焊接工艺评定项目一览表讲解学习
- 格式:doc
- 大小:1.76 MB
- 文档页数:25

焊接工艺评定参数表共8页第1页工程名称XX新城J2-2地块项目指导书编号GZ/J2-2/GJG/01母材钢号Q345B 规格mm20 供货状态热轧生产厂武钢焊接材料生产厂牌号类型烘干制度(℃×h)备注焊条—————焊丝大西洋ER50-6 ———焊剂或气体广州龙湖CO2纯度≥99.9%,含水率≤0.005%出口部采用自加热至约50°C焊接方法GMAW 焊接位置H焊接设备型号NBC-500 电源及极性阳预热温度(℃)—层间温度后热温度(℃)/时间(min)—焊后热处理/接头及坡口尺寸图焊接顺序图焊接工艺参数 道次 焊接方法焊条或焊丝 焊剂或保护气体保护气体(L/min ) 电流(A ) 电压(V ) 焊接速度(cm/min ) 热输入(Kj/cm)牌号 Φ(cm ) 底层 GMAW ER50-6 1.2 CO 2填充GMAW ER50-6 1.2 CO 2面层GMAW ER50-6 1.2 CO 2技术措施焊前清理衬板、坡口内侧均砂磨至光亮层间清理逐道清除焊渣、粉尘、焊瘤、飞溅及凹凸部修填或刨切背面清根 无其它:首层,中间层直线运焊引入引出段按正式焊缝要求,各道应避免停顿;面层焊前应仔细去除凹凸部,面缝焊接时压低电弧,往复运焊,引弧采用擦弧法,趁接头部红热状态快速续焊,各道快速去渣。
应注意各道接头交错,面层焊道预留深度约2.0mm ,完毕后稍作清理,24h 后检验。
记录日期监理记录日期焊接工艺评定指导表共8页第2页工程名称XX新城J2-2地块项目指导书编号GZ/J2-2/GJG/02母材钢号Q345B 规格mm20 供货状态热轧生产厂武钢焊接材料生产厂牌号类型烘干制度(℃×h)备注焊条—————焊丝大西洋ER50-6 ———焊剂或气体广州龙湖CO2纯度≥99.9%,含水率≤0.005%出口部采用自加热至约50°C焊接方法GMAW 焊接位置 F焊接设备型号NBC-500 电源及极性阳预热温度(℃)—层间温度100~150 后热温度(℃)/时间(min)—焊后热处理/接头及坡口尺寸图焊接顺序图焊接工艺参数道次 焊接方法焊条或焊丝焊剂或保护气体保护气体(L/min ) 电流(A ) 电压(V ) 焊接速度(cm/min ) 热输入(Kj/cm)牌号 Φ(cm )底层 GMAW ER50-6 1.2 CO 2填充 GMAW ER50-6 1.2 CO 2面层 GMAW ER50-6 1.2 CO 2技术措施 焊前清理 衬板、坡口内侧均砂磨至光亮 层间清理逐道清除焊渣、粉尘、焊瘤、飞溅及凹凸部修填或刨切背面清根无其它:首层,中间层直线运焊引入引出段按正式焊缝要求,各道应避免停顿;面层焊前应仔细去除凹凸部,面缝焊接时压低电弧,往复运焊,引弧采用擦弧法,趁接头部红热状态快速续焊,各道快速去渣。
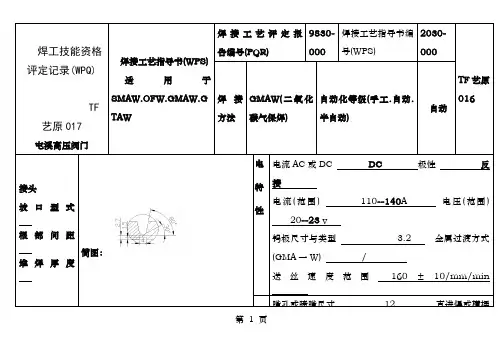
焊工技能资格评定记录(WPQ)TF艺原017 屯溪高压阀门焊接工艺指导书(WPS)适用于SMAW.OFW.GMAW.G TAW 焊接工艺评定报告编号(PQR)9830-000焊接工艺指导书编号(WPS)2030-000TF艺原016焊接方法GMAW(二氧化碳气保焊)自动化等级(手工.自动.半自动)自动接头坡口型式根部间距堆焊厚度简图:电特性电流AC或DC DC极性反接电流(范围) 110--140A 电压(范围)20--23 v钨极尺寸与类型 3.2 金属过渡方式(GMA一W) /送丝速度范围160±10/mm/min嘴孔或喷嘴尺寸12 直进焊或横摆第1 页第2 页第3 页制日期核日期签日期准日期屯溪高压阀门焊接工艺评报告(PQR)适用于SMAW.OFW.GMAW.GTAW焊接工艺评定报告编号(PQR)9830-000焊接工艺指导书编号(WPS)2030-000TF艺原013焊接方法GMAW(二氧化碳气保焊)自动化等级(手工.自动.半自动)自动接头堆焊厚度熔敷焊缝金属厚度简图:焊接技巧焊接速度有无摆动摆动方式多焊道或单焊道(每侧) 多焊丝或单焊丝(每侧)焊接层数 2 转动角度720°焊丝离工件距离mm检查结果外观尺寸外观质量及尺寸均合格硬度伤着色探伤/ 磁粉探伤合格第4 页第5 页第6 页焊工姓名郑凯钢印号: C 部门:焊接工部所用的焊接方法:GT AW自动化等级:■手工□半自动□机动□自动焊工焊接试件时遵照的WPS No. WPS 2030-050试件母材编号:HQ-04 厚度25mm 填充金属标准:AWSEA182/F304 ●H0CR18Ni9衬垫(金属焊缝金属双面焊焊剂等) (QW-402) 角焊角焊母材厚度-OFW (QW-403) 25mm ≥25mm ASME P- No . 8-1与ASME P- No . 8-1(QW-403) 填充金属种类[实芯/空芯/药芯-GTA/PAW(QW-404)]实心实心每种焊接方法的手工或半自动焊接的变素实际值评定范围化学分析时堆焊层厚度/ / 焊接位置(1G,5G等) (QW-405) 1G第7 页1G焊接方向(上坡焊/下坡焊) / /背过渡形式(GTAW) (QW409) / / 焊接电流类型与极性(STAW) (QW409) DC /反接DC/ 反接自动/机动焊变数(QW-360) 实际值评定范围直接控制/遥视控制∕∕电压自动控制(GTAW) ∕∕衬垫( 金属、焊缝金属、双面焊、焊剂等) ∕∕外观检验结果(QW-302.4) 采用5培放大镜查检表面焊接均匀、无可见裂纹、无其它缺陷。

焊接工艺评定项目一览表
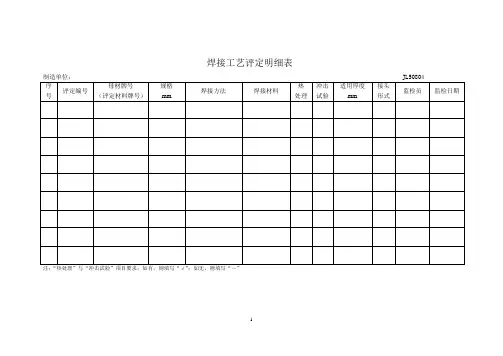
铆焊工艺评定表
一、引言
铆焊是用热压铆钉在金属表面进行焊接的一种焊接方式,广泛应用于
机械制造、汽车制造、飞机制造及军工领域,是非常重要的热加工技术。
铆焊工艺评定是指对于所有铆焊工艺工程师和技术人员,综合考虑到铆焊
过程中的各项参数,评估铆焊成品的合格率,并确定铆接工艺参数,以保
证成品性能的稳定性和可行性。
二、评定标准
1.加工过程参数
加工过程参数反映了铆焊过程中的各项技术技术参数,需要综合考虑
金属材料、零件表面质量、铆钉类型、铆钉压力及温度等参数,并对其中
的温度与压力等参数进行详细的监控,以保证成品的质量。
2.材料参数
材料参数需要考虑金属材料的材料特性,包括材料组成、表面粗糙度、强度、刚度、热塑性等参数,并对其中的材料性能进行详细的备案,以保
证材料的配比及使用功能。
3.铆钉参数
铆钉参数需要考虑铆钉的尺寸、材质、形状和型号等,并根据材料性
能及工艺要求确定不同型号铆钉,以保证铆焊的性能及成品的质量。
4.人员素质。
焊接工艺评定项目一览表背景在焊接工艺评定(WPS)过程中,需要对焊接工艺进行测试和评估。
这样可以确保焊接的质量和持久性,并满足相关的标准和规定。
本文将介绍焊接工艺评定项目一览表,列出常见的焊接测试和评估项目,以便相关从业人员参考。
焊接工艺评定项目下面是常见的焊接工艺评定项目:基本过程•焊接材料:了解焊接材料的类型、质量和强度等参数。
•焊接操作技术:包括焊接时的温度、时间、压力和速度等参数。
•焊接修补:审查修补焊接过程和相关信息,例如修补长度和宽度、修补层数以及修补焊接的加热和压力等参数。
焊接材料•材料证明:将焊接材料的物理、化学和机械参数进行测试,并证明其符合相关的标准和规定。
•化合物分析:测试焊材、母材和填充材的成分并比较其相似之处。
•焊材评估:测试焊接材料的物理、化学和机械参数,并证明其符合相关的标准和规定。
•材料粘合:测试焊接材料的粘接强度和剪切强度,并评估其符合相关的标准和规定。
焊接操作技术•焊接参数:测试焊缝宽度、深度和高度等参数,在不同的条件下评估其性能。
•焊接可靠性:测试焊接材料在不同的温度、压力和时间下的可靠性和持久性。
•焊接断裂韧性:测试焊接材料在不同的条件下的断裂韧性和塑性,以确保其性能符合相关的标准和规定。
•焊接腐蚀性:测试焊接材料在不同的环境条件下的耐腐蚀性和抗氧化性能,并评估其符合相关的标准和规定。
焊接修补•修补层数:测试修复材料的数量、厚度和长度,并评估其性能是否符合相关的标准和规定。
•修补位置:测试修补的位置是否符合相关的标准和规定。
•修补焊接:测试修补焊接过程和相关的参数,例如焊接温度、时间和压力等,以确保其性能符合相关的标准和规定。
上述列出的焊接工艺评定项目可以帮助从业人员了解焊接的质量评估标准和流程。
通过理解这些参数和评估方法,焊接工艺可以得到更好的改善和优化,从而确保焊接的质量和持久性。

第四章!焊接工艺评定的试验项目钢制压力容器的焊接工艺评定是以焊缝的形式来分类的!不同的焊缝形式采用不同的试件"有不同的试验项目!一!对接焊缝按照规定"评定对接焊缝焊接工艺时"采用对接焊缝试件!试验项目有#&’外观检查外观检查主要是检查焊接接头表面有无裂纹$未焊透和未熔合!!’无损检测无损检测主要是检查焊缝内部的质量"即有无裂纹$气孔$夹杂等缺陷!=’力学性能试验力学性能试验包括拉伸试验$弯曲试验和冲击试验!其中拉伸试验的目的是测定焊接接头的强度%弯曲试验的目的是测定焊接接头的塑性和揭示接头内部缺陷"检验焊缝的致密性&连续性和完好性’%冲击试验的目的是测定焊接接头的冲击韧度!二!角焊缝按照规定"评定角焊缝焊接工艺时"采用角焊缝试件!同时"对接焊缝试件评定合格的焊接工艺"亦适用于角焊缝"而且当母材的材料相同或符合材料替代规则时"任一厚度的对接焊缝试件评定合格的焊接工艺"适用于任何厚度的工件的角焊缝!在焊接工艺评定中"作角焊缝试件是为了检验所制定的焊接工艺"能否保证角焊缝的焊透!因此试验项目有#&’外观检查外观检查主要是检查角焊缝接头的外观质量"是否有裂纹和未熔合等!!’宏观金相检验宏观金相检验的目的"是检查焊缝根部是否焊透以及焊接接头的内部质量!由于角焊缝试件不能测定焊接接头的力学性能"对于承压的角焊缝"建议采用对接焊缝试件来评定"以确保角焊缝焊接接头所需的力学性能!试验项目与上述对接焊缝相同"包括#-外观检查%.无损检测%5力学性能试验!三!组合焊缝组合焊缝可分为全焊透的组合焊缝和未全焊透的组合焊缝两种"两者评定方法不同"试验项目也不相同!((&=&=!一"全焊透的组合焊缝全焊透的组合焊缝有两种评定方法!&’采用与工件接头的坡口形式和尺寸类同的对接焊缝试件采用对接焊缝试件是为了测定焊接接头的力学性能"由此来保证组合焊缝工件焊接接头的力学性能#试件的坡口形式和尺寸类同$坡口形式一样"尺寸相同%"这是为了验证能否焊透&试验项目与上述的对接焊缝相同"包括!-外观检查#.无损检测#5力学性能试验&!’采用组合焊缝试件加对接焊缝试件组合焊缝试件是用来验证能否焊透#对接焊缝试件是用以测定接头的力学性能&由于能否焊透由组合焊缝试件去评定"此时对接焊缝试件的坡口形式和尺寸不限&组合焊缝试件的试验项目有!-外观检查#.宏观金相检查&对接焊缝试件的试验项目与上述对接焊缝相同"包括!-外观检查#.无损检测#5力学性能试验&!二"未全焊透的组合焊缝如果坡口的深度大于工件中较薄母材厚度的一半时"可按对接焊缝对待"试验项目与上述对接焊缝相同#如果坡口深度小于或等于工件中较薄母材厚度的一半时"则按角焊缝对待"试验项目与上述角焊缝相同&四!耐蚀堆焊层耐蚀堆焊层的试验项目有!&’渗透检测渗透检测的目的"是检查耐蚀堆焊层表面有无裂纹’缝隙和气孔等缺陷&!’弯曲试验弯曲试验的目的"是检查耐蚀堆焊层的致密性和塑性&=’化学成分分析堆焊金属的耐蚀性与其化学成分有关"进行堆焊层金属的化学成分分析"可以检查堆焊层金属是否具有技术条件所规定的化学成分&((&?&=。

焊接工艺评定检验项目及合格标准1角焊缝检验项目1.1磁粉或液体渗透检验(按各系统专用技术条件)。
1.2 板状试件应横向切取5块试样,每块长约50mm,每块取一个断面进行宏观检验,但任意两检验面不得为同一切口的两侧面。
1.3 管-板或管-管试件应4等分截取4个试样,焊缝的起始和终了位置应位于试样焊缝的中部;每块试样取其一个面进行金相检验,但任意两检验面不得为同一切口的两侧面。
2角焊缝检验合格标准2.1目测焊缝和热影响区的横断面应完全熔合并无裂纹。
2.2两焊脚之差不大于3mm。
3对接焊缝检验项目3.1外观检验3.2无损检验3.2.1磁粉检验(或液体渗透检验)3.2.2超声波检验或射线检验3.3机械性能检验3.3.1机械性能检验项目和数量(见表一)表一对接焊缝机械性能检验项目和数量试件母材的厚度mm试样的类别数量(个)拉力试弯曲试验冲击试验验**拉力试样面弯试样背弯试样侧弯试样焊缝区试样热影响区试样2<T<10 2 2 2 3 310≤T<202 2 2 *3 3T≥20 2 4 3 3注:*对所要求的面弯和背弯试样可用4个侧弯试样代替。
**当不能制作5×10×55小冲击试样时可免做冲击试验。
3.3.2组合评定时每种焊接方法(或焊接工艺)的焊缝金属应包括在拉力试样,弯曲试样受拉面和冲击试样(产品有要求时)中。
3.3.3当焊缝两侧母材的钢号不同时,每侧热影响区都要取三个冲击试样。
3.3.4拉力试样和弯曲试样是指全厚度试样,根据试验条件可采用全厚度试样,也可以用两片或多片试样(应包括整个试件厚度)的试验代替一个全厚度试样的试验。
3.3.5当产品有要求时,还应作落锤试验。
4对接焊缝检验方法4.1对接焊缝拉力试验方法:按GB2651-89进行。
4.2对接焊缝弯曲试验方法:按GB2653-89进行。
4.3对接焊缝压扁试验方法:按GB2653-89进行。
4.4对接焊缝冲击试验方法:按 GB2650-89进行。
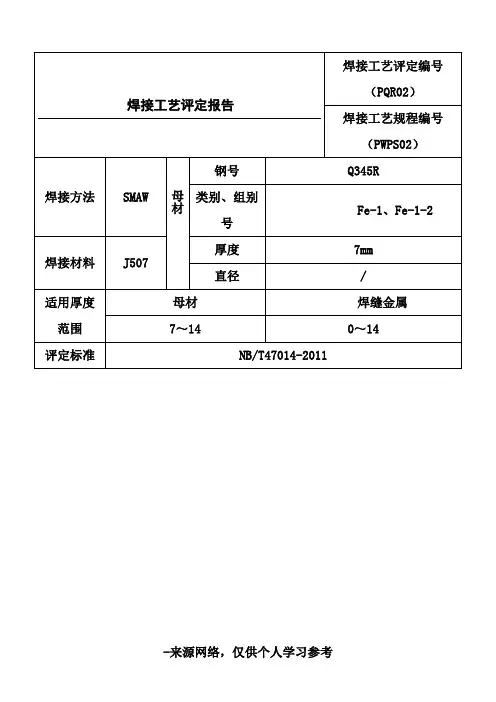
编制说明根据“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见(质检特函〔2011〕102号) ”文件精神,依据NB/T 47014-2011标准,质量安全部、焊试室共同将原有的焊接工艺评定进行了分类整理、补充。
现有:符合JB4708-2000的工艺评定是187项;符合JB4734-2002《铝制焊接容器》的工艺评定是3项、符合《蒸汽锅炉安全技术监察规程》的工艺评定17项。
另有符合GB50236-1998《现场设备、工业管道焊接工程施工及验收规范》的工艺评定13项、符合ASME锅炉压力容器规范(国际性规范)第Ⅸ卷的焊接工艺评定(2007版)评定1项。
具体见目录。
需要说明的是:1.焊接工艺评定编号:编号由焊接工艺评定代号、顺序号、接头型式、试件规格、材料类组、焊接方法、坡口型式、焊接位置代号组成。
HGP-焊接工艺评定代号。
顺序号编排从001、002、003……。
接头型式代号:B——板对接;G——管对接;J——角接接头。
试件规格:板件用厚度表示;管件用直径×壁厚表示。
材料类组别号见相应评定标准。
焊接方法代号: S-手工电弧焊;W/S-手工钨极氩弧焊; M-埋弧自动焊;Q-气保焊;F-药芯焊丝自保护半自动焊。
坡口型式及代号见有关国家标准。
如V——V型坡口;X——VX型坡口;K——K型坡口等。
焊接位置代号:1G——板对接平焊,或管对接水平转动;2G——板对接横焊,管对接垂直固定;3G——板对接立焊;4G——板对接仰焊;5G——管对接水平固定;6G——管对接45°固定;2F——平角焊;3F——立角焊;4F——仰角焊;5F(5FG)——管板水平固定焊;6F(6FG)——管板45°固定焊。
示例: HGP137-B8-(Ⅰ-1)MⅡ1G 表示顺序号为137的、JB4708-2000中Ⅰ-1类材料的、δ=8板的、Ⅱ型坡口的埋弧自动焊焊接工艺评定。
2. JB4708-2000中材料类别及钢号分类分组表如下:3.JB4708-2000与NB/T47014-2011钢材类别及钢号分类分组对应表如下:二、符合JB4734-2002《铝制焊接容器》的评定项目:四、其他(一)符合GB50236-1998《现场设备、工业管道焊接工程施工及验收规范》的评定项目:. .。
和田地区洛浦县、墨玉县天然气输气管线及城区气化工程2011年天然气入户部分焊接工艺评定报告中国石油天然气运输公司油田建设开发分公司二零一一年七月二十六日焊接工艺评定报告单位名称: 中国石油天然气运输公司油田建设开发分公司工程名称:和田地区洛浦县、墨玉县天然气输气管线及城区气化工程2011年天然气入户部分焊接工艺指导书编号ZYYJ/WPS-10日期2011-7-26焊接工艺评定报告编号ZYYJ/PQR-10执行标准:JB/T4708-2000金属材料力学性能试验报告委托单位:方正工程技术服务有限公司工程项目:焊接工艺评定委托编号:2011- -产品名称:报告编号:2011- -材质及规格:20# φ114×4 送样日期:2011年月日焊材及规格:E4303φ2.5 试验日期:2011年月日报告日期:2011年月日检测依据:JB4708-2000 送检方法:委托送检人:姚新南技术负责人:审核人:试验员:焊接作业指导书编号:焊接方法手工电弧焊机械化程度手工焊接工艺评定报告编号ZYYJ/POR-10编制日期审核日期批准日期中国石油天然气运输公司油田建设开发分公司二零一一年七月二十六日焊接作业指导书单位名称:中国石油天然气运输公司油田建设开发分公司工程名称:和田地区洛浦县、墨玉县天然气输气管线及城区气化工程2011年天然气入户部分编制人:代占德批准人:宋学年焊接作业指导书编号ZYYJ/WPS-10日期:2011-7-26 焊接工艺评定报告编号ZYYJ/PQR-10执行标准:JB/T4708-2000试焊记录编号编号: 日期: 2011.7.26 工艺评定编号: ZYYJ/PQR-08焊接工艺评定报告单位: 中国石油天然气运输公司批准人签字:油田建设开发公司报告号:日期:焊接工艺评定指导书单位名称: 中国石油天然气运输公司油田建设开发分公司编制人: 代占德批准人签字:宋学年焊接工艺指导书编号ZYYJ/WPS-06日期2011-7-26焊接工艺评定报告编号ZYYJ/PQR-06注:详图上应指明坡口尺寸、焊接层次、焊接顺序。