(新)工装验证记录表
- 格式:doc
- 大小:39.00 KB
- 文档页数:1
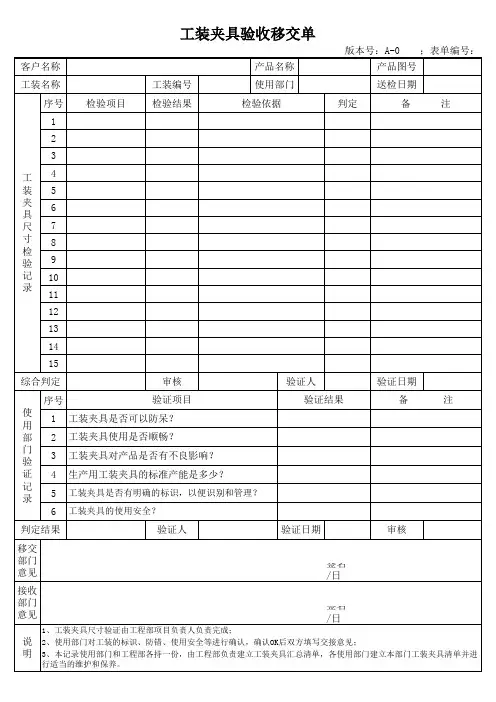
安徽省锦瑞汽车部件有限公司1.目的制定此标准是为了细化工装(检具)验收过程,为了进一步规范公司工装的开发及使用管理,确保工装在产品生产加工过程中保证产品质量的同时,能顺畅使用并满足使用寿命要求,特制订本标准。
2适用范围本标准适用于安徽锦瑞汽车部件有限公司所有产品在加工生产过程中,所使用的外购或外协来的工装,设备,检具等工艺装备验收阶段的参照标准及要求。
3.术语和定义3.1工装:企业制造产品时所用的模具、夹具、检具、辅具、量具、刀具等的总称,在本标准中特指工装、夹具、检具。
3.2外购工装:是指工装设计和制造均委外,我司只负责验收符合产品要求的合格工装。
3.3外协工装:是指自制工装的部分加工工序委外加工或由我司负责工装设计,委外单位根据图纸资料制造,我司根据设计资料验收的工装。
4、总体主要技术要求4.1公司所有的工装在设计、制作过程中必须遵守“保证产品质量,使用操作安全,维护检验方便”的原则,确保设计科学、使用方便、质量保证,从而提升品质和提高生产效率。
4.2为方便公司工装的使用及存放管理,要求所有新开发工装必须进行编号。
工装编号由专门负责编号人员,按要求制定编号;供应商应按相关技术要求在相应位置编号,要求美观大方、清晰易辨认。
编号规则参考公司物料编码规则程序文件;4.3工装设计3d数据及2D图纸经公司相关人员评审后,方能投入制造,供应商在制造过程中如有修改,必须及时通知我司相关人员。
4.4工装、夹具、检具制造完毕后,必须使用我司指定的产品进行试验调整、验证,保证调试产品符合技术要求,且要求工装结构性能可靠且质量稳定,操作安全、方便、经济、合理。
4.5外购的工装(设备)必须与图纸相符,验收完毕后,供应商应将完整、正确无误的图档传给我司存档,以便后续查询使用、更改。
供应商所提供的图档要求包含非标准件的零件详图。
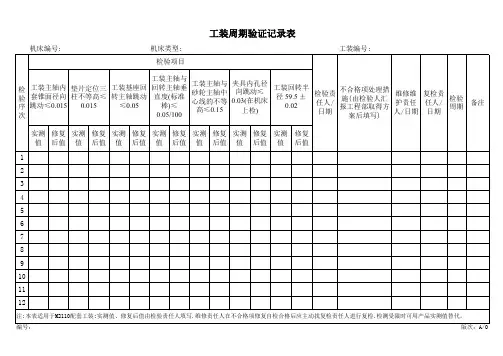
5、夹具主要技术要求5.1振动焊接工装的使用寿命为10万台样件。
5.2夹具设计应充分考虑操作方便和安全可靠、维护修理方便,应保证焊接装卸方便,使焊接件处于最佳焊接位置,并应防止机构压手和松开打手。

吻合器自动装钉机装钉工艺验证报告编制/日期:审核/日期:批准/日期:1、概述自动装钉机是旨在利用自动化技术控制机械手臂拾取吻合钉装入钉槽中,替代传统手工装入吻合钉的先进设备。
利用自动装钉机完成装钉工作不仅提高了装钉效率,同时减少了在传统手工装钉过程中产生的漏钉、钉变形、冒钉等现象。
1.1自动装钉机的基本操作流程为:组件工装选择、安装→参数调节(速度、压力)→开启设备→筛钉→装钉→结束2、确认目的通过对自动装钉机设备的确认,确保自动装钉机装钉过程符合生产要求,可以连续生产出质量稳定的合格产品。
3、依据文件3.1自动装钉机操作及维护保养规程3.2 自动装钉装钉作业指导书3.3设备使用说明书3.4《特殊过程确认与监视控制程序》4、适用范围本公司生产一次性吻合器组件装钉产品5、验证确认小组成员6、验证确认流程6.1安装确认(IQ)6.1.1文件资料确认对所有原始文件的正确性、有效性进行确认,并确认原始文件资料的存放位置。
确认结果:记录表1《自动装钉机安装验证相关文件资料确认记录表》6.1.2:系统配套工装确认对系统配套的工装数量进行确认,并确认工装的存放位置。
确认结果:见记录表26.1.3:培训确认检查并确认方案的实施人员是否已接受确认方案的培训。
确认结果:记录2《自动装钉操作人员资格确认记录表》6.1.4:系统配套的关键仪表确认确认系统配套的关键仪表是否经验定合格且在有效期内。
PLC,触摸屏,报警灯,电磁阀,传感器,气源三联件,电机,气缸,送料装置在有效期内检验合格确认结果:记录表3《自动装钉机安装验证整机及相关配件确认记录表》6.1.5:公用、安全、环境等支持系统确认检查设备安装和运行所需配备的公用、环境等支持系统以及安装质量是否符合供应商的设计标准、公司的要求。
确认结果:记录表4《自动装钉机公用、安全、环境等支持系统确认记录表》6.2 运行确认(OQ)检查、确认对自动装钉过程的安装确认(IQ)已经完成,可以进行运行确认。
设备、工装点检管理制度(ISO9001-2015)1.0目的本制度规定了设备、工装点检的管理规范。
适用于生产、试验等对使用可靠性要求较高的设备及生产线在线工装,以及公用动力设备的预防维修管理,不适用于生活设备和公共设施。
2.0术语和定义下列术语和定义适用于本文件:2.1专业点检以维修工为主开展的设备点检活动,这些点检包含设备、工装比较深层的,需要一定的专业技能和专业工具才能开展的点检。
2.2自主点检以操作工为主开展的设备点检活动,这些点检包含设备、工装表层的状态、作业安全性、质量重点关联项目等,不需要维修专业技能和专业工具就能开展的点检。
2.35W2H编制基础作业标准的基本要素。
5W指出作业内容(What)、部位(Where)、周期(When)、责任人(Who)、为什么(即作业内容选择)(Why)、量化标准(How much)、方法(How)。
3.0点检的分类3.1自主点检3.1.1自主点检以操作工人为主体。
3.1.2自主点检内容主要是设备外表层面和环境状态(设备外观、安全、质量等相关)的缺陷和不良的检查、排除,不应解体设备和从事带电作业。
3.1.3自主点检内容应由维修人员指导和确认。
3.1.4根据操作工对自主点检掌握情况,可以逐步加深自主点检作业层次,但不涉及需要特殊资质才能进行的作业。
3.2专业点检3.2.1专业点检以维修人员为主体。
3.2.2专业点检针对设备外部、内部状态缺陷和不良进行全面且深入的检查和恢复。
3.2.3维修人员点检的内容和技术方法由设备技术员指导和确认。
4.0点检文件编制4.1设备点检文件分类a)点检基准卡:定义设备、工装点检作业部位、内容、周期、判断标准、方法等。
b)点检记录表:记录点检作业的实际内容和检查结果。
c)作业要领书:指导点检人员完成复杂的点检作业。
4.2作业内容4.2.1作业内容来源a)设备说明书上推荐的项目;b)设备保养过程中发现的,易造成设备劣化的设备自身或环境缺陷、不良;c)设备故障暴露的应重点关注的薄弱点;d)按维修经验积累判断应予关注的项目;e)按法规应重点进行日常检查的项目。
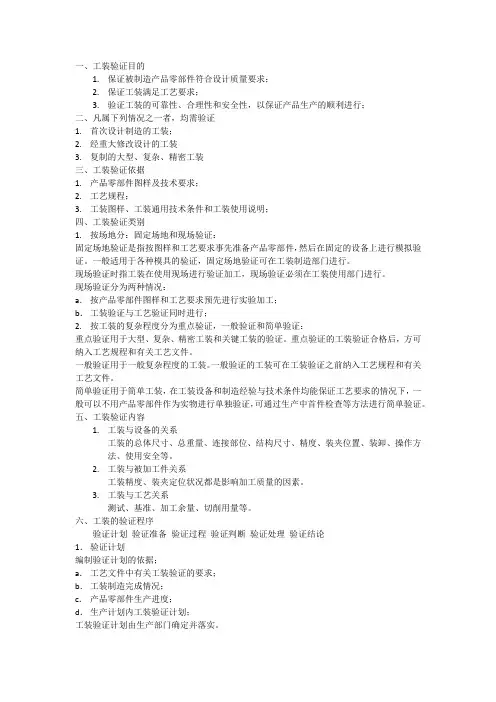
一、工装验证目的1.保证被制造产品零部件符合设计质量要求;2.保证工装满足工艺要求;3.验证工装的可靠性、合理性和安全性,以保证产品生产的顺利进行;二、凡属下列情况之一者,均需验证1.首次设计制造的工装;2.经重大修改设计的工装3.复制的大型、复杂、精密工装三、工装验证依据1.产品零部件图样及技术要求;2.工艺规程;3.工装图样、工装通用技术条件和工装使用说明;四、工装验证类别1.按场地分:固定场地和现场验证:固定场地验证是指按图样和工艺要求事先准备产品零部件,然后在固定的设备上进行模拟验证。
一般适用于各种模具的验证,固定场地验证可在工装制造部门进行。
现场验证时指工装在使用现场进行验证加工,现场验证必须在工装使用部门进行。
现场验证分为两种情况:a.按产品零部件图样和工艺要求预先进行实验加工;b.工装验证与工艺验证同时进行;2.按工装的复杂程度分为重点验证,一般验证和简单验证:重点验证用于大型、复杂、精密工装和关键工装的验证。
重点验证的工装验证合格后,方可纳入工艺规程和有关工艺文件。
一般验证用于一般复杂程度的工装。
一般验证的工装可在工装验证之前纳入工艺规程和有关工艺文件。
简单验证用于简单工装,在工装设备和制造经验与技术条件均能保证工艺要求的情况下,一般可以不用产品零部件作为实物进行单独验证,可通过生产中首件检查等方法进行简单验证。
五、工装验证内容1.工装与设备的关系工装的总体尺寸、总重量、连接部位、结构尺寸、精度、装夹位置、装卸、操作方法、使用安全等。
2.工装与被加工件关系工装精度、装夹定位状况都是影响加工质量的因素。
3.工装与工艺关系测试、基准、加工余量、切削用量等。
六、工装的验证程序验证计划验证准备验证过程验证判断验证处理验证结论1.验证计划编制验证计划的依据;a.工艺文件中有关工装验证的要求;b.工装制造完成情况;c.产品零部件生产进度;d.生产计划内工装验证计划;工装验证计划由生产部门确定并落实。
工装/模具管理表格汇编目录1.工装/模具履历表2.工装/模具制作申请单3.工装模具采购外协申请单4.工装模具外委加工跟踪单5.工装模具试模申请单6.工装模具验收单7.工装模具检查记录表8.工装模具验收跟踪报告9.工装模具完工验证记录表10.工装模具台帐管理表11.年度工装模具保养计划表12.工装模具领用单13.工装模具维修/保养记录表14.工装模具维修保养计划表15.工装模具维修申请单16.工装模具维修报告单17.工装模具寿命统计表18.易损工装模具更换计划19.工装模具备品备件清单20.工装模具改进申请单21.工装模具借出和归还记录表22.工装模具检具校验报告23.工装/模具更改申请单24.工装模具报废申请单25.工装/模具停用报废单26.设备工装模具封存报废申请单工装/模具履历表工装/模具制作申请单注意:要求申请人提供相关零件和图纸,便于工装设计制作和调试。
工装(模具)采购/外协申请单制定/日期:审核/日期:批准/日期:工装/模具检查记录表注:“√”表示符合,“×”表示不符合,结论栏注明是否可使用,备注栏说明进一步措施,如维修、更换计划等。
检查/日期:审核/日期:工装/模具试模申请单工装/模具完工验证记录表备注:新模试制记录(10件以下均属试制,产品与模具均合格为成功,让步接收为不成功。
)第一次试制□成功□不成功一次试制成功,工时定额按100%计算。
第二次试制□成功□不成功二次试制成功,工时定额按85%计算。
第三次试制□成功□不成功三次及以上试制成功,工时定额按70%计算。
编制/日期:核准/日期:。
五金模具验收流程
附件:《工装试模通知单》《五金模试模问题记录表》《模具验证验收单》《产品实物检测记录表》《模具验收检查表》 编制: 会签: 审定:
工 装 试 模 通 知 单
五 金 模 具 试 模 具 问 题 记 录 表
①存根
②
试
模
部
门
浙江正泰建筑电器有限公司
注:1. 此表可作为模具验收时产品的样品验证记录单;
2. 此表可用于日常零部件检验时的记录;
3. 此表可作为产品转产时的附件;
模具验收检查表
表1各关节控制的完成时间仅供参考!
表1
表1各关节控制的完成时间仅供参考!
---精心整理,希望对您有所帮助。
新产品开发评审表格 The following text is amended on 12 November 2020.
新产品开发第一阶段审核表(计划和确定项目)
新产品开发第二阶段审核表(产品设计和开发)
新产品开发第三阶段审核表(过程设计和开发)
新产品开发第四阶段审核表(产品和过程确认)
新产品开发第五阶段审核表(反馈、评定和纠正措施)
A — 1 设计FMEA检查表顾客或厂内零件号
修订日期第1页,共1页
制定人:
A — 2 设计信息检查表顾客或厂内零件号
修订日期
第1页,共4页
A—2 设计信息检查表(续)顾客或厂内零件号
修订日期
第2页,共4页
制定人:
A — 2 设计信息检查表(续)顾客或厂内零件号
修订日期3页,共4页
制定人:
A — 2 设计信息检查表(续)顾客或厂内零件号
修订日期
4页,共4页
制定人:
A— 3 新设备、工装和试验设备检查表顾客或厂内零件号
修订日期
第1页,共2页
制定人:
A — 3 新设备、工装和试验设备检查表(续)顾客或厂内零件号
A — 4 产品 / 过程质量检查表顾客或厂内零件号
修订日期
第1页,共4页
本检查表并不打算代替克莱斯勒、福特和通用汽车公司的质量体系评定
A — 4 产品 / 过程质量检查表(续)顾客或厂内零件号
修订日期
第2页,共4页
A — 4 产品 / 过程质量检查表(续)顾客或厂内零件号。
工艺验证报告工艺验证报告项目代号:实施单位:编制:审核:批准:___年月工艺验证报告No.共页第1页一、工艺验证时间工艺验证完成时间:年月日至年月日二、工艺验证类别首台份(OTS样车)□___线□小批(PP节拍认证\FEU)□SOP批量提升□现产品改进□零部件三、验证地点冲压□焊装□涂装□总装四、验证依据产品设计技术标准,工艺设计指标、工艺方案、工艺路线、流程、生产纲领、工艺文件。
五、验证人员及资质验证组组长:验证组成员:姓名单位职务/职称姓名单位职务/职称六、验证情况一)工艺路线、流程验证该项目工艺路线、流程经过试制验证基本符合工艺设计要求,但需要进行流程修订,包括冲压、焊装、涂装和总装。
详见[工艺流程修订表]。
二)工艺装备验证1、冲压模具本项目共有模具套数,其中大型模具套和小冲模具套。
在本次验证中,共验证了套模具,其中存在问题项,包括严重不合格项、一般不合格项、可接受项和需整改再验收项。
详见[模具验证记录表]。
2、工装本项目共有工装套数,在本次验证中,共验证了套工装,其中存在问题项,包括严重不合格项、一般不合格项、可接受项和需整改再验收项。
详见[工装验证记录表]。
3、设备冲压设备与模具匹配满足生产要求。
冲压设备部分与模具不匹配,不能满足生产需求,详见[冲压设备验证记录表]。
焊装设备型号、数量满足生产需求。
焊装设备型号、数量不满足生产需求,详见[焊装设备验证记录表]。
涂装设备满足生产需求。
涂装设备不满足生产需求,详见[涂装设备验证记录表]。
总装设备满足生产需求。
总装设备不满足生产需求,详见[总装设备验证记录表]。
4、工位器具冲压共需种,本次验证种,合格满足使用要求的种,需进行改进的种,详见[冲压工位器具验证记录表]。
焊装共需种,本次验证种,合格满足使用要求的种,需进行改进的种,详见[焊装工位器具验证记录表]。
涂装共需种,本次验证种,合格满足使用要求的种,需进行改进的种,详见[涂装工位器具验证记录表]。
新产品工艺验证管理规定1.目的通过工艺验证,检查工艺流程及产品符合客户及法律法规的合理性,并且寻求降低质量成本、工艺优化的机会。
2.范围适用于本公司新产品阶段的各工序工艺验证确认.适用于本公司工序/设备工艺过程变更验证确认。
适用于本公司批量生产产品的各工序过程再验证确认.3.职责3。
1 设计人员标注出关键尺寸、特性要求。
3。
2工艺人员把关键及特殊要求转化为过程控制。
3。
3工艺人员负责定期组织进行过程验证,并负责工装方面的验证。
3.4综合管理部负责生产设备的过程验证。
3。
5质量管理部负责采集数据并进行数据分析。
3。
6生产部负责工艺验证生产安排、组织生产。
3.7技术中心主任或技术副总负责所有工艺验证的批准。
4.工作要求4.1工艺验证要求4。
1。
1要求建立书面的证据,保证规定的工艺能始终如一的生产出符合预期标准属性的产品。
4。
1.2要求工艺参数范围内能有效和重复生产出符合预期标准和质量的产品。
4.2工艺验证的原则4。
2.1充分的验证准备工作(含量产过程再确认):对产品要求理解透彻;分析方法经过讨论明确;生产设备及测量仪器经过校验;操作人员经过培训,并获得相应资质。
4。
2。
2工艺验证并非试验验证的目的在于建立工艺的一致性;验证中的相关工艺参数必须进行合量化的定义;验证发现参数偏差后的处理。
4。
2.3确定验证对象和范围工艺验证既然是产品验证,所以不同的产品必须分别进行验证;根据公司特点,同一系列产品可抽取典型样品进行试验。
4。
2.4确定各工序的关键工艺路线工序的关键工艺参数来源:客户产品中指定要求;产品设计开发过程中通过FMEA检查发现的参数;以往类似产品的经验数据要求明确产品的关键工艺参数,制定关键工艺指标,并对其抽样数据进行检查。
4。
2。
5 确定取样要求要求检查样品的数据必须来源于验证批的产品。
4。
2。
6 确定测试项目测试项目要求在工艺验证前准备完毕,按作业指导书的测试方法进行检测。
4.3 新产品工艺验证4.3.1指新产品/产品开新线/生产场地搬迁等时出现的产品验证。