定位法则(定位夹紧点)-精
- 格式:ppt
- 大小:4.98 MB
- 文档页数:85
定位夹紧方案引言在许多工业制造和加工过程中,定位夹紧方案是一个至关重要的环节。
它在确保产品精度、稳定性和可靠性方面扮演着重要角色。
本文将探讨定位夹紧方案的意义、常见的定位夹紧方法以及其应用领域。
一、定位夹紧方案的意义定位夹紧是指通过一定的方法将工件或工件组件牢固固定在指定的位置,以确保其位置的准确性和稳定性。
定位夹紧方案的设计和实施对于产品加工过程中的定位精度和加工质量至关重要。
具体来说,定位夹紧方案在以下几个方面起着关键作用:1. 提高产品加工精度:在许多制造领域,如汽车制造、航空航天工程和电子设备制造等,产品的精度是至关重要的。
通过使用有效的定位夹紧方案,可以确保工件在加工过程中的精确定位,从而提高产品的加工精度。
2. 提高工作效率:定位夹紧方案可以简化工作过程并提高工作效率。
当工件能够准确地固定在指定位置时,操作员可以更迅速地进行加工操作,节省时间和成本。
3. 增强产品的稳定性和可靠性:稳定性和可靠性是产品质量的重要指标。
定位夹紧方案可以确保工件的稳定性,在工艺过程中提供可靠的支撑,从而减少误差和不稳定因素对产品质量的影响。
二、常见的定位夹紧方法1. 点位夹紧:点位夹紧是一种常见的定位夹紧方法,通常适用于工件的固定点较少的情况。
它通过将工件与夹具上的固定点对应,以点对点的方式夹紧工件。
点位夹紧使用简便,适用于小零件或曲面复杂的工件,但在面对大型工件时可能存在局限性。
2. 面位夹紧:面位夹紧是一种常用的定位夹紧方法,适用于工件的固定点较多的情况。
它通过工件与夹具上的阳柱或定位块接触,以确保工件在平面上的准确定位。
面位夹紧可以提供更大的夹紧力和稳定性,适用于大型工件或需要更高精度的加工过程。
3. 线位夹紧:线位夹紧是一种常见的定位夹紧方法,适用于工件的定位需要在一条直线上完成的情况。
它通过工件上的导向沟槽与夹具上的导向销相结合,以确保工件在直线上的准确定位。
线位夹紧可以提供较高的定位精度和稳定性,适用于需要精确对位的加工过程。
第3章工件定位与夹紧一.简答题:3-1.工件在夹具中定位、夹紧的任务是什么?定位:把工件装好,就是在机床上使工件相对于刀具及机床有正确的位上加工置。
工件只有在这个位置上接受加工,才能保证被加工表面达到所要求的各项技术教育要求。
夹紧:把工件夹牢,就是指定位好的工件,在加工过程中不会受切削力、离心力、冲击、振动等外力的影响而变动位置。
3-2.一批工件在夹具中定位的目的是什么?它与一个工件在加工时的定位有何不同?3-3.何谓重得定位与欠定位?重复定位在哪些情况下不允许出现?欠定位产生的后果是什么?欠定位:按照加工要求应该限制的自由度没有被限制的定位称为欠定位。
欠定位是不允许的。
因为欠定位保证不了加工要求。
重复定位:工件的一个或几个自由度被不同的定位元件重复限制的定位称为过定位。
当过定位导致工件或定位元件变形,影响加工精度时,应该严禁采用。
但当过定位并不影响加工精度,反而对提高加工精度有利时,也可以采用。
3-4.辅助支承起什么作用?使用应注意什么问题?生产中,由于工件形状以及夹紧力、切削力、工件重力等原因可能使工件在定位后还产生变形或定位不稳定。
常需要设置辅助支承。
辅助支承是用来提高工件的支承刚度和稳定性的,起辅助作用,决不允许破坏主要支承的主要定位作用。
各种辅助支承在每次卸下工件后,必须松开,装上工件后再调整和锁紧。
由于采用辅助支承会使夹具结构复杂,操作时间增加,因此当定位基准面精度较高,允许重复定位时,往往用增加固定支承的方法增加支承刚度3-5.选择定位基准时,应遵循哪些原则?定位时据以确定工件在夹具中位置的点、线、面称为定位基准。
定位基准有粗基准和精基准之分。
零件开始加工时,所有的面均未加工,只能以毛坯面作定位基准,这种以毛坯面为定位基准的,称为粗基准,以后的加工,必须以加工过的表面做定位基准,以加工过表面为定位基准的称精基准。
在加工中,首先使用的是粗基准,但在选样定位基准时,为了保证零件的加工精度,首先考虑的是选择精基准,精基准选定以后,再考虑合理地选择粗基准。
工件的定位与夹紧10.2.1 基准及其分类在工件的零件图样和实物上,总要依据一些指定的点、线、面来确定工件的另一些点、线、面的位置。
这些依据的点、线、面就是基准。
基准包括有设计基准和工艺基准两大类。
1.设计基准在零件图上用于标注尺寸和表面相互位置关系的基准称为设计基准。
设计基准是根据零件(或产品)的工作条件和性能要求而确定的。
在设计图样上,以设计基准为依据,作为标出一定的尺寸或相互位置要求的起点。
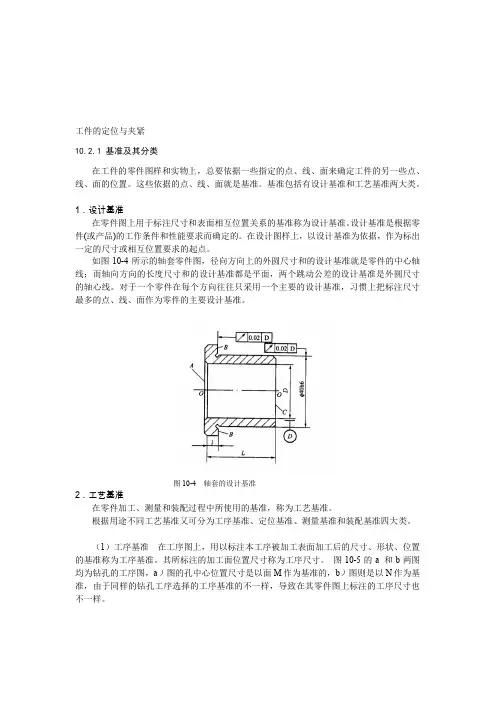
如图10-4所示的轴套零件图,径向方向上的外圆尺寸和的设计基准就是零件的中心轴线;而轴向方向的长度尺寸和的设计基准都是平面,两个跳动公差的设计基准是外圆尺寸的轴心线。
对于一个零件在每个方向往往只采用一个主要的设计基准,习惯上把标注尺寸最多的点、线、面作为零件的主要设计基准。
图10-4 轴套的设计基准2.工艺基准在零件加工、测量和装配过程中所使用的基准,称为工艺基准。
根据用途不同工艺基准又可分为工序基准、定位基准、测量基准和装配基准四大类。
(1)工序基准在工序图上,用以标注本工序被加工表面加工后的尺寸、形状、位置的基准称为工序基准。
其所标注的加工面位置尺寸称为工序尺寸。
图10-5的a 和b两图均为钻孔的工序图,a)图的孔中心位置尺寸是以面M作为基准的,b)图则是以N作为基准,由于同样的钻孔工序选择的工序基准的不一样,导致在其零件图上标注的工序尺寸也不一样。
图10-5 工序基准与工序尺寸(2)定位基准 是指工件在加工过程中,用于确定工件在机床或夹具上的位置的基准。
它是工件上与夹具定位元件直接接触的点、线或面。
图10-6 定位基准图10-6 a 中为铣削平面并且保证尺寸,可以将圆柱体放在一平面定位的夹具内,使工件母线靠在平面上夹紧,这样母线就是定位基准。
图10-6 b 中为加工孔,一方面为保证孔的轴心线与平面垂直,可以就以A 平面作为定位基准;另一方面,孔的轴心线在面内有两个方向上的位置尺寸和的要求,所以可以考虑以B 、C 面作为定位基准。