电气培训_轧辊磨床培训_倍福V00(PPT39页)
- 格式:ppt
- 大小:4.87 MB
- 文档页数:20

机床电气控制与PLC培训课件1. 课程简介本课程旨在介绍机床电气控制和PLC(可编程逻辑控制器)的基本原理和应用。
通过学习本课程,学员将了解机床电气控制的基本概念、电气元件的选择和布置,以及PLC编程和应用。
2. 机床电气控制基础2.1 机床电气控制的定义机床电气控制是通过电气元件和电气信号来控制机床运动和加工过程的一种技术。
它包括电气控制的基本原理、电气元件的选择和布置等内容。
2.2 机床电气控制系统的组成机床电气控制系统由电气元件、电气控制设备、电气控制回路和电气信号组成。
其中,电气元件包括电机、开关、传感器等;电气控制设备包括控制柜、开关箱等;电气控制回路包括电路连接、控制逻辑等;电气信号包括传感器信号、控制信号等。
2.3 机床电气控制流程机床电气控制流程包括信号采集、信号处理、控制执行和系统监测等步骤。
信号采集是通过传感器获取机床的状态信号;信号处理是对采集到的信号进行处理和转换;控制执行是根据处理后的信号进行相应的动作或控制;系统监测是对机床的运行状态进行监测和反馈。
3. 电气元件的选择和布置3.1 电机的选择电机是机床电气控制系统的核心组件之一。
在选择电机时,需要考虑机床的工作负载、速度要求和动力需求等因素。
常见的电机类型包括直流电机、交流电机和步进电机。
3.2 开关的选择与布置开关是电气控制系统中常用的元件,用于控制电路的开关或切换。
在选择开关时,需要考虑电流和电压的要求,以及安装环境和使用寿命等因素。
开关的布置需要合理安排在控制回路中的位置,保证控制信号的顺畅传输。
3.3 传感器的选择与应用传感器用于采集机床的状态信号,如温度、压力、位移等。
在选择传感器时,需要考虑测量范围、精度和响应时间等因素。
传感器的应用可以实现对机床运行状态的监测和控制。
4.1 PLC概述PLC是一种专门用于工业控制的计算机设备,它能够对输入信号进行处理和逻辑运算,输出控制信号,实现对机床电气控制系统的自动化控制。
轧辊的寿命主要取决于轧辊的内在性能和工作受力,内在性能包括强度和硬度等方面。
要使轧辊具有足够的强度,主要从轧辊材料方面来考虑;硬度通常是指轧辊工作表面的硬度,它决定轧辊的耐磨性,在一定程度上也决定轧辊的使用寿命,通过合理的材料选用和热处理方式可以满足轧辊的硬度要求。
钢铁英才网针对此概述了传统的轧辊选材及其热处理工艺,同时,对轧辊材料及其热处理工艺的发展进行了展望如我国一直使用的9Cr2Mo、9Cr2MoV和86CrMoV7、俄罗斯的9X2MΦ、西德的86Cr2MoV7、日本的MC2等。
这类材质的合金化程度较低,在经过最终热处理后,其淬硬层深度一般为12~15mm(半径),仅能满足一般要求,而且使用中剥落和裂纹倾向严重,轧制寿命低.9Cr3MoV需要承受强大的轧制力,同时表面要承受轧材的强力磨损,反复被热轧材加热及冷却水冷却,经受温度变化幅度较大的热疲劳作用。
这就要求热轧辊材料必须具有高的淬透性、低的热膨胀系数、高的热传导能力和高的高温屈服强度及高的抗氧化性各辊子的工艺参数工作辊长度中间辊长度支承辊长度工作辊硬度范围中间辊硬度范围支承辊硬度范围工作辊的弯辊弯辊技术,用机械力弯曲轧辊辊身,以控制带钢凸度和平直度的技术。
通常以液压为动力,故也称液压弯辊。
轧制时的横移算法1.横移公式横移量=(辊长度-来料宽度)/2-导角长度±修正量写详细d导角导角设定的原因防止应力集中造成的伤害轧线的调整方法轧线的调整时根据支承辊的半径,工作辊的直径,中间辊的直径急速而来的,压下量=(30+950/2+370+300)-(支承辊直径/2+中间辊直径+工作辊直径)轧辊的冷却系统轧辊的冷却示意图1.调节板型的方法,分节调整乳化液的流量。
(分段调整)2.轧制过程中,由于冷却的原因,轧制过程中轧辊变成凸辊,所以感觉可以弯辊降下来了。
3.喷射梁的喷嘴。

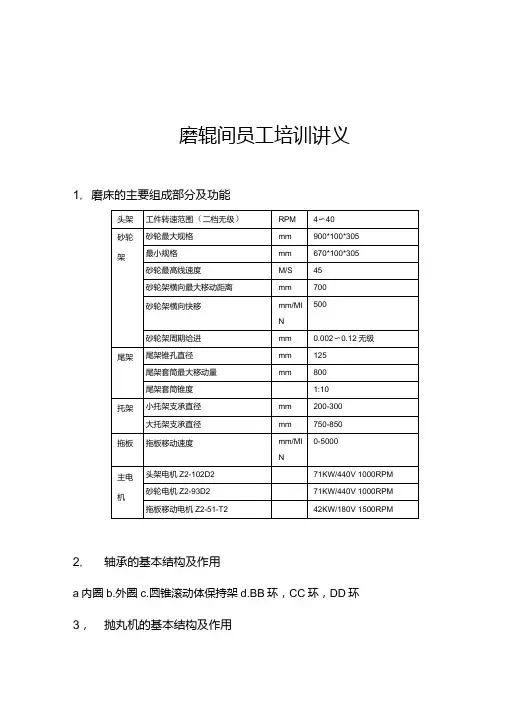
磨辊间员工培训讲义1, 磨床的主要组成部分及功能2, 轴承的基本结构及作用a内圈b.外圈c.圆锥滚动体保持架d.BB环,CC环,DD环3,抛丸机的基本结构及作用1•抛射室:轧辊进行抛丸的空间区域2•抛丸器:使钢砂加速到一定速度打到辊面上,使轧辊具有一定的粗糙度3•钢丸收集室:轧辊毛化时,钢砂掉到格栅上,落到抛射室底部的螺旋输送器处,钢砂积累在此4•螺旋输送机:将钢砂水平的送到斗式提升机处•5•斗式提升机:以螺旋输送器汇集来的钢砂,经其将钢砂垂直送到顶部•6•风洗式分离器:分离不同粒度的钢砂,灰尘混合物.7•旋振筛:利用振动电机的振动来筛分不同粒度的钢砂8•钢砂储料仓:储存的钢砂,保证抛丸时钢砂足量•9•除尘器:抛丸时,抛丸室里的钢砂在循环过程中发生的粉尘,经吸风罩和空气输送管道进入惯性沉降室,分离粉尘•10•轧辊驱动小车:承载轧辊进出抛丸室,抛丸时使轧辊旋转•4,轧辊的磨削方法及基准5,事故轧辊的处理方法工作辊及中间辊1. 般为轧制中发生压偏,因钢板局部叠层造成轧辊表面出现白色肋印2. 首先用肉眼确认受损程度,再将事故辊进行整个辊面磨削0.3mm,磨削完后对事故部位作一次涡流探伤确认,直到全部处理完后再进行正常磨削1. 首先用肉眼对裂纹进行确认,再对事故部位进行局部套沟,用磁粉探伤法进行确认,直到裂纹全部磨削宀完.2. 对整个辊面实施磨削,直到辊面直径全部一致后再进行正常磨削1. 对表面所粘铁皮用其它工具最大限度去除.2. 移入磨床,对整个辊面实施磨削,全面去除表面铁皮.3. 用肉眼确认掉肉或裂纹最严重部位,并记录位置.4. 对裂纹最严重部位实施局部磨削,并使用磁粉探伤法进行确认.5. 局部探伤正常的轧辊进行全面磨削至直径一致6. 对探伤后正常的轧辊再进行正常磨削支撑辊1. 在肋痕发生的状况下,如继续使用,因加工硬化局部发黑,最终发生裂纹.2. 对肋痕发生的支承辊实施全面磨肖U,将肋痕全部消除后再正常磨削。