手工焊接工艺说课PPT
- 格式:ppt
- 大小:1.70 MB
- 文档页数:22
手工焊接工艺规范
1、 目的
规范在制品加工中手工焊接操作,保证产品质量。
2、 适用范围
生产车间需进行手工焊接的工序及补焊等操作。
3、 手工焊接使用的工具及要求
3.1 焊锡丝的选择:
直径为0.8mm或1.0mm的焊锡丝,用于电子或电类焊接;
直径为0.6mm或0.7mm的焊锡丝,用于超小型电子元件焊接。
3.2 烙铁的选用及要求:
3.2.1 电烙铁的功率选用原则:
1) 焊接集成电路、晶体管及其它受热易损件的元器件时,考虑选用20W内热式电烙铁。
2) 焊接较粗导线及同轴电缆时,考虑选用50W内热式电烙铁。
3) 焊接较大元器件时,如金属底盘接地焊片,应选 100W 以上的电烙铁。
3.2.2 电烙铁铁温度及焊接时间控制要求:
1) 有铅恒温烙铁温度一般控制在280~360℃之间,缺省设置为330±10℃,焊接时间小于3秒。焊接时烙铁头同时接触在焊盘和元件引脚上,加热后送锡丝焊接。部分元件的特殊焊接要求:
SMD器件:焊接时烙铁头温度为:320±10℃;焊接时间:每个焊点1~3秒。
拆除元件时烙铁头温度:310~350℃(注:根据CHIP件尺寸不同请使用不同的烙铁嘴。)
DIP器件:焊接时烙铁头温度为:330±5℃;焊接时间:2~3秒
注:当焊接大功率(TO-220、TO-247、TO-264等封装)或焊点与大铜箔相连,上述温度无法焊接时,烙铁温度可升高至360℃,当焊接敏感怕热零件(LED、CCD、传感器等)温度控制在260~300℃。
2) 无铅制程
无铅恒温烙铁温度一般控制在340~380℃之间,缺省设置为360±10℃,焊接时间小于3秒,要求烙铁的回温每秒钟就可将所失的温度拉回至设定温度。
3.2.3 电烙铁使用注意事项:
1) 电烙铁不宜长时间通电而不使用,这样容易使烙铁芯加速氧化而烧断,缩短其寿命,同时也会使烙铁头因长时间加热而氧化,甚至被 “ 烧死 ” 不再 “ 吃锡 ” 。

《手工焊接技术》教学设计
重庆市巴南区鱼洞第二小学校 周 军
【活动背景】:重庆市教委发出了减负提质“1+5”行动计划,提出以后将开设实践大课堂,让孩子们学会基本的自理能力,还将在学生科学素质、阅读、书法、演讲和英语五大方面,提升孩子们的能力。实践大课堂的内容主要锻炼孩子们的动手能力,围绕手工制作、劳动技能、角色体验、探究创新四个方面展开,让学生在“玩”中获得乐趣。
【活动目标】:
1、了解电烙铁的使用技术。
2、掌握基本的焊接方法、焊接技术。
3、会控制焊点的形状、会分析判断焊点的质量。
4、培养学生实事求是的科学态度、一丝不苟的严谨作风和勇于探索的精神。
【活动重难点】:
1、焊接方法、焊接技术。
2、焊接温度和时间的掌握。
【活动准备】:
电烙铁及烙铁架、焊接材料、斜口钳、电子板、电子元件。
【活动过程】:
一、实物演示,引入活动内容
教师出示已焊接好的电路板,演示电路样板的功能。
板书课题:电子焊接技术
(设计意图:让学生真正重视本课题内容的学习。)
二、手工焊接技术
(一)交流安全用电的注意事项。
师:安全用电应注意些什么?
(设计意图:教师通过设问,学生回答,采用互动教学法教学,积极带动学生思考。)
(二)手工焊接工具介绍。
1、手工焊接常用工具。(主要介绍工具的用途)
电烙铁、斜口钳、焊锡丝、烙铁架、焊锡膏等。 (三)有了焊接工具和焊接材料,怎样才能完成很好的焊接呢?焊接的质量与哪些因素有关?
学生讨论。
(设计意图:利用学生的好奇心理,激发学生的学习兴趣.)
(四) 手工焊接的方法、步骤(教师演示,讲授)
1、电烙铁的握法:重点讲笔握法
2、焊接步骤:
准备→放上电烙铁→融化焊锡丝→拿开焊锡丝→拿开电烙铁
3、学生试进行焊接练习。
4、焊接质量分析。
教师让学生讨论什么样的焊接才是符合要求的,才是好的焊接?
教师讲解:(焊点要圆滑、光亮、牢固、大小一致、扁圆形,元件的引线外露0.5~1mm。)
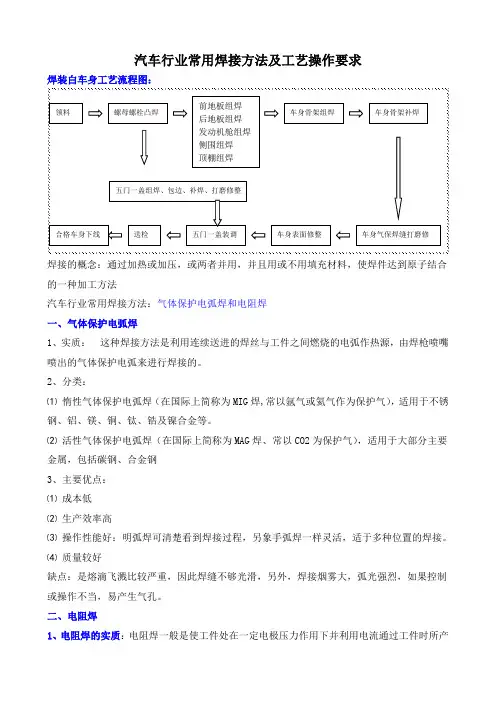
汽车行业常用焊接方法及工艺操作要求
焊装白车身工艺流程图:
焊接的概念:通过加热或加压,或两者并用,并且用或不用填充材料,使焊件达到原子结合的一种加工方法
汽车行业常用焊接方法:气体保护电弧焊和电阻焊
一、气体保护电弧焊
1、实质: 这种焊接方法是利用连续送进的焊丝与工件之间燃烧的电弧作热源,由焊枪喷嘴喷出的气体保护电弧来进行焊接的。
2、分类:
⑴ 惰性气体保护电弧焊(在国际上简称为MIG焊,常以氩气或氦气作为保护气),适用于不锈钢、铝、镁、铜、钛、锆及镍合金等。
⑵ 活性气体保护电弧焊(在国际上简称为MAG焊、常以CO2为保护气),适用于大部分主要金属,包括碳钢、合金钢
3、主要优点:
⑴ 成本低
⑵ 生产效率高
⑶ 操作性能好:明弧焊可清楚看到焊接过程,另象手弧焊一样灵活,适于多种位置的焊接。
⑷ 质量较好
缺点:是熔滴飞溅比较严重,因此焊缝不够光滑,另外,焊接烟雾大,弧光强烈,如果控制或操作不当,易产生气孔。
二、电阻焊
1、电阻焊的实质:电阻焊一般是使工件处在一定电极压力作用下并利用电流通过工件时所产领料 螺母螺栓凸焊 车身骨架组焊 车身骨架补焊
车身气保焊缝打磨修 五门一盖装调 车身表面修整 送检 合格车身下线 五门一盖组焊、包边、补焊、打磨修整 前地板组焊
后地板组焊
发动机舱组焊
侧围组焊
顶棚组焊 生的电阻热将两工件之间的接触表面熔化而实现连接的焊接方法。
以点焊为例说明焊点的生成过程:
⑴ 预压阶段:作用是在电极压力作用下清除部分接触表面的不平和氧化膜,形成物理接触点,为以后焊接电流的顺利通过及表面原子的键合作好准备。
⑵ 通电加热阶段:作用是在热和机械(力)作用下形成熔核,并随着通电加热的进行而长大,直到获得需要的熔核尺寸。
课次:1-2
课题:电弧焊运条方法
教学目标:掌握基本焊接运条方法并熟悉各种运条方法区别
教学步骤
一.学习目标及技能要求
掌握不同工况使用相对应运条方法
二.教学重点
运条方法的不同而致使的不同结果,学会分析处理
三.课前准备
J422焊条 BX1-315手工焊机 Q235碳钢 面罩
敲渣锤等
四.教学方法
(1)理论辅导 (2)示范操作 (3)巡回指导
五.教学过程
1) 引弧:
手工电弧焊的焊接过程是从引弧开始的,引弧方法有擦划法引弧和直击法引弧。
1.擦划法引弧是先将焊条前端对准焊件,然后将手腕扭转,使焊条在焊件表面轻微划一下,焊条提起2-4mm,即在空气中产生电弧,后将电弧长度保持在焊条直径允许的范围。
2.直击法引弧是将手腕下弯,焊条轻微碰一下焊件。
2)运条
各种不同运条方法
1. 各种运条方法及特点与应用
各种运条方法的相同点:采用手腕运条,稳定、均匀速度,频率节奏鲜明。动静结合。柔性。
①直线运条方法—特点:不横向摆动,熔宽小,电弧稳定熔深好。 应用:各种角焊缝、开坡口对接焊缝的打底层。
②直线往复运条方法—特点:在直线上做往复运动,采用手腕前进10mm,后退3mm停顿,再前带10mm,回复3mm---.节奏鲜明,快慢分明,带要快,回要慢。焊速快,焊缝窄,适合在对接接头开坡口的打底层施焊。特别是间隙较大时更显示其优点。也可以应用在角焊缝、多层多道焊的角焊缝最后一道,横对接盖面层的最后一道。因为其花纹与其他道花纹一致,因此应用较广。
③锯齿形与月牙形运条方法:特点:都采用横向摆动,获得一定熔宽。采用中慢边停前带的运条方法。边缘停留时间是防止坡口边缘产生未融合与咬边现象,中快是保证余高符合要求。不同之处是锯齿形中间停留时间比月牙形停留时间短,所以余高小。应用范围不同:锯齿形一般应用在填充层,而月牙形一般应用在盖面层。其摆动频率、间距节奏都很相似。