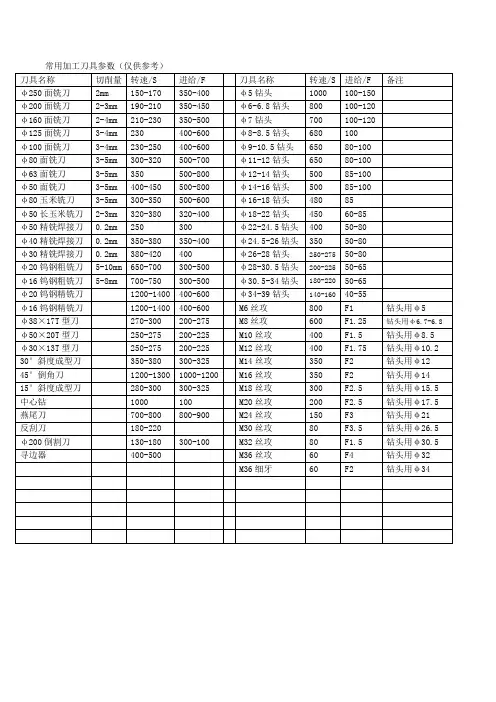
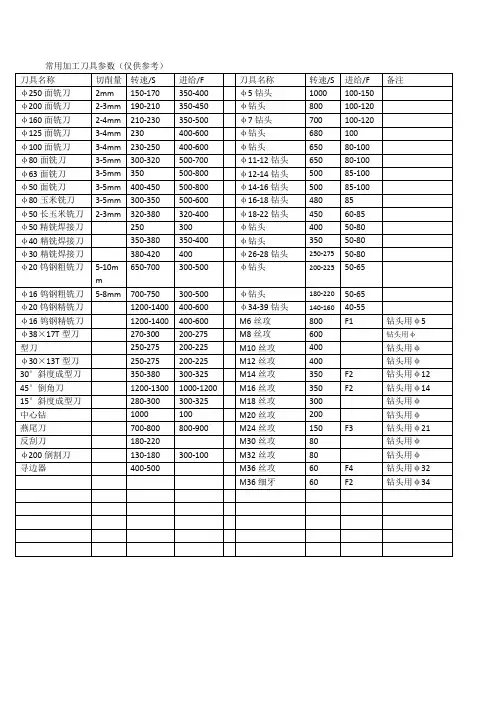
常用加工刀具参数(仅供参考)
- 格式:doc
- 大小:63.00 KB
- 文档页数:2
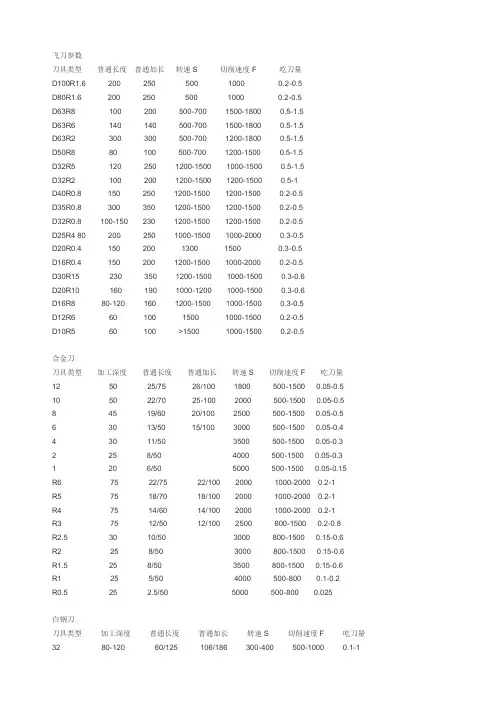
飞刀参数刀具类型普通长度普通加长转速S 切削速度F 吃刀量D100R1.6 200 250 500 1000 0.2-0.5D80R1.6 200 250 500 1000 0.2-0.5D63R8 100 200 500-700 1500-1800 0.5-1.5D63R6 140 140 500-700 1500-1800 0.5-1.5D63R2 300 300 500-700 1200-1800 0.5-1.5D50R8 80 100 500-700 1200-1500 0.5-1.5D32R5 120 250 1200-1500 1000-1500 0.5-1.5D32R2 100 200 1200-1500 1200-1500 0.5-1D40R0.8 150 250 1200-1500 1200-1500 0.2-0.5D35R0.8 300 350 1200-1500 1200-1500 0.2-0.5D32R0.8 100-150 230 1200-1500 1200-1500 0.2-0.5D25R4 80 200 250 1000-1500 1000-2000 0.3-0.5D20R0.4 150 200 1300 1500 0.3-0.5D16R0.4 150 200 1200-1500 1000-2000 0.2-0.5D30R15 230 350 1200-1500 1000-1500 0.3-0.6D20R10 160 190 1000-1200 1000-1500 0.3-0.6D16R8 80-120 160 1200-1500 1000-1500 0.3-0.5D12R6 60 100 1500 1000-1500 0.2-0.5D10R5 60 100 >1500 1000-1500 0.2-0.5合金刀刀具类型加工深度普通长度普通加长转速S 切削速度F 吃刀量12 50 25/75 26/100 1800 500-1500 0.05-0.510 50 22/70 25-100 2000 500-1500 0.05-0.58 45 19/60 20/100 2500 500-1500 0.05-0.56 30 13/50 15/100 3000 500-1500 0.05-0.44 30 11/50 3500 500-1500 0.05-0.32 25 8/50 4000 500-1500 0.05-0.31 20 6/50 5000 500-1500 0.05-0.15R6 75 22/75 22/100 2000 1000-2000 0.2-1R5 75 18/70 18/100 2000 1000-2000 0.2-1R4 75 14/60 14/100 2000 1000-2000 0.2-1R3 75 12/50 12/100 2500 800-1500 0.2-0.8R2.5 30 10/50 3000 800-1500 0.15-0.6R2 25 8/50 3000 800-1500 0.15-0.6R1.5 25 8/50 3500 800-1500 0.15-0.6R1 25 5/50 4000 500-800 0.1-0.2R0.5 25 2.5/50 5000 500-800 0.025白钢刀刀具类型加工深度普通长度普通加长转速S 切削速度F 吃刀量32 80-120 60/125 106/186 300-400 500-1000 0.1-125 80-120 60/125 90/166 300-400 500-1000 0.1-1 20 120 50/110 75/141 500-700 500-1000 0.1-1 16 120 40/95 65/123 500-800 500-1000 0.1-1 12 100 30/80 53/110 500-1000 500-1000 0.1-1 10 80 23/75 45/95 800-1000 500-1000 0.1-0.8 8 50 20/65 28/82 800-1200 500-1000 0.1-0.5 6 50 15/60 800-1200 500-1000 0.1-0.5 R8 80 32/92 35/140 800-1000 500-1000 0.2-0.4 R6 80 26/83 26/120 800-1000 500-1000 0.2-0.4 R5 60 20/72 20/110 800-1000 500-1000 0.2-0.4 R4 50 19/63 20/100 1000-1500 500-1000 0.2-0.4 R3 30 13/57 15/90 1000-1500 500-1000 0.2-0.4 注:以P20钢材为中间参考值,切削速度取中间值,硬度高于P20参数调低,硬度低于P20参数调高。
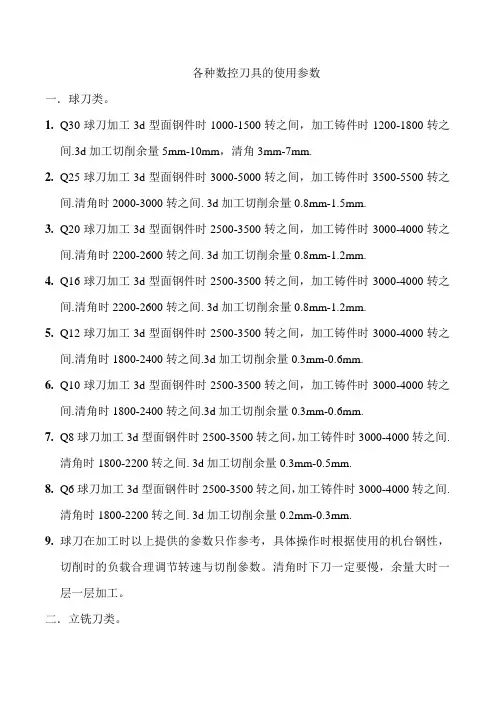
各种数控刀具的使用参数一.球刀类。
1.Q30球刀加工3d型面钢件时1000-1500转之间,加工铸件时1200-1800转之间.3d加工切削余量5mm-10mm,清角3mm-7mm.2.Q25球刀加工3d型面钢件时3000-5000转之间,加工铸件时3500-5500转之间.清角时2000-3000转之间. 3d加工切削余量0.8mm-1.5mm.3.Q20球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时2200-2600转之间. 3d加工切削余量0.8mm-1.2mm.4.Q16球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时2200-2600转之间. 3d加工切削余量0.8mm-1.2mm.5.Q12球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2400转之间.3d加工切削余量0.3mm-0.6mm.6.Q10球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2400转之间.3d加工切削余量0.3mm-0.6mm.7.Q8球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2200转之间. 3d加工切削余量0.3mm-0.5mm.8.Q6球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2200转之间. 3d加工切削余量0.2mm-0.3mm.9.球刀在加工时以上提供的參数只作参考,具体操作时根据使用的机台钢性,切削时的负载合理调节转速与切削參数。
清角时下刀一定要慢,余量大时一层一层加工。
二.立铣刀类。
1. 50mm粗铣刀加工2d钢件时120-140转之间,加工铸件时130-180转之间。
2d加工切削余量5mm-15mm. 精铣刀加工2d钢件时140-160转之间,加工铸件时150-200转之间,2d加工切削余量0.5mm-0.8mm.2. 32mm 精铣刀加工2d钢件时150-250转之间,加工铸件时150-300转之间,2d加工切削余量0.5mm-0.8mm.3. 25mm精铣刀加工2d钢件时200-350转之间,加工铸件时200-400转之间,2d加工切削余量0.5mm-1.5mm.4. 20mm精铣刀加工2d钢件时200-400转之间,加工铸件时250-450转之间,2d加工切削余量0.5mm-1.5mm.5. 16mm精铣刀加工2d钢件时200-350转之间,加工铸件时200-400转之间,2d加工切削余量0.5mm-1.5mm.6. 14mm以下到2mm的直柄立铣刀加工2d钢件时400-1000转之间,加工铸件时450-1000转之间。

各材料常用刀具转速进给参数对照表在机械加工领域,刀具的转速和进给参数对于加工质量、效率和成本都有着至关重要的影响。
不同的材料具有不同的物理和机械性能,因此需要根据材料的特性来选择合适的刀具转速和进给参数。
下面是一份常见材料的刀具转速进给参数对照表,希望能为您的加工工作提供一些参考。
一、铝合金铝合金是一种广泛应用于航空航天、汽车制造和电子工业等领域的轻质材料。
由于其良好的导热性和较低的强度,加工时需要较高的转速和较快的进给速度。
1、粗加工刀具:硬质合金立铣刀转速:3000 5000 rpm进给速度:800 1500 mm/min切削深度:2 5 mm切削宽度:刀具直径的 70% 80%2、半精加工刀具:硬质合金立铣刀转速:5000 8000 rpm进给速度:500 1000 mm/min切削深度:05 15 mm切削宽度:刀具直径的 50% 60%3、精加工刀具:硬质合金球头铣刀转速:8000 12000 rpm进给速度:200 500 mm/min切削深度:01 03 mm切削宽度:刀具半径的 20% 30%二、钢材钢材是机械加工中最常见的材料之一,其种类繁多,性能各异。
以下是常见钢材的加工参数。
1、低碳钢粗加工刀具:硬质合金涂层立铣刀转速:1500 2500 rpm进给速度:300 600 mm/min切削深度:3 6 mm切削宽度:刀具直径的 60% 70%半精加工刀具:硬质合金涂层立铣刀转速:2500 4000 rpm进给速度:200 400 mm/min切削深度:1 2 mm切削宽度:刀具直径的 40% 50%精加工刀具:硬质合金涂层球头铣刀转速:4000 6000 rpm进给速度:100 200 mm/min切削深度:01 02 mm切削宽度:刀具半径的 15% 20% 2、中碳钢粗加工刀具:硬质合金涂层立铣刀转速:1000 1800 rpm进给速度:200 400 mm/min切削深度:2 4 mm切削宽度:刀具直径的 50% 60%半精加工刀具:硬质合金涂层立铣刀转速:1800 3000 rpm进给速度:150 300 mm/min切削深度:05 10 mm切削宽度:刀具直径的 30% 40%精加工刀具:硬质合金涂层球头铣刀转速:3000 5000 rpm进给速度:80 150 mm/min切削深度:005 015 mm切削宽度:刀具半径的 10% 15% 3、高碳钢粗加工刀具:硬质合金涂层立铣刀转速:800 1200 rpm进给速度:100 200 mm/min切削深度:1 3 mm切削宽度:刀具直径的 40% 50%半精加工刀具:硬质合金涂层立铣刀转速:1200 2000 rpm进给速度:80 150 mm/min切削深度:03 08 mm切削宽度:刀具直径的 20% 30%精加工刀具:硬质合金涂层球头铣刀转速:2000 3500 rpm进给速度:50 100 mm/min切削深度:003 008 mm切削宽度:刀具半径的 8% 12%三、不锈钢不锈钢具有良好的耐腐蚀性和耐磨性,但加工难度较大,需要较低的转速和较慢的进给速度。
常用刀具的切削参数刀具切削参数是指在切削过程中,对刀具进行设置和调整的一系列参数。
这些参数包括切削速度、进给速度、切削深度、切削角度等,它们的选择和调整直接影响到切削效果和刀具寿命。
下面是常用刀具的切削参数的一些介绍:1. 切削速度(Cutting Speed):切削速度是指刀具在切削过程中移动的速度,一般用单位时间内刀具切削的长度来表示。
切削速度的选择取决于工件材料的硬度和切削材料的种类。
一般来说,硬度较高的材料需要较低的切削速度,而硬度较低的材料则可以使用较高的切削速度。
2. 进给速度(Feed Rate):进给速度是指刀具在切削过程中每分钟进给到工件上的距离。
进给速度的选择取决于工件的材料和切削操作的要求。
较低的进给速度可以获得更好的切削质量,而较高的进给速度可以提高生产效率。
3. 切削深度(Depth of Cut):切削深度是指刀具切削时每次切削进入工件的深度。
切削深度的选择需要考虑工件材料的硬度和切削工具的强度。
一般来说,较硬的材料需要较小的切削深度,而较软的材料则可以选择较大的切削深度。
4. 切削角度(Cutting Angle):切削角度是指刀具切削刃与工件表面之间的夹角。
切削角度的选择取决于工件材料的硬度和切削操作的要求。
一般来说,较硬的材料需要较大的切削角度,而较软的材料则可以选择较小的切削角度。
5. 切削液(Cutting Fluid):切削液是在切削过程中起冷却、润滑和清洁作用的液体。
切削液的选择取决于切削材料的种类和切削条件的要求。
常见的切削液有切削油、切削液和切削蜡等。
6. 切削力(Cutting Force):切削力是指切削过程中刀具对工件施加的力。
切削力的大小受到切削参数的影响,包括切削速度、进给速度、切削深度和切削角度等。
合理选择切削参数可以降低切削力,提高切削效率和刀具寿命。
7. 切削温度(Cutting Temperature):切削温度是指刀具和工件在切削过程中产生的热量。
常用的数控铣刀按形状分为平底刀、圆鼻刀(球鼻刀)和球刀
1、平底刀
平底刀也叫端铣刀或平刀,周围有主切削刃,可以用于开粗及清角、精加工侧平面及水平面,常用的有ED20、ED19.5(3/4英寸)、ED16、ED15.875(5/8英寸)、ED12、ED10、ED8、ED6、ED4 、ED3、ED2、ED1.5、ED1、ED0.8及ED0.5等。
E是End Mill的的一个字母;D表示切削刃直径。
一般情况下,开粗时尽量选取较大直径的刀,装刀时尽可能短,以保证足够的刚度,避免弹刀。
在选取小刀时,要结合被加工区域,确定最短的刀锋长及直身部分长。
如果侧面带斜度叫斜度刀,可以精加工斜面。
2、圆鼻刀
圆鼻刀也叫平底R刀,可以开粗、平面光刀和曲面外形光刀,一般半径为R0.1-R8。
一般有整体式和镶刀粒式的刀把刀。
镶刀粒的圆鼻刀也叫“飞刀”,主要用于大面积的开粗及水平面的光刀。
常用的有ED30R5、ED25R5、ED16R0.8、ED12R0.8及ED12R0.4、等。
飞刀开粗尽量选大刀,加工较深区域时,装刀长度先装短加工较浅区域,再装长加工区域较深区域,以提高效率且不过切。
3、球刀
球刀也叫R刀,主要用于曲面中光刀及光刀。
常用的球刀有BD16R8、BD12R6、BD10R5、BD8R4、BD6R3、BD5R2.5(常用于加工流道)、BD4R2、BD3R1.5、BD2R1、BD1.5R0.75、BD1R0.5、B是Ball Mill的第一个字母。
一般情况下,要通过测量被加工图形的内圆半径来确定精加工所用的刀具,尽量选用大刀光刀,小刀补刀加工。
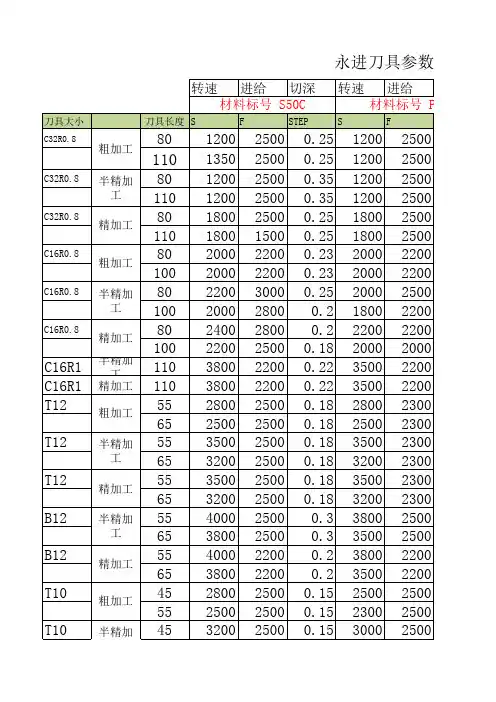
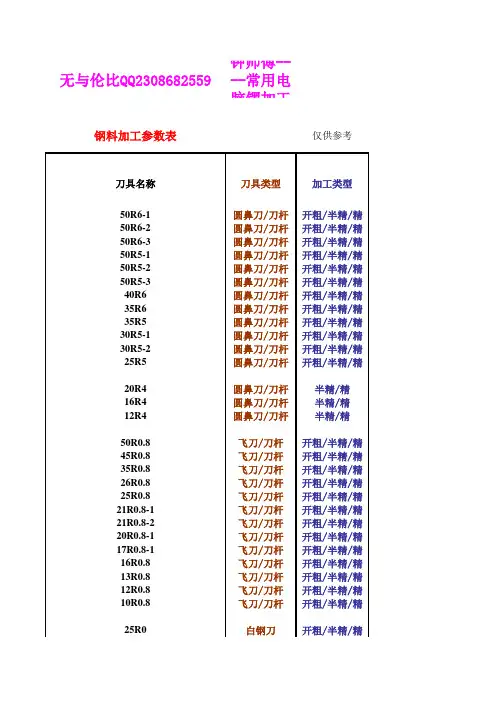
无与伦比QQ2308682559钟师傅----常用电脑锣加工钢料加工参数表仅供参考刀具名称刀具类型加工类型50R6-1圆鼻刀/刀杆开粗/半精/精50R6-2圆鼻刀/刀杆开粗/半精/精50R6-3圆鼻刀/刀杆开粗/半精/精50R5-1圆鼻刀/刀杆开粗/半精/精50R5-2圆鼻刀/刀杆开粗/半精/精50R5-3圆鼻刀/刀杆开粗/半精/精40R6圆鼻刀/刀杆开粗/半精/精35R6圆鼻刀/刀杆开粗/半精/精35R5圆鼻刀/刀杆开粗/半精/精30R5-1圆鼻刀/刀杆开粗/半精/精30R5-2圆鼻刀/刀杆开粗/半精/精25R5圆鼻刀/刀杆开粗/半精/精20R4圆鼻刀/刀杆半精/精16R4圆鼻刀/刀杆半精/精12R4圆鼻刀/刀杆半精/精50R0.8飞刀/刀杆开粗/半精/精45R0.8飞刀/刀杆开粗/半精/精35R0.8飞刀/刀杆开粗/半精/精26R0.8飞刀/刀杆开粗/半精/精25R0.8飞刀/刀杆开粗/半精/精21R0.8-1飞刀/刀杆开粗/半精/精21R0.8-2飞刀/刀杆开粗/半精/精20R0.8-1飞刀/刀杆开粗/半精/精17R0.8-1飞刀/刀杆开粗/半精/精16R0.8飞刀/刀杆开粗/半精/精13R0.8飞刀/刀杆开粗/半精/精12R0.8飞刀/刀杆开粗/半精/精10R0.8飞刀/刀杆开粗/半精/精25R0白钢刀开粗/半精/精20R0白钢刀开粗/半精/精18R0白钢刀开粗/半精/精16R0白钢刀开粗/半精/精12R0钨钢刀开粗/半精/精10R0钨钢刀开粗/半精/精8R0钨钢刀开粗/半精/精6R0钨钢刀开粗/半精/精5R0钨钢刀开粗/半精/精4R0钨钢刀开粗/半精/精3R0钨钢刀开粗/半精/精2.5R0钨钢刀开粗/半精/精2R0钨钢刀开粗/半精/精1R0钨钢刀开粗/半精/精0.5R0钨钢刀开粗/半精/精20R10球头刀/刀杆开粗/半精/精16R8球头刀/刀杆开粗/半精/精12R6钨钢刀/刀杆开粗/半精/精10R5钨钢刀/刀杆开粗/半精/精8R4钨钢刀/刀杆开粗/半精/精6R3钨钢刀开粗/半精/精5R2.5钨钢刀开粗/半精/精4R2钨钢刀开粗/半精/精3R1.5钨钢刀开粗/半精/精2R1钨钢刀开粗/半精/精1R0.5钨钢刀开粗/半精/精强力立铣刀夹头-1强力立铣刀夹头-2直柄ER加长小刀杆-1直柄ER加长小刀杆-1整体加长小刀头-2整体加长小刀头-3加工参数表纯属个人常用加工参数表,仅供参考,请根据自己的实际加工情况而定QQ:407598196总长度加工长度最大直径粗半精270250-26010001000170150-16010001000100901000100010250-2611000100075150-161100010001609010001000 160-250100-19012001200160-250100-19015001500160-250100-19015001500 250150-1701600160016010016001600 160-200100-140180018001601002200220016095240024001606010001000400300120012004003001300130030022017001700250160-175********25017019001900200105-1202000200016090-1102000200016085-1002100210016075-90220022001609024002400130702500250013065260026001306028002800100-160(总长)50-90(刃口)(一刀过)100转 速100-14050-70(一刀过)150100-15050-70(一刀过)20010035-50(一刀过)25010060-6520002000 10050-6022002200 10040-5524002400 503024002400 5025-3025002500 4020-2526002600 301528002800 301528002800 201035003500 10540004000 1054000400020014020002000 20012021002100 10060-6522002200 10050-6023002300 10040-5524002400 5025-3025002500 5020-2526002600 4020-2527002700 301528002800 201035003500 10540004000总长度最大直径刀头长度7078刀头长度7069总长度200加工长度11023总长度200加工长度11017总长度105加工长度10028总长度80加工长度7534速 (S)进 给 (F)铣面精粗半精铣面精200024002500250010002500200024002500250010002500200024002500250010002500200024002500250010002500200024002500250010002500200024002500250010002500240026002500250010002500220027002500250010002500220027002500250010002500240028002500250010002500240028002500250010002500250030002500250010002500300025002500100025003000250025001000250030002500250010002500200024002500250010002500200025002500250010002500200026002500250010002500200028002500250010002500200028002500250010002500200030002500250010002500200030002500250010002500200030002500250010002500200030002500250010002500200030002500250010002500200032002500250010002500200034002500250010002500200036002500250010002500 (一刀过)100(一刀过)100(一刀过)150(一刀过)150(一刀过)200(一刀过)200(一刀过)250(一刀过)250200030002500250070025002200300025002500700250024003000250025007002500240030002500250070025002500300025002500700250026003200200020007002000280034001800180060018002800340018001800600180035003600150015005001500400038001500150040015004000400015001500300150026002500250025002800250025002500320025002500250033002500250025003400250025002500350020002000200036001800180018003700150015001500380015001500150039001500150015004000150015001500下 刀 量 (mm)粗半精精等高/曲面等高/曲面等高/曲面0.5/1.50.5/10.4/0.50.5/1.50.5/10.4/0.50.5/1.50.5/10.4/0.50.5/1.50.5/10.4/0.50.5/1.50.5/10.4/0.50.5/1.50.5/10.4/0.50.5/1.50.5/10.4/0.50.4/1.50.5/10.35/0.50.4/1.50.5/10.35/0.50.4/1.50.5/10.35/0.50.4/1.50.5/10.35/0.50.3/1.50.5/10.3/0.5等高/曲面等高/曲面等高/曲面0.2/0.60.4/0.50.15/0.150.2/0.50.4/0.40.15/0.150.2/0.40.4/0.30.15/0.150.40.50.20.350.50.20.30.250.20.250.250.20.250.250.20.250.250.20.250.250.20.250.250.20.250.250.20.250.250.20.150.20.130.150.20.120.10.10.10.150.150.150.150.150.150.150.150.150.150.150.150.150.150.150.150.150.150.10.10.10.10.10.10.050.050.050.030.030.030.010.010.01等高/曲面等高/曲面等高/曲面0.2/0.60.2/0.60.15/0.150.2/0.60.2/0.60.15/0.150.2/0.60.2/0.60.15/0.150.2/0.60.2/0.60.15/0.150.15/0.50.15/0.50.13/0.150.15/0.450.15/0.450.12/0.150.15/0.40.15/0.40.10/0.140.15/0.350.15/0.350.08/0.120.1/0.30.1/0.40.05/0.10.05/0.20.05/0.30.03/0.080.03/0.10.03/0.20.01/0.05。