焊接说课模板PPT学习教案
- 格式:pptx
- 大小:563.66 KB
- 文档页数:22
汽车行业常用焊接方法及工艺操作要求
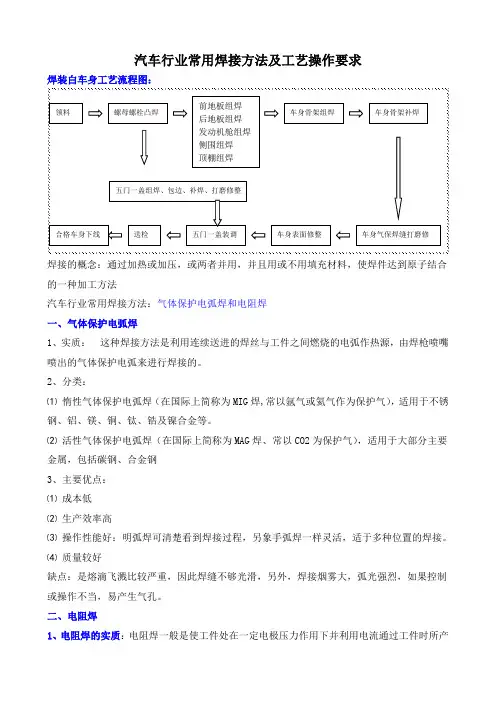
焊装白车身工艺流程图:
焊接的概念:通过加热或加压,或两者并用,并且用或不用填充材料,使焊件达到原子结合的一种加工方法
汽车行业常用焊接方法:气体保护电弧焊和电阻焊
一、气体保护电弧焊
1、实质: 这种焊接方法是利用连续送进的焊丝与工件之间燃烧的电弧作热源,由焊枪喷嘴喷出的气体保护电弧来进行焊接的。
2、分类:
⑴ 惰性气体保护电弧焊(在国际上简称为MIG焊,常以氩气或氦气作为保护气),适用于不锈钢、铝、镁、铜、钛、锆及镍合金等。
⑵ 活性气体保护电弧焊(在国际上简称为MAG焊、常以CO2为保护气),适用于大部分主要金属,包括碳钢、合金钢
3、主要优点:
⑴ 成本低
⑵ 生产效率高
⑶ 操作性能好:明弧焊可清楚看到焊接过程,另象手弧焊一样灵活,适于多种位置的焊接。
⑷ 质量较好
缺点:是熔滴飞溅比较严重,因此焊缝不够光滑,另外,焊接烟雾大,弧光强烈,如果控制或操作不当,易产生气孔。
二、电阻焊
1、电阻焊的实质:电阻焊一般是使工件处在一定电极压力作用下并利用电流通过工件时所产领料 螺母螺栓凸焊 车身骨架组焊 车身骨架补焊
车身气保焊缝打磨修 五门一盖装调 车身表面修整 送检 合格车身下线 五门一盖组焊、包边、补焊、打磨修整 前地板组焊
后地板组焊
发动机舱组焊
侧围组焊
顶棚组焊 生的电阻热将两工件之间的接触表面熔化而实现连接的焊接方法。
以点焊为例说明焊点的生成过程:
⑴ 预压阶段:作用是在电极压力作用下清除部分接触表面的不平和氧化膜,形成物理接触点,为以后焊接电流的顺利通过及表面原子的键合作好准备。
⑵ 通电加热阶段:作用是在热和机械(力)作用下形成熔核,并随着通电加热的进行而长大,直到获得需要的熔核尺寸。
第一章:焊接的基本知识
教案(一)2课时
课题:焊工工艺概述
教学目标:
1、了解焊接在金属结构和机械制造中,与其它连接方法,相比有什么特点?
2、了解焊接的实质。
3、知道焊接的分类及什么是熔焊、压焊、针焊。
教学过程:
一、引入新课
在金属结构和机械制造中,总需要将两个或两个以上的零件,按一定形状和位置连接起来,并保证有足够的连接强度。连接的方法主要有两大类:一类是可拆卸的,如螺栓连接、键连接;另一类是永久性的,如:铆接、焊接。
随着近代科学的发展,焊接已成为一门独立的科学,广泛应用于国民经济的各个领域,据统计,我国年产量焊接用钢量占钢材总产量的25~28%,世界工业发达的国家焊接耗钢量已占钢材总产量的45%左右,由此可见焊接技术应用的前景是很广阔的。
二、焊接的优点
焊接与铆接、铸造、锻造相比具有下列优点:
(1)节省金属材料,减轻结构重量,经济效益好。
(2)制造设备简单,简化加工与装配工序,生产周期短,生产效率高。
(3)结构强度高,接头密封性好
(4)结构设计灵活性大,按结构的受力情况可以优化配置材料;按工作情况需要,可在不同部位选用不同强度、不同耐磨、耐腐蚀及高温等性能的材料。
(5)焊接件外形平整,加工余量少;
(6)焊接工艺过程容易实现机械化和自动化
(教师对以上各点可分别举例加以说明)
三、焊接加工方法的特点
(1)用焊接加工的结构易产生较大的焊接残余变形和焊接残余应力,从而影响结构的承载能力,加工精度和尺寸稳定性,同时在焊缝与焊件交界处还会产生应力集中,对结构的脆性断裂有较大的影响。
(2)焊接接头中存在着一定数量的缺陷,如裂纹、气孔、夹渣、未焊透、未熔合等。这些缺陷的存在会降低强度引起应力集中损坏焊缝的致密性,这是造成焊接结构破坏的主要原因之一。
(3)焊接接头具有较大的性能不均匀性。由于焊缝的成份及金相组织与母材不同,接头各部位经历的热循环不同,使接头不同区域的性能不同。
焊接实训教案1—5 焊接实训教案
指导教练:张立新
教师姓名 实训项目名称 焊接安全和防护
时 间 90分钟 地 点 实训班级教室
教 案 内 容
课题一:焊接安全和防护
一、课前准备:
1、检查学生出勤情况并记录。
2、检查学生劳保用品穿戴情况。
3、强调实习中要注意的安全问题。
二、教学目的及要求:
(一)知识掌握点
1、熟悉焊接防火、防爆、防触电等有关的基础知识;
2、了解焊接的分类
3、掌握个人安全防护知识,做到安全训练;
(二)能力训练点
1、通过对知识讲解,培养学生初步了解焊接在实际生产中的作用,为实训操作打好基础;
(三)素质培养点
1、通过讲解使学生建立起焊接操作的安全意识;
2、对学生进行思想作风教育,使其在实训劳动中遵守纪律,爱护国家财产;
三、教学重点:
1、焊接的防火、防爆、防触电等有关的基础知识;
2、焊接的分类;
四、教学难点:
实际生产环境安全操作的措施;
五、分析学生:
无相关理论课基础,第一次接触焊接,加强安全操作和防护教育,避免安全事故发生;
六、教学设计思路:
教学方法:PPT演示讲解;教学步骤:讲课与演示交叉进行,讲课与练习交叉进行,最后归纳总结;
七、课题引入:
1、常见机械设备,日用品和焊接的关系;理解焊接与人们的日常生活息息相关;
2、常见机械设备的连接方式:铆接、螺栓连接、粘接、焊接等;理解可拆卸与不可拆卸;
3、焊接的定义:焊接就是通过加热或不加热,加压或不加压,用或不用填充材料,把分散的零部件或材料连接在一起(达到两工件产生原子间结合)的加工方法。
4、焊接的分类:
1)熔焊:a.手工电弧焊 b.二保焊 c.氩弧焊 d.埋弧焊 e.气焊 f.电子束焊 g.等离子焊等;
2)压焊:a.对焊 b.缝焊 c.摩擦焊 d.电阻焊 e.超声波焊等;
3)钎焊:a.火焰钎焊 b.盐浴钎焊 c.感应钎焊 d.炉中钎焊 e.电子束钎焊等; 5、焊接的特殊性:
( 焊接 )专业工艺、实习一体化教学课题授课计划
(2012——2013学年度下学期第 周) 第 1 页
审批意见 (签字) 年 月 日
授课班级 本课题需课时 实 施 日 期
12焊接班 4 6月 28日 至 6月 28日
月 日 至 月 日
课题名称: 平对接焊
目的要求:通过学习使学生掌握焊接工艺参数、电源极性、电弧偏吹、平对接焊定位焊、I形V形坡口的焊接方法。
重点难点:焊接工艺参数的选择,克服电弧偏吹的方法,板对接平位单面焊双面成形的操作要领。
设备、工具、教具等: 手工电弧焊机,Ø、Ø焊条、钢板、防护用品、辅助用品等。
相关工艺知识:
授课内容 授课时间
1.焊接工艺参数
2.焊接电源极性、电弧偏吹
3.平对接焊技能训练(一)
4.平对接焊技能训练(二)
5.平对接焊技能训练(三)
编写日期 指导教师 课题图样及技术要求、课日授课计划附后
时间 授课内容 方法
5′
40'
一、组织教学:
组织学生按时进入实习场地考勤。
强调安全文明生产。
布置实习任务,准备实习工具。
二、相关工艺知识:
(一)焊接工艺参数
1.焊接工艺参数:
焊接时为保证焊接质量而选定的各项参数的总称。
2.手工电弧焊的焊接工艺参数:
(1)焊条的选择
①. 焊条牌号的选择:
根据所焊钢材的化学成分、力学性能、工作环境等方面的要求,以及焊接结构承载的情况和弧焊设备的条件等综合考虑,选择合适的焊条牌号。
②. 焊条直径的选择:
a.焊件的厚度:大于5mm应选择、直径的焊条,反之,应选择、直径的焊条。
b.焊缝的位置:板厚相同的情况下,平焊焊缝选用的焊条直径比其他位置焊缝大一些,但一般不超过5mm,立焊一般使用、直径的焊条,仰焊、横焊时,选用的焊条直径不超过4mm。