第3章 工件在夹具中的定位与夹紧
- 格式:ppt
- 大小:5.71 MB
- 文档页数:91
第3章工件定位与夹紧一.简答题:3-1.工件在夹具中定位、夹紧的任务是什么?定位:把工件装好,就是在机床上使工件相对于刀具及机床有正确的位上加工置。
工件只有在这个位置上接受加工,才能保证被加工表面达到所要求的各项技术教育要求。
夹紧:把工件夹牢,就是指定位好的工件,在加工过程中不会受切削力、离心力、冲击、振动等外力的影响而变动位置。
3-2.一批工件在夹具中定位的目的是什么?它与一个工件在加工时的定位有何不同?3-3.何谓重得定位与欠定位?重复定位在哪些情况下不允许出现?欠定位产生的后果是什么?欠定位:按照加工要求应该限制的自由度没有被限制的定位称为欠定位。
欠定位是不允许的。
因为欠定位保证不了加工要求。
重复定位:工件的一个或几个自由度被不同的定位元件重复限制的定位称为过定位。
当过定位导致工件或定位元件变形,影响加工精度时,应该严禁采用。
但当过定位并不影响加工精度,反而对提高加工精度有利时,也可以采用。
3-4.辅助支承起什么作用?使用应注意什么问题?生产中,由于工件形状以及夹紧力、切削力、工件重力等原因可能使工件在定位后还产生变形或定位不稳定。
常需要设置辅助支承。
辅助支承是用来提高工件的支承刚度和稳定性的,起辅助作用,决不允许破坏主要支承的主要定位作用。
各种辅助支承在每次卸下工件后,必须松开,装上工件后再调整和锁紧。
由于采用辅助支承会使夹具结构复杂,操作时间增加,因此当定位基准面精度较高,允许重复定位时,往往用增加固定支承的方法增加支承刚度3-5.选择定位基准时,应遵循哪些原则?定位时据以确定工件在夹具中位置的点、线、面称为定位基准。
定位基准有粗基准和精基准之分。
零件开始加工时,所有的面均未加工,只能以毛坯面作定位基准,这种以毛坯面为定位基准的,称为粗基准,以后的加工,必须以加工过的表面做定位基准,以加工过表面为定位基准的称精基准。
在加工中,首先使用的是粗基准,但在选样定位基准时,为了保证零件的加工精度,首先考虑的是选择精基准,精基准选定以后,再考虑合理地选择粗基准。
3、按驱动夹具工作的动力源分类可分为:手动夹具、液压夹具、气动夹具、电动夹具等。
3.1.3 机床夹具的组成夹具的组成(1)定位元件 (图)定位元件保证工件在夹具中处于正确的位置。
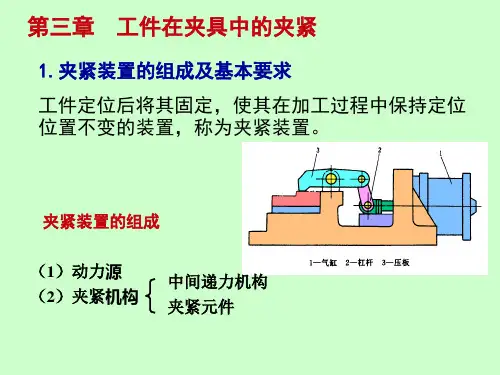
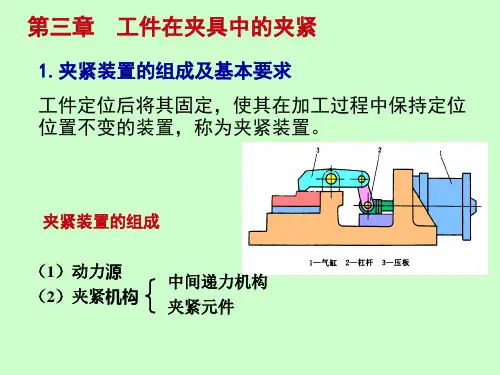
(2)夹紧装置 (图)夹紧装置的作用是将工件压紧夹牢,保证工件在加工过程中受到外力(切削力等)作用时不离开已经占据的正确位置。
(3) 对刀或导向装置对刀或导向装置用于确定刀具相对于定位元件的正确位置。
(4) 连接元件连接元件是确定夹具在机床上正确位置的元件。
(5) 夹具体夹具体是机床夹具的基础件,(6) 其它装置或元件它们是指夹具中因特殊需要而设置的装置或元件。
若需加工按一定规律分布的多个表面时,常设置分度装置;为了能方便、准确地定位,常设置预定位装置;对于大型夹具,常设置吊装元件等。
3.1.4 机床夹具的作用1、保证加工精度,稳定加工质量。
2、扩大机床的功能3、提高劳动生产率。
4、降低生产成本。
5、改善劳动条件,降低对工人的技术要求。
3.2.1工件的定位1、工件常用的定位方法:(1) 直接找正法概念:用划针、百分表等工具直接找正工件位置并加以夹紧的方法称直接找正法。
特点:生产率低,精度取决于工人的技术水平和测量工具的精度(2) 划线找正法概念:先用划针画出要加工表面的位置,再按划线用划针找正工件在机床上的位置并加以夹紧。
特点:费时,又需要技术高的划线工(3)在夹具上定位使用概念:使用通用或专用夹具,使工件在机床夹具中迅速有一确定的定位,不需要找正就能保证工件与机床、刀具间的正确位置。
特点:生产效率高,定位精度好,应用与成批以及单件小批量生产中。
2、工件定位的基本原理(1)六点定位原理工件的六个自由度长方体形工件的定位①、概念:用合理分布的六个支承点限制工件六个自由度的法则,称为六点定位原理。
②、“六点定位原理”应注意:1) 定位支承点限制工件自由度的作用,应理解为定位支承点与工件定位基准面始终保持紧贴接触。
2) 一个定位支承点仅限制一个自由度,一个工件仅有六个自由度,所设置的定位支承点数目,原则上不应超过六个。
第一章机床夹具基础知识第一节机床夹具概述一、填空题1.根据机械工艺规程要求,在加工中,用来正确地确定工件及刀具的相对位置,并且合适而迅速地将它们夹紧的一种机床附加装置称为机床夹具。
2.通常,习惯于把夹具按其通用化程度分为通用夹具、专用夹具、拼装夹具三个大类。
3.机床夹具一般由定位装置、夹紧装置、夹具体三大主要部分组成。
4.根据不同的使用要求,机床夹具还可以设置对刀装置、刀具引导装置、回转分度装置及其他辅助装置。
5.按夹具适用的机床及其工序内容的不同,可以把夹具分为钻床夹具、铣床夹具、车床夹具、磨床夹具、镗床夹具、齿轮加工机床夹具、电加工机床夹具、数控机床夹具等。
二、选择题:1.工件在机床上加工时,通常由夹具中的(A)来保证工件相对于刀具处于一个正确的位置。
A.定位装置B.夹具体C.夹紧装置D.辅助装置2.机用平口钳是常用的(B)。
A.专用夹具B.通用夹具C.拼装夹具D.组合夹具3.下列夹具中,(D)不是专用夹具。
A.钻床夹具B.铣床夹具C.车床夹具D.三爪自定心卡盘4..(A)是夹具的核心部分。
A.定位装置B.夹紧装置C.夹具体D.V型块5.(A)是由预先制造好的各类标准元件和组件拼装而成的一类新型夹具。
A.拼装夹具B.专用夹具C.通用夹具C.数控机床夹具6.在机床夹具中,V形块通常作为(D)使用。
A.夹具体B.夹紧装置C.辅助装置D.定位元件7.下列说法中,(C)不正确。
A.一般情况下,机床夹具担负着工件在夹具中的定位和夹紧两大功能。
B.夹具相对机床和刀具的位置正确性,则要靠夹具与机床、刀具的对定来解决。
C.工件被夹紧后,就自然实现了定位。
D.定位和夹紧是两回事。
三、判断题:1.一般来说,通用夹具是机床夹具中的主要研究对象。
(×)2.工件安装时,采用找正定位比采用夹具定位效率更高,精度更高。
(×)3.机床夹具只能用于工件的机械加工工序中。
(×)4.夹具体是整个夹具的基础和骨架。