工装模具验证记录表
- 格式:doc
- 大小:10.00 KB
- 文档页数:1


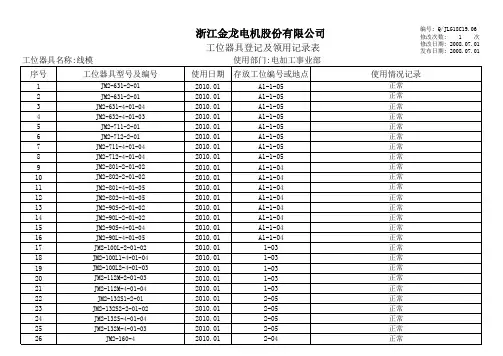
修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01。
工装/模具管理程序(IATF16949:2016)1、范围1.1 为了在生产过程中正确使用、维护和保持工装/模具的良好状态,确保产品质量符合规定的要求,特制定本程序。
1.2 本程序规定了工装/模具的设计、制造、验收、维护和管理的职责、内容及要求。
1.3 本程序适用于本企业工装/模具的管理。
2、术语本程序引用IATF16949:2016标准中的有关定义。
3、职责3.1 生产科为本程序归口管理部门,负责工装/模具制造、使用维护、保养与管理。
3.2 技术科负责工装/模具设计。
3.3 质管科组织相关人员对工装/模具进行验收、验证。
3.4 工作流程4、程序内容4.1 工装/模具设计4.1.1 工装/模具设计必须结构合理、使用方便、安全可靠、符合产品的质量要求。
4.1.2 由技术科进行工装/模具图纸设计,按《技术文件控制程序》执行。
4.2 工装/模具制造4.2.生产科根据工装/模具配备的技术要求,确定自制和委外制造任务。
4.2.2 凡本企业无能力制造时,由生产科委外供方制造,并要对供方能力进行评定和监控,具体执行《供方评价程序》。
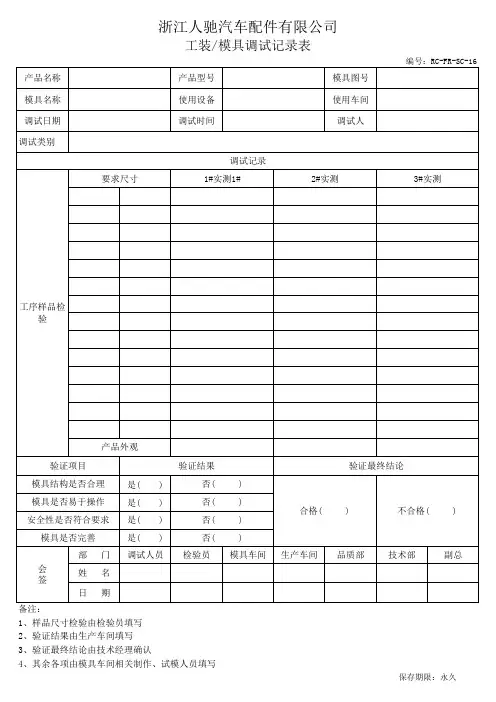
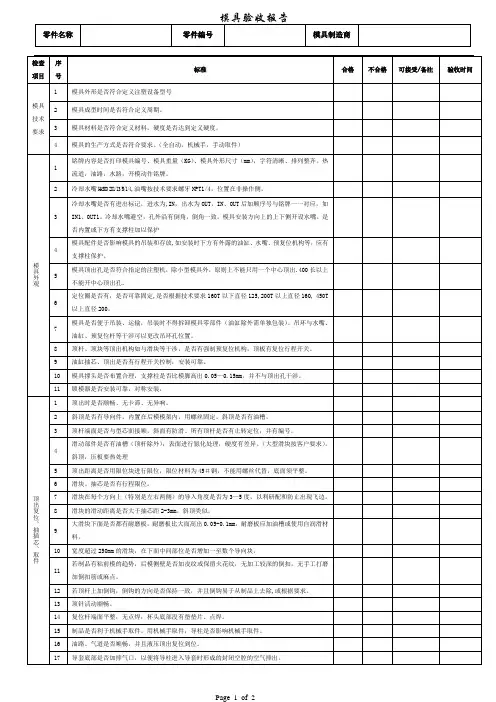
4.3 工装/模具验收4.3.1 由质管科组织生产科、技术科、使用班组及相关人员对完成的工装/模具共同进行验收,并填写“工装/模具验收记录”,合格后方可投入生产使用。
4.3.2 验证合格的工装/模具图纸由技术科保管。
4.4 工装/模具的管理4.4.2 生产科负责对工装/模具进行统一管理,并制定工装/模具统一编号规定,建立工装/模具台帐,制定“工装/模具周检计划”。
4.4.2 各生产班组也应建立“工装/模具台帐”。
4.4.3 工装/模具图纸发放必须加盖“受控”印章,执行《技术文件管理程序》。
4.4.4 各类工装/模具要做好防护工作,使工装/模具处于良好状态。
4.4.5 专用工装/模具应有所属产品图纸的专用编号,存放地有状态标识,状态标识包括合格、待修、不合格等。
4.4.6 质管科组织按计划对工装/模具进行周检,检验员做好“工装/模具周检记录”。

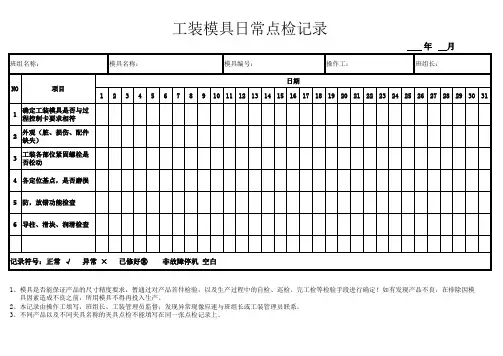
工装模具使用/维修和维护保养程序(IATF16949-2016/ISO9001-2015)1.0目的为了强化工装模具的管理,使工装模具的使用、维修和维护保养工作有针对性、有目的的开展,从而保证工装模具处于良好状态。
2.0适用范围本规定只适用于本公司工装模具的使用、维修和维护保养等工作。
3.0职责3.1生产部负责工装模具的维修、维护保养工作的归口管理部门。
3.2使用部门负责工装模具的使用、维护、保养相关工作。
3.3技术部负责工装模具使用、维修、维护保养中产品件的技术确认。
3.4质保部负责工装模具使用、维修、维护保养中产品件的测量和出具质量检测报告。
4.0工作内容:对操作者进行设备和工装模具安全操作和维护保养培训合格后,操作者才可上岗操作。
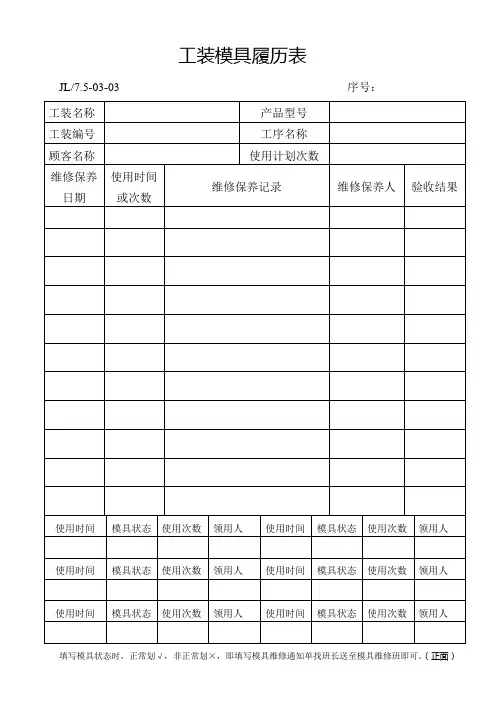
模具的维护保养工作,应贯穿在模具的使用、维修、维护保养、保管工作各个环节中,模具的保养包括“日常保养、定期保养和伴随模具的维修维护而进行的保养”。
对我公司无维护保养能力的工装模具,经总经理批准后可定期进行委外维护保养。
工装模具在使用、维修、维护保养过程中操作人员必须使用相关防护措施,保证安全。
在使用、维修和维护保养过程中对首末件、生产件必须严格按照工艺进行检测,经调整仍不满足工艺要求的,立即切换备用工装/模具(或模块),备用工装/模具(或模块)切换完成后对产品件进行严格检测,经检测合格后方备用工装/模具(或模块)可投入使用。
4.1工装/模具维修:4.1.1本公司维修分为两大类:内部维修和外部(委外)维修。
外部(委外)维修分为:小修、中修、大修。
小修:由模具管理人员进行确认后,可进行委外维修。
中修:由生产部和技术部相关人员确认后,可进行委外维修。
大修:由公司总经理确认批准后,可进行委外维修。
4.1.2生产过程中若发生工装/模具损坏事故,应立即停机。
报告车间班组长或车间主任并保持现场,由模具主管召集技术部和生产部门相关人员召开现场分析会,如确认厂内维修填写《工装/模具维修申请单》,将首末件和工装模具及辅助件交给模具维修车间进行厂内维修。
修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01。
XXXX粉末冶金有限公司工装、模具周期检定规范1、目的对工装、模具进行周期检验,确保满足产品工艺、技术要求。
为不断持续提高产品质量水平提供有效的生产前期保障。
2、范围适用于生产用模具、工装夹具等工艺装备的周期检验。
3、鉴定周期主要工装模具鉴定周期见下表:4、检验程序4.1批量生产产品的工装模具,由模具员根据模具检验周期规定及模具实际生产使用频次编制《工艺装备定期检查计划表》,组织周期检验。
4.2凡符合下列情况之一,使用单位可随时向提交工装模具检查:1)、工装磨损,已不能满足产品使用要求的。
2)、产品、芯轴外观、防错工装尺寸偏差超出允许范围。
3)、操作不当,造成工装模具损坏不能正常使用的。
4)、工装模具停用半年以上(含半年),重新使用的。
14.3模具员负责按检验标准对工装模具进行检验,并填写“工装模具检验记录表”。
4.4检验为合格工装,鉴发《合格证》。
检验为不合格的工装,按规定处理。
4.5正常周期检验不应影响正常的生产进度。
5、技术要求:5.1.模具产品的加工基准面磨损极限偏差为最小加工余量的12%。
芯头处的磨损极限偏差不大于芯头间隙的20%。
5.2模具工作面表面粗糙度应达到Ra0.4μm,不允许存在多肉、缺肉及加工刀痕的存在,不允许存在影响起模和使用性能的缺陷。
模具分型面表面粗糙度应达到Ra1.6μm,不允许存在影响合模和造型合箱的缺陷存在。
5.3芯盒的合模间隙应≤0.0.15mm。
合模后错边、错箱量应小于0.0.01 mm。
芯盒上的抽块应定位准确、抽动平稳、安装牢固。
顶杆及排气塞装配后凸出或凹下应≤0.5mm。
5.4工装模具配合定位销直径磨损极限偏差不大于制造公差下偏差的二倍,定位套孔的直径的磨损极限偏差不大于制造公差上偏差的二倍。
5.5工装模具上产品标识及铸造日期标识应完整、清晰、无缺陷,安装字块凸出或凹陷产品所在面≤0.5mm。
5.6工装模具铭牌标识应清晰、完整、易于识别并固定牢固。
5.7由相关工装模具生产出的产品按相关检验标准检验,尺寸合格率应达到100%。
工装模具保养记录表
表单号:
1.模具名称和模具编号:填写具体的模具名称和编号。
2.保养时间:记录本次保养的时间。
3.保养人员和保养日期:记录进行保养的人员和具体日期。
4.保养项目:
5.使用清洁的抹布或棉花对模具的分型面和型腔表面进行清理。
6.对模具的冷却水系统进行清理,包括进水、出水管道以及开关阀门和水管接头。
7.检查并维护模具的热流道系统,确保其正常工作。
8.检查模具的导柱、斜导柱、滑动块、顶杆、紧固螺丝等易损件的状况,并对出现问题的部件
进行评估和必要的更换。
9.检查模具型芯和型腔的表面,确认没有生锈、损伤、变形、错位或咬合等问题。
10.对于检测出的问题,按照规定的程序进行更换。
11.备注:记录在保养过程中可能遇到的特殊情况或其他需要说明的事项。
12.表单号:用于区分不同模具的保养记录。
以上信息整理自搜索结果中的一份工装模具保养记录表样本,实际表格可能会根据公司的具体情况有所调整。
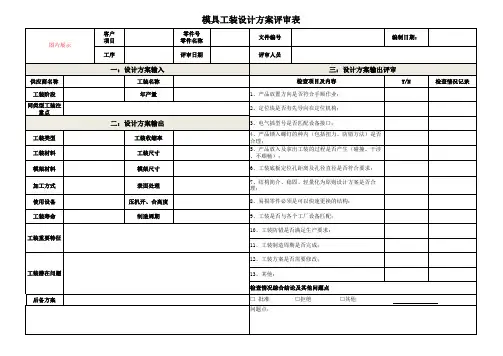
五金模具验收流程
附件:《工装试模通知单》《五金模试模问题记录表》《模具验证验收单》《产品实物检测记录表》《模具验收检查表》 编制: 会签: 审定:
工 装 试 模 通 知 单
五 金 模 具 试 模 具 问 题 记 录 表
①存根
②
试
模
部
门
浙江正泰建筑电器有限公司
注:1. 此表可作为模具验收时产品的样品验证记录单;
2. 此表可用于日常零部件检验时的记录;
3. 此表可作为产品转产时的附件;
模具验收检查表
表1各关节控制的完成时间仅供参考!
表1
表1各关节控制的完成时间仅供参考!
---精心整理,希望对您有所帮助。