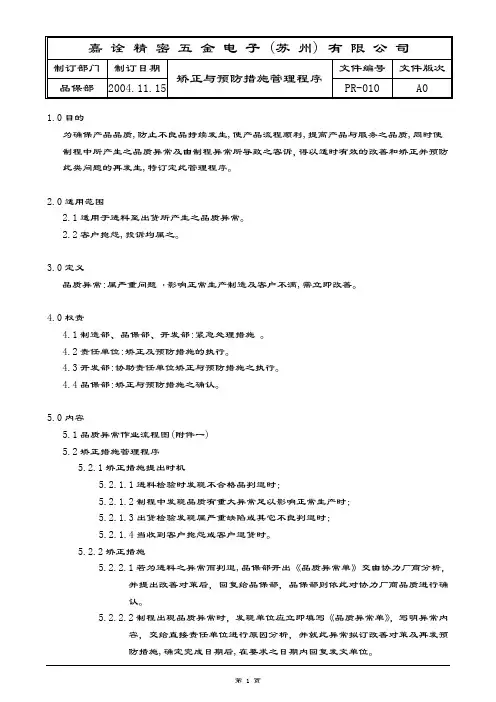
矫正与预防措施管制程序
- 格式:doc
- 大小:56.50 KB
- 文档页数:5
昆山上艺电子有限公司
規 範
矯正與預防措施管制程序 文件編號:
制訂: 品管 頁次(PAGE):1 OF 5
1﹑目的:
對品質與HSPM管理系統內所有生產作業的品質與HSF問題加以記錄分析﹐並提出解決方案﹐進而防止問題再發生﹐以確保品質與HSF管理系統能夠正常運作。
2﹑適用範圍:
適用於本公司產品品質與HSF管理系統運作異常所採取之追查、回饋、
矯正與預防措施作業。
3﹑權責:
3.1品保負責品質與HSF異常及品質與HSPM管理系統運作缺失之矯正與預防措施作業﹐預防問題再發生。
3.2各相關責任單位須配合本程序處理異常並立即採取有效的矯正與預防措施。
4﹑定義:
4.1矯正措施:針對己發生之不符合事項採取措施﹐以改善并消除之。
4.2預防措施:消除潛在的不合格或其他不期望情況的因素所采取的措施。
5﹑作業內容:
5.1執行矯正與預防措施之時機:
5.1.1進料檢驗異常時;
5.1.2制程檢驗異常時.
5.1.3成品檢驗異常時;
5.1.4客訴抱怨及退貨時;
5.1.5內部稽核發現異常時﹔
5.1.6環境有關禁用物質事項發生異常時﹔
5.1.7HSF目標未達成時﹔
5.1.8品质目标未达成时;
5.1.8發生緊急事故時(如火災﹑爆炸﹑泄漏)﹔
5.1.9發生工傷及財產損失事故時﹔
5.2矯正與預防措施處理流程:
5.2.1進料檢驗流程(如附件一)﹔
5.2.2制程檢驗流程(如附件二)﹔
5.2.3成品檢驗流程(如附件三)﹔
5.2.4客訴抱怨處理作業流程 (如附件四) 昆山上艺电子有限公司
規 範
矯正與預防措施管制程序 文件編號:
制訂: 品管 頁次(PAGE):1 OF 5
5.3矯正與預防措施之處理:
5.3.1進料檢驗經判定退貨時﹐品保應發《進料異常分析報告》由品管FAX供應商做矯正與預防措施。
5.3.2制程全檢之記錄於《全檢統計表》﹐不良率超出各單位設定之目標值時﹐各單位應於《全檢統計表》內進行原因分析并做改善對策。
5.3.3制程巡檢IPQC如有發現主要缺點﹐或連續批退三批時(主缺參照《制程檢驗標准書》﹐應開立《異常處理單》交責任單位進行矯正與預防措施﹐品管并於收文后﹐針對其所提之對策進行追蹤﹐且應追蹤其改善狀況。
5.3.4批成品經品管判定退貨重工或挑選時﹐品管需發《異常處理單》交責任單位﹐責任單位應針對問題點進行原因分析﹐并針對批退之材料決議其處理方法及判退處理流程。經處理完成后﹐由品管復判﹐并由責任單位提出預防對策﹐品管針對其對策進行追蹤﹐并追蹤其改善狀況。
5.3.5針對IPQC﹑FQC及OQA批退之產品於產線重工或挑選后﹐應將重工或挑選結果記錄於五金-《重檢記錄表》﹐塑膠-《檢驗不良統計報表》,塗裝-《重工記錄表-塗裝》內。
5.3.6在進料檢驗﹑制程檢驗及成品檢驗過程中發現異常時﹐參照《不合格品管制程 序》及《檢驗與測試狀況程序》處理。
5.3.7客戶抱怨時﹐依《客戶抱怨處理程序》處理﹔相關方投訴時﹐依《信息溝通管
理程序》處理。
5.3.8品質與HSPM管理系統稽核發現異常時﹐應依《內部稽核程序》作業。
5.3.9有關環境禁用物質相關事項發現不合格時必須立即向公司環境負責人報告作處置﹐并需立即傳報客戶處﹐首次報告應在發現后3小時以內。品管將不合
格情形記錄於品質記錄表單﹐并開出《異常處理單》作原因追查及采取對策以防止再次發生﹐將不合格原因及防止再次發生﹐糾正處理方式向客戶作及時報告﹐在客戶批准后方可實施防止再發﹑糾正處理之各項事項。
5.3.10矯正改善措施之實施在必要時﹐應以試作﹑試驗等方法加以確認改善﹐以達到矯正改善之效果。
5.3.11矯正預防措施之落實﹕ 昆山上艺电子有限公司
規 範
矯正與預防措施管制程序 文件編號:
制訂: 品管 頁次(PAGE):1 OF 5
5.3.11.1長期對策如為作業不良時﹐責任單位及品保單位於SOP/SIP內追加檢查重點﹐以防不良發生。
5.3.11.2長期對策如為原物料或設計問題﹐則將問題點回饋廠商或客戶
5.3.12有關矯正與預防措施事項﹐品保單位須定期追蹤管制﹐如未按期限完成時﹐應提報管理代表簽核﹐要求責任單位期限內改善。
5.3.13異常處理權責單位分類如附件(六)。
5.3.14發生不符合時﹐應調查不符合點并確定原因﹐且應采取有效的行動(包括矯正措施﹑可采用的預防措施)﹐以減少可能發生的負面影響﹐和有效確保避免其再次發生﹐其采取的行動應與產生的影響相適用并得到有效驗証﹐而可能導致的文件更改應進行評審并記錄之。
5.4預防措施之處理程序:
5.4.1對於進料、製程、成品品質異常處理﹐客戶反映問題及內部稽核及環境管理等發現異常之資訊加以分析﹐以消除不合格事項的潛在因素﹐直至改善為止。
5.4.1.1對於進料、製程、成品異常處理﹐相關責任單位應填寫:
a﹑進料異常分析報告表﹕於進料階段批退通知廠商填寫﹐并由IQC追蹤改善結果。
b﹑異常處理單﹕於制程及成品階段追查異常狀況分析及處理﹐以便採取預防措施。
5.4.1.2對於客戶或其他相關方反映問題﹐業務或品保應填寫《異常處理單》說明客戶抱怨異常原因並由品保或責任單位提出改善對策﹐以便採取預防措施並通知客戶。
5.4.1.3於客戶產品退貨時﹐業務應以書面文件通知品保處理﹐並由品保提出處理及改善對策﹐如屬批退時應採取矯正與預防措施並通知客戶。
5.4.1.3.1業務對客戶之退貨應填寫《退貨處理申請單》交品保處理。
5.4.1.4對於內部稽核結果所發現之缺失﹐應依《內部稽核程序》填寫《矯正行動通知單》﹐以便追蹤及採取預防措施﹐直到改善完成為止。
5.4.2異常預防措施分類如附件(七)。
5.5資料存檔﹕品管單位在責任單位於期限內改善完成后﹐進行追蹤和確認。 昆山上艺电子有限公司
規 範
矯正與預防措施管制程序 文件編號:
制訂: 品管 頁次(PAGE):1 OF 5
5.5.1進料異常分析報告表﹕追蹤后續入料之產品三批或數量超過2000PCS﹐檢驗其產品之問題點是否改善﹐并於《矯正預防措施總覽表》登錄其結案日期及完成日期。
5.5.2異常處理單﹕追蹤產線改善對策﹐并於《矯正預防措施總覽表》填寫結案日期
及簽名完成結案。
5.6有關矯正與預防措施之相關記錄應依《管理責任程序》之規定提交管理審查會審核﹐以做有效性檢討。
5.7有關矯正與預防措施之相關記錄﹐應依《記錄管理程序》規定之保存期限保存。
6﹑相關文件與資料:
6.1不合格品管制程序
6.2檢驗與測試狀況程序
6.3客戶抱怨處理程序
6.4信息溝通管理程序
6.5內部稽核程序
6.6管理責任程序
6.7記錄管理程序
7﹑相關表單及記錄:
7.1進料異常分析報告
7.2全檢統計表
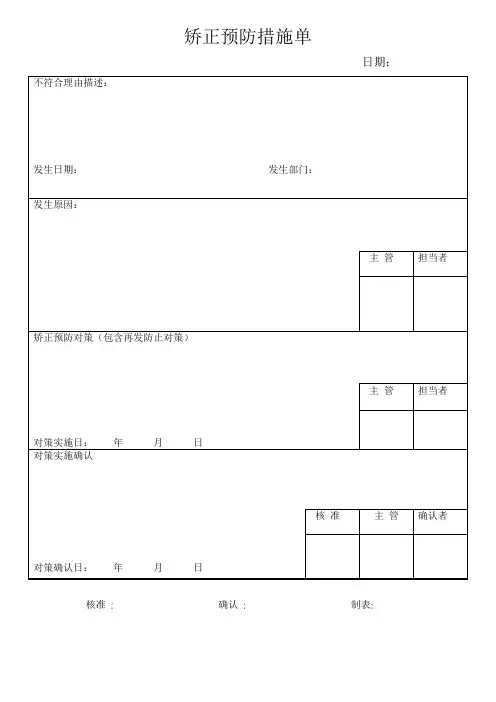
7.3異常處理單
7.4重檢記錄表
7.5退貨處理申請單
7.6矯正行動通知單
7.7矯正預防措施總覽表
7.8全檢不良統計表
昆山上艺电子有限公司
規 範
矯正與預防措施管制程序 文件編號:
制訂: 品管 頁次(PAGE):1 OF 5