双金属温度计检定规程(精)
- 格式:doc
- 大小:32.50 KB
- 文档页数:4
双金属温度计校验规程1.0目的规范双金属温度计校准的操作,确保双金属温度计的校准结果真实、可靠。
2.0范围本规程适用于测量范围在-80~+500℃,由双金属元件和护套组成温度检测元件且具有圆形表盘的双金属温度计(以下简称温度计)的校准和使用中检验。
3.0职责工程设备部:负责按本规程执行双金属温度计的校准及校准记录的管理。
4.0定义双金属温度计:用膨胀系数不同的两种金属(或合金)片牢固结合在一起组成感温元件,一般绕制成螺旋形,其一端(自由端)装有指针。
当温度变化时,感温元件曲率发生变化,自由端旋转,带动指针在度盘上指示出温度数值。
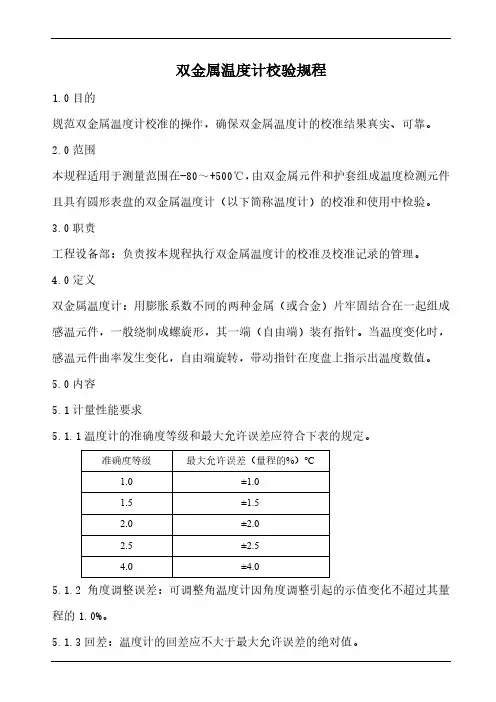
5.0内容5.1计量性能要求5.1.1温度计的准确度等级和最大允许误差应符合下表的规定。
准确度等级最大允许误差(量程的%)℃1.0 ±1.01.5 ±1.52.0 ±2.02.5 ±2.54.0 ±4.05.1.2角度调整误差:可调整角温度计因角度调整引起的示值变化不超过其量程的1.0%。
5.1.3回差:温度计的回差应不大于最大允许误差的绝对值。
5.2外观5.2.1温度计各部件装配要好,不得松动,保护套应牢固、均匀和光洁。
5.2.2温度计表头所用的玻璃或其他透明材料应保持透明,不得有妨碍读数的缺陷或损伤。
5.2.3温度计度盘上的刻线、数字和其他标志应清晰、正确。
5.2.4温度计指针应遮盖(伸入)最短分度线的1/4~3/4,指针指示端宽度不应超过最短分度线的宽度。
5.2.5温度计指针与度盘平面间的距离不应大于5mm,但不应触及度盘,对于可调角双金属温度计该项检查应在轴向(或径向)位置到径向(或轴向)位置的全过程中进行。
5.2.6温度计表盘上应标有制造厂名(或厂标)、型号、出厂编号、国家温度摄氏度的符号“℃”、准确度等级、制造年月及计量器具制造许可证和编号。
5.3校准条件5.3.1标准器5.3.1.1选用标准器如下:二等标准水银温度计(‐30~+300)℃;5.3.1.2配套设备如下:恒温槽。
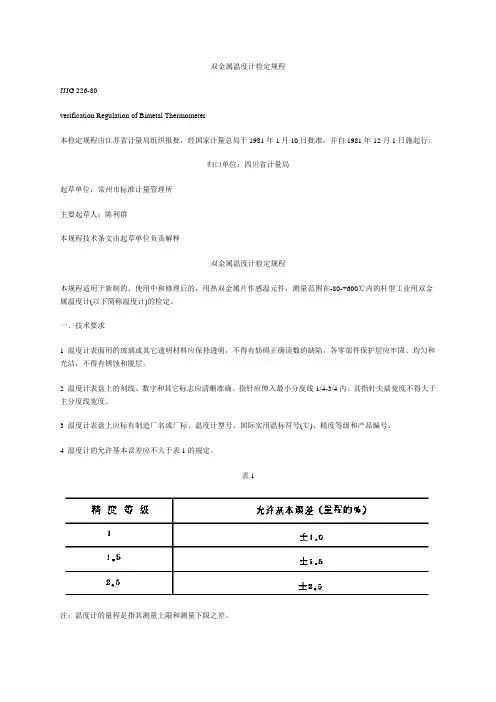
双金属温度计检定规程JJJG 226-80verification Regulation of Bimetal Thermometer本检定规程由江苏省计量局组织报批,经国家计量总局于1981年1月10日批准,并自1981年12月1日施起行。
归口单位:四川省计量局起草单位:常州市标准计量管理所主要起草人:陈利群本规程技术条文由起草单位负责解释双金属温度计检定规程本规程适用于新制的、使用中和修理后的,用热双金属片作感温元件,测量范围在-80-+600℃内的杆型工业用双金属温度计(以下简称温度计)的检定。
一、技术要求1 温度计表面用的玻璃或其它透明材料应保持透明,不得有妨碍正确读数的缺陷。
各零部件保护层应牢固、均匀和光洁,不得有锈蚀和脱层。
2 温度计表盘上的刻线、数字和其它标志应清晰准确。
指针应伸入最小分度线1/4-3/4内。
其指针尖端宽度不得大于主分度线宽度。
3 温度计表盘上应标有制造厂名或厂标、温度计型号、国际实用温标符号(℃)、精度等级和产品编号。
4 温度计的允许基本误差应不大于表1的规定。
表1注:温度计的量程是指其测量上限和测量下限之差。
5 温度计在检定过程中,指针应平稳移动,不应有显见跳动和停滞现象。
6 温度计的来回变差,应不大于允许基本误差的绝对值。
7 温度计的重复性应不大于允许基本误差绝对值的1/2。
8 温度计在测量上限温度持续24小时后,各点示值变化不得超过允许基本误差的绝对值。
同时,该温度计的基本误差仍不得超过允许基本误差。
二、标准器和检定设备9 标准器为二等标准水银温度计和二等标准铂电阻温度计。
注:在检定负温时,也可以选用二等标准铜-康铜热电偶。
10 检定设备,有酒精低温槽、水槽、冰点槽、油槽、盐槽或锡槽、放大镜(5-10倍)。
当使用二等标准铂电阻温度计和二等标准铜-康铜热电偶时,应配有0.02级低阻电位差计和相应的电测设备。
各种恒温槽温场应符合表2的要求:表2三、检定项目和检定方法11 温度计的检定项目见表3。

中华人民共和国国家计量检定规程 JJG 226 — 2001双金属温度计Bimetallic Thermometers2001—06—05发布2001—10—01实施国家质量监督检验检疫总局发布双金属温度计检定规程Array Verification Regulation ofBimetal Thermometer本规程经国家质量监督检验检疫总局于2001年06月05日批准,并自2001年10月01日起施行。
归口单位:全国温度工作器具计量技术委员会起草单位:天津市计量技术研究所本规程委托全国温度工作器具计量技术委员会负责解释本规程主要起草人:王美华(天津市计量技术研究所)蒋静(天津市计量技术研究所)目录1 范围²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²(1 )2 引用文献²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²(1 )3 术语²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²(1 )4 概述²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²(1 )5 计量性能要求²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²(1 )6 通用技术要求²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²(3 )7 计量器具控制²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²(4 )附录A 双金属温度计检定记录格式²²²²²²²²²²²²²²²²²²²²(11 )附录B 数据处理举例²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²(12 )附录C 误差分析实例²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²(13 )双金属温度计检定规程1范围本规程适用于测量范围在80∽+500℃,由双金属元件和护套组成温度检测元件且具有圆形表盘的双金属温度计(以下简称温度计)的首次检定、后续检定和使用中检验。
双金属温度计类型安全操作及保养规程引言双金属温度计是常用的温度检测仪器,适用于各种工业场合。
正确安全使用和保养是保证设备正常运行和延长设备寿命的重要措施。
本文将介绍双金属温度计的操作和保养规程,以确保仪器长期可靠工作。
安全操作规程预先准备在使用双金属温度计之前,需进行以下检查:•检查双金属温度计是否合格,筒形座是否坚固,玻璃杆是否完好;•如果使用过,需检查是否清洗干净,无残胶和损坏。
操作过程双金属温度计使用时,需按照以下规程进行:1.提起双金属温度计,对准待测的液体表面位置,将筒形座固定在容器上;2.用火柴或打火机将酒精灯点燃,将玻璃杆放入酒精灯火焰中,待温度计上端液柱开始上升时,将温度计下端缓慢加热,直到液柱密集和均匀;3.调整双金属温度计底座位置,使温度计垂直于液面,移动液位线位置,直到液柱和液面相接即可得到正确温度;细节注意在使用双金属温度计时,还需注意以下事项:1.当温度计下端不易加热时,不可用力过猛,以免损坏温度计;2.应先在自然光线和常温下观察液面线,等行程较长时才添加热源加热;3.当测定高温时,需缓慢升温。
保养规程日常保养定期进行日常保养,可以保持双金属温度计的正常使用寿命,具体如下:1.温度计应置于干燥通风处,不应遮挡光线,避免阳光直射,以免温度计破裂;2.温度计需要定期进行清洁,以保持精度;3.温度计底座上,温度指针偏转较大时,应调整底座位置,在液平面垂直于温度计的安装前处于绝对水平状态;4.温度计不使用时,应将其放置于干燥通风处,避免放在潮湿的地方;5.温度计不要和硫化物、酸、碱等有害环境接触,以免对温度计产生损害。
长期保养长期保养是指将温度计存放一段时间后,应注意以下保养:1.温度计底座上,应不断旋转液晶体,以保证底座不变形;2.温度计应放在温度比较稳定的室内;3.温度计需要定期检测精度,以免使用不当造成误差;4.温度计的使用寿命一般在1-2年,因此,在使用一段时间后,应考虑更换新的温度计。
双金属温度计校准规范试验报告2018年5月12日双金属温度计校准规范试验报告一、概述根据全国温度委员会下达的任务要求,对《双金属温度计校准规范》进行修订。
根据计量部门的意见反馈和试验数据,对规范的一些操作和参数进行了完善和调整。
二、试验内容和结论针对试验内容,试验过程中所有的标准器为标准水银温度计和精密铂电阻温度计,主要配套设备包括恒温水槽、恒温油槽,被测样品为双金属温度计。
1、示值误差试验为了更好的验证校准规范中选择标准器以及恒温设备技术指标的合理性,进行本试验。
1.1试验选择两支测量范围为(0~50)℃、准确度等级为1.0级的双金属温度计(编号为1804284和1804285)作为试验的被测对象。
采用标准水银温度计作为测量标准,在恒温槽内完成示值误差的校准。
测量数据如表1所示。
表1 双金属温度计示值误差试验数据1经分析,示值误差测量结果的扩展不确定度为0.14℃,被检仪表最大允差为±0.5℃,扩展不确定度小于被检最大允差的三分之一。
1.2试验选择两支测量范围为(0~200)℃,准确度等级为1.0级的双金属温度计(编号1804286和1804287)作为被测对象。
采用标准水银温度计作为测量标准,恒温槽作为恒温设备完成示值误差的校准。
测量数据如表2所示。
表2双金属温度计示值误差试验数据2经分析,示值误差测量结果的扩展不确定度为0.3℃,被检仪表最大允差为±2.0℃,扩展不确定度小于被检最大允差的三分之一。
1.3同上,对测量范围为(-80~40)℃、准确度等级为1.5级的双金属温度计在-80℃进行试验,采用二等标准铂电阻温度计和制冷恒温槽完成试验。
对测量范围为(0~500)℃、准确度等级为1.5级的双金属温度计,在400℃进行试验,采用二等标准铂电阻温度计和高温盐槽完成试验。
试验数据如表3所示。
表3双金属温度计示值误差试验数据3经分析,示值误差测量结果的扩展不确定度分别为0.3℃和1.2℃,被检仪表最大允差分别为±1.8℃和±7.5℃,扩展不确定度均小于被检最大允差的三分之一。
双金属温度计检定方法1、外观检定在双金属温度计检定过程中,外观检定方法是其中的重要检定方法,这也是双金属温度计在检定过程中必须检定的重要内容。
外观检查法属于最基本的检查方法,在开展双金属温度计外观检查工作时,需要利用观察法完成检定,一般从以下角度出发保证检定结果的可靠性:(1)需要对结构表面的洁净度进行检查,如果存在污垢需要及时处理,并且要加强结构光滑度检查作业,查看结构是否存在松动或者锈蚀情况。
(2)需要对刻线进行全面检查,保证刻线的清晰度,并且玻璃要处于透明状态,为后续读数提供良好基础。
(3)对指针和度盘之间的距离进行全面检查,指针和度盘之间不能直接接触,同时指针和度盘之间的距离要控制在5mm以内。
此外,要对温度计的表盘进行全面掌握,温度计表盘必须要能够显示测温度信息,同时刻度必须具有较高的清晰度。
这是外观检查作业中必须坚持的重点内容。
外观检查方法的有效应用是确保双金属温度计能够发挥作用的关键环节,也是基础环节。
2、误差检定误差检定方法也是双金属温度计在检定过程中使用的主要方法,在误差检定过程中主要从以下方面出发,保证检定作业顺利进行:(1)示值误差检定。
在开展双金属温度计示值误差检定过程中,主要利用定点测量法进行检查。
在实际操作中需要保证温度计处于浸没状态,长度需要满足检查的基本要求,如果浸没深度无法满足要求,需要利用措施进行处理,提高整个测量作业的规范性和准确性。
在第1次开展测量作业时,必须要设置4点以上的检定点,保证数据采集的可靠性。
在之后的检定测量中可以减少检定点数量。
所有的检定点必须均匀分布在测量范围内,做好每一个检定点测量作业后,需要对上下限数值进行准确计算,可以利用单向行程进行检定,保证检定工作的效率。
(2)角度误差调整。
在角度误差调整过程中,需要在室温环境下完成,并且要保证检定误差比最大允许误差的绝对值更小。
在实际检定过程中要加强相应的管理工作,可以将温度计按照相应的操作要求摆放在恰当的位置并利用仪器设备进行检测。
双金属温度计操作规程1 范围本规程适用于测量范围在-80~+500℃,由双金属元件和护套组成温度检测元件且具有圆形度盘的双金属温度计的首次检定、后续检定和作用中检验。
2 术语2.1 可调角双金属温度计可以调整指示装置与检测元件轴线之间角度0~90°的双金属温度计。
2.2 电接点双金属温度计一种带缓行开关式电气接触装置的双金属温度计。
3 概述双金属温度计用膨胀系数不同的两种金属(或合金)片牢固结合在一起组成感温元件,一般绕制成螺旋形,其一端固定,另一端(自由端)装有指针。
当温度变化时,感温元件曲率发生变化,自由端旋转,带动指针在度盘上指示出温度数值。
双金属温度计是一种适合测量中、低温的现场检测仪表,可用来直接测量气体、液体和蒸汽的温度。
其原理是利用两种不同金属在温度改变时膨胀程度不同的原理工作的。
工业用双金属温度计主要的元件是一个用两种或多种金属片叠压在一起组成的多层金属片。
为提高测温灵敏度,通常将金属片制成螺旋卷形状。
当多层金属片的温度改变时,各层金属膨胀或收缩量不等,使得螺旋卷卷起或松开。
由于螺旋卷的一端固定而另一端和可以自由转动的指针相连,因此,当双金属片感受到温度变化时,指针即可在一圆形分度标尺上指示出温度来。
这种仪表的测温范围通常是200~650℃,允许误差均为标尺刻度的1%左右。
双金属温度计和棒状的玻璃液体温度计的用途相似,但可在机械强度要求更高的条件下使用。
并且具有:防水、防腐蚀、耐震动、直观、易读数、无汞害、坚固耐用等特点。
可取代其它许多形式的测温仪表,广泛应用于石油、化工、机械、船舶、发电、纺织、印染等工业和科研部门。
实际应用中保护管材有1Gr18Ni9Ti不锈钢和钼二钛,承压、防腐能力强。
表盘结构形式有:轴向型、径向型、135度型、万向型等品种,适应于各种现场安装的需要。
4 计量性能要求4.1 准确度等级和最大允许误差温度计的准确度等级和最大允许误差(允许误差限)应符合表1的规定。
双金属温度计校验规程1.0目的规范双金属温度计校准的操作,确保双金属温度计的校准结果真实、可靠。
2.0范围本规程适用于测量范围在-80~+500℃,由双金属元件和护套组成温度检测元件且具有圆形表盘的双金属温度计(以下简称温度计)的校准和使用中检验。
3.0职责工程设备部:负责按本规程执行双金属温度计的校准及校准记录的管理。
4.0定义双金属温度计:用膨胀系数不同的两种金属(或合金)片牢固结合在一起组成感温元件,一般绕制成螺旋形,其一端(自由端)装有指针。
当温度变化时,感温元件曲率发生变化,自由端旋转,带动指针在度盘上指示出温度数值。
5.0内容5.1计量性能要求5.1.1温度计的准确度等级和最大允许误差应符合下表的规定。
5.1.2角度调整误差:可调整角温度计因角度调整引起的示值变化不超过其量程的1.0%。
5.1.3回差:温度计的回差应不大于最大允许误差的绝对值。
5.2外观5.2.1温度计各部件装配要好,不得松动,保护套应牢固、均匀和光洁。
5.2.2温度计表头所用的玻璃或其他透明材料应保持透明,不得有妨碍读数的缺陷或损伤。
5.2.3温度计度盘上的刻线、数字和其他标志应清晰、正确。
5.2.4温度计指针应遮盖(伸入)最短分度线的1/4~3/4,指针指示端宽度不应超过最短分度线的宽度。
5.2.5温度计指针与度盘平面间的距离不应大于5mm,但不应触及度盘,对于可调角双金属温度计该项检查应在轴向(或径向)位置到径向(或轴向)位置的全过程中进行。
5.2.6温度计表盘上应标有制造厂名(或厂标)、型号、出厂编号、国家温度摄氏度的符号“℃”、准确度等级、制造年月及计量器具制造许可证和编号。
5.3校准条件5.3.1标准器5.3.1.1选用标准器如下:二等标准水银温度计(‐30~+300)℃;5.3.1.2配套设备如下:恒温槽。
5.3.2环境条件5.3.2.1环境温度:15~35℃;5.3.2.2环境湿度:≤85%;5.3.2.3所用标准器和电测设备工作环境应符合其相应规定的条件。
双金属温度计校验步骤
宝子,今天来唠唠双金属温度计校验的事儿。
咱先得准备好校验的工具和设备呢。
这就好比厨师做菜得先把锅碗瓢盆啥的准备好一样。
需要有标准温度计,这个标准温度计就像是一把精准的尺子,用来衡量咱要校验的双金属温度计准不准。
还有恒温槽,这恒温槽能提供稳定的温度环境,就像一个超级稳定的小气候箱。
接着呢,把恒温槽的温度设置好。
比如说,咱先设个50℃。
这时候,就把双金属温度计和标准温度计都放到恒温槽里面去。
这就像是把两个小伙伴一起放到一个温度小屋里,看看它们的反应。
等一会儿,让它们在恒温槽里待着,等温度稳定下来。
这个时候呀,就可以开始读数啦。
先读标准温度计的数值,这个数值可是相当靠谱的。
再读双金属温度计的数值。
要是双金属温度计的数值和标准温度计的数值相差在允许的范围之内呢,那就还不错。
如果相差太大,那可就有点小问题喽。
然后呢,再改变恒温槽的温度。
比如设成80℃,再重复上面的步骤。
把两个温度计放进去,等温度稳定,再读数比较。
校验完了之后呢,咱要把数据都记录下来。
这记录可不能马虎,就像写日记一样,要把每个温度点下的标准温度计读数和双金属温度计读数都写得清清楚楚的。
要是发现双金属温度计不准呢,也别太担心。
有些双金属温度计是可以调整的。
就像给它调个小旋钮,让它变得更准。
如果是那种不能调整的,那可能就得考虑换一个新的啦。
宝子,双金属温度计的校验就是这么个事儿,不难吧?只要按照这些步骤来,就能知道温度计准不准啦。
双金属温度计操作规程1 范围本规程适用于测量范围在-80~+500℃,由双金属元件和护套组成温度检测元件且具有圆形度盘的双金属温度计的首次检定、后续检定和作用中检验。
2 术语2.1 可调角双金属温度计可以调整指示装置与检测元件轴线之间角度0~90°的双金属温度计。
2.2 电接点双金属温度计一种带缓行开关式电气接触装置的双金属温度计。
3 概述双金属温度计用膨胀系数不同的两种金属(或合金)片牢固结合在一起组成感温元件,一般绕制成螺旋形,其一端固定,另一端(自由端)装有指针。
当温度变化时,感温元件曲率发生变化,自由端旋转,带动指针在度盘上指示出温度数值。
双金属温度计是一种适合测量中、低温的现场检测仪表,可用来直接测量气体、液体和蒸汽的温度。
其原理是利用两种不同金属在温度改变时膨胀程度不同的原理工作的。
工业用双金属温度计主要的元件是一个用两种或多种金属片叠压在一起组成的多层金属片。
为提高测温灵敏度,通常将金属片制成螺旋卷形状。
当多层金属片的温度改变时,各层金属膨胀或收缩量不等,使得螺旋卷卷起或松开。
由于螺旋卷的一端固定而另一端和可以自由转动的指针相连,因此,当双金属片感受到温度变化时,指针即可在一圆形分度标尺上指示出温度来。
这种仪表的测温范围通常是200~650℃,允许误差均为标尺刻度的1%左右。
双金属温度计和棒状的玻璃液体温度计的用途相似,但可在机械强度要求更高的条件下使用。
并且具有:防水、防腐蚀、耐震动、直观、易读数、无汞害、坚固耐用等特点。
可取代其它许多形式的测温仪表,广泛应用于石油、化工、机械、船舶、发电、纺织、印染等工业和科研部门。
实际应用中保护管材有1Gr18Ni9Ti不锈钢和钼二钛,承压、防腐能力强。
表盘结构形式有:轴向型、径向型、135度型、万向型等品种,适应于各种现场安装的需要。
4 计量性能要求4.1 准确度等级和最大允许误差温度计的准确度等级和最大允许误差(允许误差限)应符合表1的规定。

双金属温度计检定规程1、双金属温度计的检定适用范围双金属温度计的检定适用于测量范围在-80~+500℃,由双金属元件和护套组成温度检测元件且具有圆形度盘的双金属温度计(以下简称温度计)的首次检定、后续检定和使用中检验。
2、双金属温度计的检定条件温度:15~35℃,相对湿度:≤85%。
3、双金属温度计的检定标准(1)检定规程参照中国计量出版社出版的《中华人民共和国国家计量检定规程JJG226-2001》。
温度计的准确度等级和最大允许误差(允许误差限)应符合表1的规定。
(2)可调角温度计因角度调整引起的示值变化应不超过其量程的1.0%。
(3)温度计的回差不大于最大允许误差的绝对值。
4、双金属温度计的检定步骤用目力观察温度计应符合检定规程6.1的规定,后续检定和使用中检验的温度计允许有不影响使用和正确读数的缺陷。
4.1示值误差4.2温度计的浸没长度应符合产品使用说明书的要求或按全浸检定。
4.3首次检定的温度计,检定点应均匀分布在整个测量范围上(必须包括测量上、下限),不得少于四点。
有0℃点的温度计应包括0℃点。
4.4后续检定和使用中检验的温度计,检定点应均匀分布在整个测量范围上(必须包括测量上、下限),不得少于三点。
有0℃点的温度计应包括0℃点。
4.5温度计的检定应在正、反两个行程上分别向上限或下限方向逐点进行,测量上、下限值时只进行单行程检定。
4.6在读取被检温度计示值时,视线应垂直于度盘,读数时应估计到分度值的1/10。
4.7可调角温度计的示值检定应在其轴向位置进行。
4.8 0℃点的检定将温度计的检测元件插入盛有冰、水混合物的冰点槽中,待示值稳定后即可读数。
4.9相关各点的检定将被检温度计的检测元件与标准温度计插入恒温槽中,待示值稳定后进行读数。
在读数时,槽温偏离检定点温度不得超过±2.0℃(以标准温度计为准),分别记下标准温度计和被检温度计正、反行程的示值。
温度计的示值误差应符合本规程检定标准的第一条的规定。
双金属温度计维护与检修规程6. 1主要内容与适用范围本规程规定了双金属温度计的维护、检修、投运及其安全注意事项的具体技术要求和实施程序。
本规程适用于化工装置中在线使用的精度为15级的双金属温度计,其他精度等级的双金属温度计亦应参照使用。
6.2基本工作原理双金属温度计(如图6.1)的工作原理是利用二种不同温度膨胀系数的金属,一端焊接在固定点,另一端当温度变化时扭曲变形,将其转换成指针偏转角度,指示温度。
图6.1双金属温度计6.3构成及功能工业用双金属温度计主要的元件是一个用两种或多种金属片叠压在一起组成的多层金属片,能自动连续记录气温变化的仪器,为提高测温灵敏度,通常将金属片制成螺旋卷形状。
当多层金属片的温度改变时,各层金属膨胀或收缩量不等,使得螺旋卷卷起或松开。
由于螺旋卷的一端固定而另一端和一可以自由转动的指针相连,两种金属在温度变化时体积变化量不一样,因此会发生弯曲。
将其一端固定,另一端随温度变化而发生位移,位移量与气温接近线性关系。
自记系统由自记钟,自记笔组成,自记笔与放大杠杆相连并受感应元件操纵。
因此,当双金属片感受到温度变化时,指针即可在一圆形分度标尺上指示出温度来。
这种仪表的测温范围是200~650o C, 允许误差均为标尺两程的1%左右。
这种温度计和棒状的玻璃液体温度计的用途相似,但可使用在机械强度耍求更高的条件下。
6.4主要技术性能及规格执行标准:JB/T8803-1998GB3836-83o标度盘公称直径:60、100、150o精度等级:1.0、1.5o热响应时间:≤40S o防护等级:IP55o角度调整误差:角度调整误差应不超过其量程的1.0%。
回差:双金属温度计回差应不大于基本误差限的绝对值。
重复性:双金属温度计重复性极限范围应不大于基本误差限绝对值的1/2主要技术参数。
6.5对维修人员的要求1)熟悉本规程及相应的产品说明书等有关技术资料。
2 )了解工艺流程及双金属温度计在其中的作用。
双金属温度计的检定方法1、检定原理双金属温度计是用膨胀系数不同的两种金属(或合金)片牢固结合在一起组成感温元件,一般绕制成螺旋形,其一端固定,另一端(自由端)装有指针。
当温度变化时,感温元件曲率发生变化,自由端旋转,带动指针在表盘上指示出温度数值。
对双金属温度计的检定,是将双金属温度计与二等铂电阻温度计插入同一恒温场内,用多功能校验仪读取二等铂电阻的标准温度值,在读取双金属温度计的示值,按照检定规程规定的检定方法进行检定,按计量性能要求进行判断。
1、检定项目及参数要求本次检定为周期检定,检定的项目及参数要求见下表:3、检定方法(1)外观检查用目力观察温度计应符合检定规程的规定,后续检定允许有不影响使用和正确读数的缺陷。
(2)绝缘电阻用绝缘电阻表分别测量各输出端子之间、输出端子与接地端子之间的绝缘电阻。
(3)示值误差温度计的浸没长度应符合产品说明书的要求或按全浸检定/校准。
温度计首次检定/校准不得少于4个检定/校准点,后续检定/校准或使用中检验不得少于3个检定/校准点。
检定/校准点应均匀分布于整个测量范围上。
温度计的检定/校准应在正、反两个行程上分别向上限或下限方向逐点进行。
读取温度计示值时,将视线垂直于表盘分度线估读到最小分度值的1/10.检定/校准采用比较法进行。
将被检温度计的检测元件插入恒温槽中与标准温度计示值进行比较。
示值误差为被检点温度计示值减去标准温度计修正后的示值。
(4)角度调整误差角度调整误差检定/校准在室温下进行。
可调角温度计从轴向位置调整到径向位置的过程中所产生的温度计示值的最大变化量为角度调整误差。
(5)回差回差检定/校准与温度计的示值检定/校准同时进行。
在同一检定/校准点上正反行程误差之差的绝对值即为温度计回差。
(6)设定点误差将被检电接点温度计检测元件与标准温度计插在恒温槽内,并将被检电接点温度计的端子接到信号电路中。
然后缓慢均匀改变恒温槽温度,使接点产生闭合和断开的切换动作。
1 目的规范双金属温度计校准的操作,确保双金属温度计的校准结果真实、可靠。
2 范围本规程适用于测量范围在-80~+500℃,由双金属元件和护套组成温度检测元件且具有圆形表盘的双金属温度计(以下简称温度计)的校准和使用中检验。
3 职责工程设备部:负责按本规程执行双金属温度计的校准及校准记录的管理。
4 定义双金属温度计:用膨胀系数不同的两种金属(或合金)片牢固结合在一起组成感温元件,一般绕制成螺旋形,其一端(自由端)装有指针。
当温度变化时,感温元件曲率发生变化,自由端旋转,带动指针在度盘上指示出温度数值。
5 内容5.1 计量性能要求5.1.15.1.2 角度调整误差:可调整角温度计因角度调整引起的示值变化不超过其量程的1.0%。
5.1.3 回差:温度计的回差应不大于最大允许误差的绝对值。
5.2 外观5.2.1 温度计各部件装配要好,不得松动,保护套应牢固、均匀和光洁。
5.2.2 温度计表头所用的玻璃或其他透明材料应保持透明,不得有妨碍读数的缺陷或损伤。
5.2.3 温度计度盘上的刻线、数字和其他标志应清晰、正确。
5.2.4 温度计指针应遮盖(伸入)最短分度线的1/4~3/4,指针指示端宽度不应超过最短分度线的宽度。
5.2.5 温度计指针与度盘平面间的距离不应大于5mm,但不应触及度盘,对于可调角双金属温度计该项检查应在轴向(或径向)位置到径向(或轴向)位置的全过程中进行。
5.2.6 温度计表盘上应标有制造厂名(或厂标)、型号、出厂编号、国家温度摄氏度的符号“℃”、准确度等级、制造年月及计量器具制造许可证和编号。
5.3 校准条件5.3.1 标准器5.3.1.1 选用标准器如下:二等标准水银温度计(‐30~+300)℃;5.3.1.2 配套设备如下:恒温槽。
5.3.2 环境条件5.3.2.1 环境温度:15~35℃;5.3.2.2 环境湿度:≤85%;5.3.2.3 所用标准器和电测设备工作环境应符合其相应规定的条件。
双金属温度计检定规程
JJJG 226-80
verification Regulation of Bimetal Thermometer
本检定规程由江苏省计量局组织报批,经国家计量总局于1981年1月10日批准,并自1981年12月1日施起行。
归口单位:四川省计量局
起草单位:常州市标准计量管理所
主要起草人:陈利群
本规程技术条文由起草单位负责解释
双金属温度计检定规程
本规程适用于新制的、使用中和修理后的,用热双金属片作感温元件,测量范围在-80-+600℃内的杆型工业用双金属温度计(以下简称温度计)的检定。
一、技术要求
1 温度计表面用的玻璃或其它透明材料应保持透明,不得有妨碍正确读数的缺陷。
各零部件保护层应牢固、均匀和光洁,不得有锈蚀和脱层。
2 温度计表盘上的刻线、数字和其它标志应清晰准确。
指针应伸入最小分度线1/4-3/4内。
其指针尖端宽度不得大于主分度线宽度。
3 温度计表盘上应标有制造厂名或厂标、温度计型号、国际实用温标符号(℃)、精度等级和产品编号。
4 温度计的允许基本误差应不大于表1的规定。
表1
注:温度计的量程是指其测量上限和测量下限之差。
5 温度计在检定过程中,指针应平稳移动,不应有显见跳动和停滞现象。
6 温度计的来回变差,应不大于允许基本误差的绝对值。
7 温度计的重复性应不大于允许基本误差绝对值的1/2。
8 温度计在测量上限温度持续24小时后,各点示值变化不得超过允许基本误差的绝对值。
同时,该温度计的基本误差仍不得超过允许基本误差。
二、标准器和检定设备
9 标准器为二等标准水银温度计和二等标准铂电阻温度计。
注:在检定负温时,也可以选用二等标准铜-康铜热电偶。
10 检定设备,有酒精低温槽、水槽、冰点槽、油槽、盐槽或锡槽、放大镜(5-10倍)。
当使用二等标准铂电阻温度计和二等标准铜-康铜热电偶时,应配有0.02级低阻电位差计和相应的电测设备。
各种恒温槽温场应符合表2的要求:
表2
三、检定项目和检定方法
11 温度计的检定项目见表3。
12 外观检查
用目力观察温度计应符合本规程1-3条的规定。
使用中和修理后的温度计,允许有不影响使用和准确读数的缺陷。
13 示值检定
13.1 检定点:温度计的检定点,应均匀分布在主分度线上(必须包括测量上下限),不得少于四点。
有零点的温度计,应包括零点。
表3
注:(1)表中“+”表示应检定,“-”表示可不检定。
(2)新制造的温度计对5、6两项进行抽检。
13.2 检定顺序:分别向上限或下限方向逐点进行,有零点的必须先检定零点。
温度计的基本误差应在正反两个行程上进行。
注:温度计测量上下限,只进行单行程检定。
13.3 浸没长度:温度计的感温元件必须全部浸没,保护管浸没长度最少不得小于75毫米。
13.4 读数方法:在读被检温度计示值时,视线应垂直于表盘。
读数时应估计到最小分度值的1/10。
用放大镜读数时,视线应通过放大镜中心。
13.5 零点检定:将干净的自来水冰或天然冰粉碎成雪花状,放入冰点槽中,加入适量的水,以使冰表面发乌为好,然后用干净的玻璃棒或小木棍将冰压紧,避免其中含有气泡,再用二等标准水银温度计检查冰点槽的温度,然后把被检温度计插入冰点槽中,待示值稳定后进行读数。
温度计保护管离槽壁和底部均不得小于20毫米。
13.6 其他各点的检定:将温度计插入恒温槽中约10分钟,待槽温稳定后进行读数。
在读数时,槽温不得偏离检定点±0.5℃(以标准温度计为准)。
记下标准温度计和被检温度计正(或反)行程的示值。
在读数过程中,槽温变化不得大于0.1℃。
注:恒温槽不应有明显的振动。
标准温度计示值+该温度计的修正值=恒温槽实际温度。
被检温度计示值-恒温槽实际温度=被检温度计的基本误差。
基本误差应符合本规程第4条要求。
14 指针移动平稳性
指针移动平稳性检查在示值检定过程中同时进行,温度上升或下降时指针移动应符合本规程第5条的规定。
15 来回变差
来回变差的检定在示值检定中同时进行,受检点正、反行程基本误差之差值即为来回变差,应符合本规程第6条的规定。
16 重复性
温度计在正行程或反行程示值检定中,在同一检定点上重复进行三次示值检定,计算出各点同一行程基本误差的最大差值即为温度计的重复性,应符合本规程第7条的规定。
17 示值稳定性
先将温度计作示值检定,计算出各点的基本误差。
然后插入恒温槽中,在上限温度(波动不大于±5℃)持续24小时,取出冷却到室温,再作第二次示值检定,计算出各点的基本误差。
用前后两次基本误差进行比,其各检定点示值变化和基本误差均应符合本规程第8条的规定。
四、检结果的处理
18 经检定符合本规程要求的温度计应发给合格证或加盖封印,根据需要也可以发给具有修正值的检定证书;不符合本规程要求的,应进行修理或发给检定结果通知书。
19.温度计检定周期,应根据具体使用情况确定,一般不超过一年。