:治疗师:责任护士:患者或家属:
年月日。
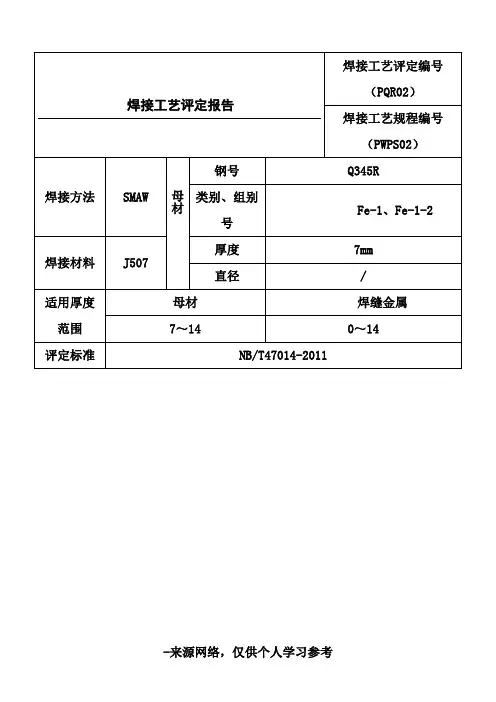
编制说明根据“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见(质检特函〔2011〕102号) ”文件精神,依据NB/T 47014-2011标准,质量安全部、焊试室共同将原有的焊接工艺评定进行了分类整理、补充。
现有:符合JB4708-2000的工艺评定是187项;符合JB4734-2002《铝制焊接容器》的工艺评定是3项、符合《蒸汽锅炉安全技术监察规程》的工艺评定17项。
另有符合GB50236-1998《现场设备、工业管道焊接工程施工及验收规范》的工艺评定13项、符合ASME锅炉压力容器规范(国际性规范)第Ⅸ卷的焊接工艺评定(2007版)评定1项。
具体见目录。
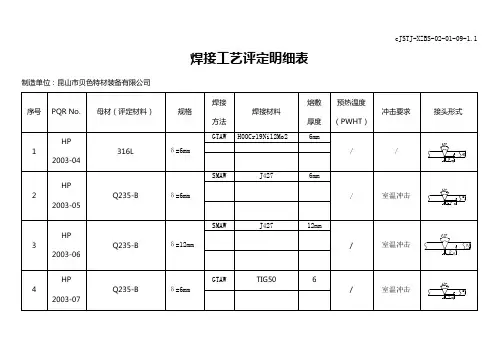
需要说明的是:1.焊接工艺评定编号:编号由焊接工艺评定代号、顺序号、接头型式、试件规格、材料类组、焊接方法、坡口型式、焊接位置代号组成。
HGP-焊接工艺评定代号。
顺序号编排从001、002、003……。
接头型式代号:B——板对接;G——管对接;J——角接接头。
试件规格:板件用厚度表示;管件用直径×壁厚表示。
材料类组别号见相应评定标准。
焊接方法代号: S-手工电弧焊;W/S-手工钨极氩弧焊; M-埋弧自动焊;Q-气保焊;F-药芯焊丝自保护半自动焊。
坡口型式及代号见有关国家标准。
如V——V型坡口;X——VX型坡口;K——K型坡口等。
焊接位置代号:1G——板对接平焊,或管对接水平转动;2G——板对接横焊,管对接垂直固定;3G——板对接立焊;4G——板对接仰焊;5G——管对接水平固定;6G——管对接45°固定;2F——平角焊;3F——立角焊;4F——仰角焊;5F(5FG)——管板水平固定焊;6F(6FG)——管板45°固定焊。
示例: HGP137-B8-(Ⅰ-1)MⅡ1G 表示顺序号为137的、JB4708-2000中Ⅰ-1类材料的、δ=8板的、Ⅱ型坡口的埋弧自动焊焊接工艺评定。
2. JB4708-2000中材料类别及钢号分类分组表如下:3.JB4708-2000与NB/T47014-2011钢材类别及钢号分类分组对应表如下:二、符合JB4734-2002《铝制焊接容器》的评定项目:四、其他(一)符合GB50236-1998《现场设备、工业管道焊接工程施工及验收规范》的评定项目:. .。