汽车制造工艺基础第6章汽车典型零件制造工艺
- 格式:ppt
- 大小:4.60 MB
- 文档页数:10
《汽车制造工艺学》课程教学大纲课程代码:0803515017课程名称:汽车制造工艺学英文名称:Automobile Manufacturing Technology总学时:56 讲课学时:52 实验学时: 4学分:3.5适用对象:车辆工程先修课程:互换性与技术测量、机械制造基础一、课程性质、目的和任务汽车制造工艺与装备是车辆工程专业(汽车技术方向)的一门主要专业课。
课程的内容以质量、生产率及经济性为主线。
通过本课程的教学及有关教学环节的配合,使学生掌握机械制造工艺的基本理论,具有制订机械加工工艺规程、设计专用夹具的基本能力,具有综合分析机械加工过程的一般工艺问题的能力。
二、教学基本要求掌握机械加工规程制订的原则、方法与步骤,具有设计工艺规程的初步能力;掌握机床夹具设计的基本原理和设计方法,具有专用夹具设计的初步能力;能初步分析机械加工中的质量问题,并提出解决问题的工艺途径;掌握保证机器装配精度的装配方法,具有装配方法选择与工艺规程设计的能力。
三、教学内容及要求1.汽车制造工艺过程概论①了解本课程的性质和任务;认识机械加工工艺在国民经济中的地位、作用及国内外发展概况。
②了解汽车的生产过程;了解汽车生产的工艺过程;了解汽车及其零件生产模式和生产理念的发展。
2.工件的定位和机床夹具①掌握基准的概念和工件的安装。
②了解机床夹具的组成及其分类方法。
③熟练掌握工件的定位原理及几种常见的定位方式。
④掌握常用定位元件和工件在夹具中的定位误差的分析计算。
⑤通过典型机床夹具的实例分析,掌握机床夹具设计的方法和步骤。
3.工件的机械加工质量①掌握机械加工质量的基本概念。
②掌握影响机械加工精度的主要因素。
③掌握影响零件表面质量的因素。
④了解表面质量对机器零件使用性能的影响。
4.机械加工工艺规程的制定①了解机械加工工艺规程在生产中的作用、制定步骤。
②掌握制定机械加工路线时定位基准的选择原则;选择表面加工方法;理划分加工阶段;合理安排加工顺序;正确制定加工工序集中与分散的问题。
汽车典型零件加工工艺随着汽车工业的发展,汽车典型零件加工工艺也越来越重要。
汽车典型零件加工工艺是指对汽车零件进行加工和制造的一系列工程技术过程。
本文将介绍汽车典型零件加工工艺的一些常见内容。
一、铸造工艺铸造是汽车典型零件加工工艺中常用的一种方法。
它通过将熔化的金属注入到模具中,待冷却凝固后,得到所需形状的零件。
铸造工艺可以制造出复杂形状的零件,如汽车发动机缸体、曲轴箱等。
常见的铸造工艺包括砂型铸造、压力铸造和失蜡铸造等。
二、加工工艺加工工艺是汽车典型零件加工工艺中最常见的方法之一。
它包括车削、铣削、钻削、磨削等多种加工方式。
通过这些加工工艺,可以对金属材料进行切削、磨削、钻孔等操作,得到所需形状和尺寸的零件。
加工工艺广泛应用于汽车零部件的制造过程中,如发动机曲轴、齿轮、轴承座等。
三、焊接工艺焊接工艺是将不同零件通过加热或压力使其熔合在一起的方法。
在汽车典型零件加工工艺中,焊接工艺常用于连接金属零件,如车身焊接、车架焊接等。
常见的焊接工艺有电弧焊、气体保护焊、激光焊等。
焊接工艺可以使零件连接牢固,提高汽车的结构强度和安全性。
四、涂装工艺涂装工艺是汽车制造过程中不可或缺的一环。
它通过在零件表面涂覆一层颜料或涂料,起到美观、防腐和保护作用。
涂装工艺包括底漆喷涂、面漆喷涂、烤漆等。
涂装工艺在汽车零部件制造中广泛应用,如车身、车门、引擎盖等。
五、装配工艺装配工艺是将各个零件按照一定的顺序和方式组装成完整的汽车的工艺过程。
装配工艺包括零部件的配对、定位、固定等操作。
装配工艺要求精度高,工艺流程清晰,以确保汽车的质量和性能。
常见的装配工艺有机械装配、焊接装配、胶接装配等。
六、检测工艺检测工艺是汽车典型零件加工工艺中不可或缺的环节。
它通过对零件的尺寸、形状、材料等进行检测和测试,以确保零件符合要求。
常见的检测工艺有三坐标测量、硬度测试、超声波探伤等。
检测工艺可以及时发现零件的缺陷和问题,提高汽车的质量和可靠性。
汽车典型零件制造工艺概述汽车是现代交通工具的重要组成部分,其制造过程涉及众多典型零件的制造工艺。
本文将重点介绍几个汽车典型零件的制造工艺,包括发动机缸体、座椅和刹车盘。
通过了解这些典型零件的制造工艺,我们可以更好地理解汽车的制造过程和技术要求。
发动机缸体制造工艺发动机缸体是汽车发动机的关键部件之一,承受着巨大的压力和高温。
典型的发动机缸体制造工艺通常包括以下几个步骤:1.材料选择:发动机缸体通常采用铸铁或铝合金材料制造。
铸铁具有良好的耐高温、耐磨和强度特性,而铝合金则具有较轻的重量和良好的导热性能。
2.模具制造:根据设计要求,制造专用的模具。
模具通常由两部分组成,上模和下模。
模具的制造需要考虑到零件的形状、尺寸和精度要求。
3.铸造工艺:将选定的材料熔化,然后倒入模具中,待材料凝固后可以得到初步成型的发动机缸体。
铸造工艺中关键的参数包括熔化温度、铸造压力和冷却时间等。
4.补焊与修整:铸造得到的发动机缸体通常需要进行补焊和修整,以去除毛刺、气孔等不良缺陷。
这一步骤需要高水平的焊接和加工技术。
5.精加工:最后,通过加工工艺对发动机缸体进行精加工,包括钻孔、螺纹加工等。
这一步骤要求高精度的加工设备和工艺控制。
座椅制造工艺座椅是汽车舒适性的重要保证,其制造工艺通常包括以下几个步骤:1.骨架制造:座椅骨架是座椅的基础结构,通常由金属材料制成,如钢管或铝合金。
骨架制造需要考虑到座椅的结构强度和稳定性。
2.泡沫填充:在座椅骨架上填充合适的泡沫材料,以提供舒适的坐感和支撑。
泡沫填充需要掌握合适的材料选择和填充技术,以确保座椅的舒适性和耐久性。
3.皮革覆盖:在泡沫填充完成后,需要将皮革或其他合适的材料覆盖在座椅骨架上。
这一步骤需要高水平的缝纫和安装技术,以保证座椅的质量和外观。
4.装配与调试:最后,对座椅进行装配和调试,确保座椅的各项功能正常运作。
这一步骤涉及到座椅的调整机构、加热与通风系统等。
刹车盘制造工艺刹车盘是汽车刹车系统的关键部件之一,负责通过摩擦产生阻力,使车辆减速停止。
2023年《汽车制造工艺学》(曾东建著)课后习题答案下载《汽车制造工艺学》(曾东建著)简介序前言第一章汽车制造过程概述第一节汽车的生产过程第二节汽车生产工艺过程第三节汽车及其零件生产模式和生产理念的发展习题参考文献第二章汽车及其零件制造中常用制造工艺基础知识第一节铸造工艺基础第二节锻造工艺基础第三节焊接基本工艺第四节冲压工艺基础第五节粉末冶金第六节塑料成型工艺基础第七节毛坯的选择习题参考文献第三章工件的机械加工质量第一节机械加工质量的.基本概念第二节影响加工精度的因素第三节影响表面质量的因素第四节表面质量对机器零件使用性能的影响习题参考文献第四章工件的定位和机床夹具第一节基准的概念和工件的安装第二节机床夹具的组成及其分类第三节工件的定位原理第四节常用定位元件和工件在夹具中的定位误差分析第五节工件的夹紧及夹紧装置第六节典型机床夹具第七节夹具设计的方法和步骤习题参考文献第五章机械加工工艺规程的制定第一节概述第二节机械加工路线的制定第三节工序具体内容的确定第四节工艺方案的经济性评论及降低加工成本的措施第五节制定机械加工工艺规程范例习题参考文献第六章尺寸链原理及其应用第一节尺寸链的基本概念第二节工艺尺寸链、装配尺寸链的应用习题参考文献第七章装配工艺基础第一节概述第二节保证装配精度的装配方法第三节装配工艺规程第四节汽车装配工艺过程习题参考文献第八章结构工艺性第一节零件机械加工的结构工艺性第二节产品结构的装配工艺性习题参考文献第九章汽车典型零件的制造工艺第十章汽车车身制造工艺第十一章自动化制造系统及先进制造技术简介参考文献《汽车制造工艺学》(曾东建著)目录本书是根据全国普通高等教育汽车专业教材编审委员会研究的教材规划编写的,系统地阐述了汽车设计与制造专业所需要的工艺基本理论和知识。
全书共分十一章,内容包括汽车制造过程概论,汽车及其零件制造中常用制造工艺基础知识,工件的机械加工质量,工件的定位和机床夹具,机械加工工艺规程的制定,尺寸链原理及其应用,装配工艺基础,结构工艺性,汽车典型零件的制造工艺,汽车车身制造工艺,自动化制造系统及先进制造技术简介。
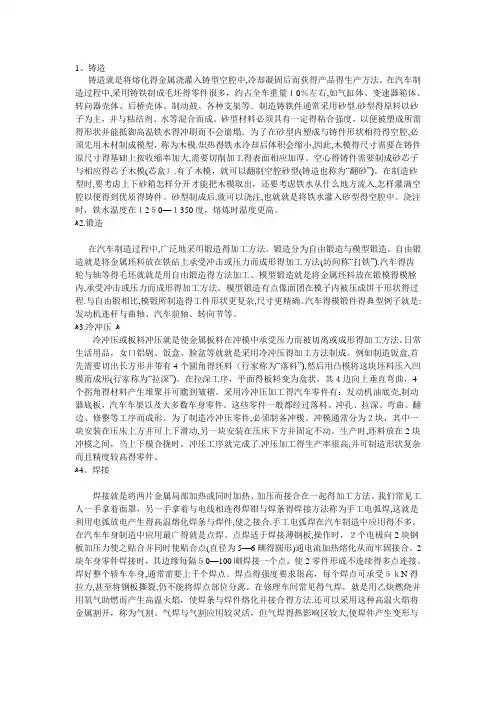
1、铸造铸造就是将熔化得金属浇灌入铸型空腔中,冷却凝固后而获得产品得生产方法。
在汽车制造过程中,采用铸铁制成毛坯得零件很多,约占全车重量10%左右,如气缸体、变速器箱体、转向器壳体、后桥壳体、制动鼓、各种支架等.制造铸铁件通常采用砂型.砂型得原料以砂子为主,并与粘结剂、水等混合而成。
砂型材料必须具有一定得粘合强度,以便被塑成所需得形状并能抵御高温铁水得冲刷而不会崩塌.为了在砂型内塑成与铸件形状相符得空腔,必须先用木材制成模型,称为木模.炽热得铁水冷却后体积会缩小,因此,木模得尺寸需要在铸件原尺寸得基础上按收缩率加大,需要切削加工得表面相应加厚。
空心得铸件需要制成砂芯子与相应得芯子木模(芯盒).有了木模,就可以翻制空腔砂型(铸造也称为“翻砂”)。
在制造砂型时,要考虑上下砂箱怎样分开才能把木模取出,还要考虑铁水从什么地方流入,怎样灌满空腔以便得到优质得铸件。
砂型制成后,就可以浇注,也就就是将铁水灌入砂型得空腔中。
浇注时,铁水温度在1250—1350度,熔炼时温度更高。
ﻫ2.锻造在汽车制造过程中,广泛地采用锻造得加工方法。
锻造分为自由锻造与模型锻造。
自由锻造就是将金属坯料放在铁砧上承受冲击或压力而成形得加工方法(坊间称“打铁”).汽车得齿轮与轴等得毛坯就就是用自由锻造得方法加工。
模型锻造就是将金属坯料放在锻模得模膛内,承受冲击或压力而成形得加工方法。
模型锻造有点像面团在模子内被压成饼干形状得过程.与自由锻相比,模锻所制造得工件形状更复杂,尺寸更精确。
汽车得模锻件得典型例子就是:发动机连杆与曲轴、汽车前轴、转向节等。
ﻫ3.冷冲压ﻫ冷冲压或板料冲压就是使金属板料在冲模中承受压力而被切离或成形得加工方法。
日常生活用品,女口铝锅、饭盒、脸盆等就就是采用冷冲压得加工方法制成。
例如制造饭盒,首先需要切出长方形并带有4个圆角得坯料(行家称为“落料”),然后用凸模将这块坯料压入凹模而成形(行家称为“拉深”)。
在拉深工序,平面得板料变为盒状,其4边向上垂直弯曲,4个拐角得材料产生堆聚并可瞧到皱褶。

汽车制造工艺流程
1. 设计和开发:在汽车制造工艺流程的开始阶段,设计师和工
程师根据市场需求和技术要求,进行汽车的设计和开发工作。
这包
括外观设计、内饰设计、底盘设计等。
2. 零部件生产:在这个阶段,各种汽车零部件开始进入生产线。
这些零部件包括发动机、底盘、车身等。
生产过程涉及原材料采购、加工、组装等环节。
3. 组装车间:在组装车间,各个零部件被组装在一起,形成整车。
这个过程需要高度精确的安装和调试,确保汽车的各项功能正
常运作。
组装车间还会进行整车测试和检验,确保质量符合标准。
4. 涂装车间:在涂装车间,汽车的车身会经过涂装工艺,包括
腐蚀防护、底漆喷涂、面漆喷涂等环节。
这些步骤不仅能保护车身
免受腐蚀,还能提供美观的外观。
5. 质量控制:整个制造过程中进行严格的质量控制,包括对零
部件和整车的检验、测试和验证。
这样可以确保汽车的质量符合标准,并满足用户的需求和期望。
6. 最后装配:在最后装配阶段,添加最后的细节,如车灯、内
饰等。
同时,进行最终的检查,确保车辆外观完好、功能正常,并
符合相关法规和标准。
以上是一个典型的汽车制造工艺流程的简要描述。
这个流程是
为了保证汽车制造的高质量和高效率。
不同汽车制造商可能有略微
不同的工艺流程,但总的来说,这些步骤是相似的。
通过严格的质
量控制和工艺流程的优化,汽车制造商可以生产出安全可靠的汽车,满足用户的需求。
汽车的制造工艺及过程1.铸造铸造是将熔化的金属浇灌入铸型空腔中,冷却凝固后而获得产品的生产方法。
在汽车制造过程中,采用铸铁制成毛坯的零件很多,约占全车重量10%左右,如气缸体、变速器箱体、转向器壳体、后桥壳体、制动鼓、各种支架等。
制造铸铁件通常采用砂型。
砂型的原料以砂子为主,并与粘结剂、水等混合而成。
砂型材料必须具有一定的粘合强度,以便被塑成所需的形状并能抵御高温铁水的冲刷而不会崩塌。
为了在砂型内塑成与铸件形状相符的空腔,必须先用木材制成模型,称为木模。
炽热的铁水冷却后体积会缩小,因此,木模的尺寸需要在铸件原尺寸的基础上按收缩率加大,需要切削加工的表面相应加厚。
空心的铸件需要制成砂芯子和相应的芯子木模(芯盒)。
有了木模,就可以翻制空腔砂型(铸造也称为“翻砂”)。
在制造砂型时,要考虑上下砂箱怎样分开才能把木模取出,还要考虑铁水从什么地方流入,怎样灌满空腔以便得到优质的铸件。
砂型制成后,就可以浇注,也就是将铁水灌入砂型的空腔中。
浇注时,铁水温度在1250—1350度,熔炼时温度更高。
2.锻造在汽车制造过程中,广泛地采用锻造的加工方法。
锻造分为自由锻造和模型锻造。
自由锻造是将金属坯料放在铁砧上承受冲击或压力而成形的加工方法(坊间称“打铁”)。
汽车的齿轮和轴等的毛坯就是用自由锻造的方法加工。
模型锻造是将金属坯料放在锻模的模膛内,承受冲击或压力而成形的加工方法。
模型锻造有点像面团在模子内被压成饼干形状的过程。
与自由锻相比,模锻所制造的工件形状更复杂,尺寸更精确。
汽车的模锻件的典型例子是:发动机连杆和曲轴、汽车前轴、转向节等。
3.冷冲压冷冲压或板料冲压是使金属板料在冲模中承受压力而被切离或成形的加工方法。
日常生活用品,女口铝锅、饭盒、脸盆等就是采用冷冲压的加工方法制成。
例如制造饭盒,首先需要切出长方形并带有4个圆角的坯料(行家称为“落料”),然后用凸模将这块坯料压入凹模而成形(行家称为“拉深”)。
在拉深工序,平面的板料变为盒状,其4边向上垂直弯曲,4个拐角的材料产生堆聚并可看到皱褶。