热容型板条激光器3种介质的温度和应力分布比较
- 格式:pdf
- 大小:205.53 KB
- 文档页数:4

MARC2005pr3——温度场和应力场分析 1综述自然界中的热传导现象无处不在,无时不有。
几乎所有工程问题都在某种程度上与热有关,如焊接、铸造、各种冷加工、各种热加工过程、高温环境中的热辐射、通电线圈的发热等。
根据传热问题类型和便捷条件的不同,可将热传导相关问题根据与时间相关性、线性与非线性、耦合和非耦合的关系进行不同的分类。
1.与时间相关性分类与时间无关的稳态传热(STEADY STATE);与时间相关的瞬态传热(TRANSIENT);2.线性与非线性分类材料参数和边界条件不随温度变化的线性热传导;材料参数和边界条件对温度敏感的非线性传热(如相变潜热,辐射,强迫对流等);3.耦合与非耦合分类热传导非耦合分析(HEAT TRANSFER);温度场与变形相互作用的热-机耦合(COUPLED);温度场与流体运动相互作用的流-热耦合(FUILD-THERMAL);温度场、流场和结构位移场相互作用的流-热-固耦合(FLUID-THERMAL-SOLID);温度场与电场相互影响的焦耳生热(JOULE HEATING);热传导相关问题在定义上都是以上分类的组合,每个热传导换到相关问题都是上述三种分类方法的交集,比如说:耦合+非线性+瞬态,不同的问题是上述三种匪类的交叉组合。
(注意:以上只是粗略分类,有些问题属于上述分类之外)。
温度场问题设计以上诸多方方面面,由此可见,热传导分析所设涉及的内容是十分复杂的。
MARC软件作为一个处理高度非线性问题的通用有限元分析软件,提供了广泛的热传导分析功能,支持上述各类传热分析。
本章从热传导问题的基本方程和有限元分析的基本原理出发,着重介绍用MARC/Mentat分析各类传热问题的理论、流程、方法和技巧,并给出了一些应用算例。
2.热传导分析的有限元法2.1热传导问题的数学描述在一般的三维问题中,对于体积为V,表面积为Γ的连续介质,瞬态温度场场变量T 在直角坐标中应满足的微分方程(根据能量守恒定律建立)是:0i i q T Q c x tρ∂∂−+−=∂∂ (2-1) 其中T 为温度(单位:K),Q 为单位体积的热生成率(单位:W/ m3),是热流矢量的分量(单位:W/m2),i q ρ为单位体积的质量密度(单位:Kg/m3),c 是比热(单位:J/(Kg*K)),t 表示时间。
激光热处理技术是近些年来兴起的一种热处理技术,相比于传统热处理,其有着较多的优势。
在其他条件相同情况下,不同材料在激光加热中所引发的温度场分布是不相同的,其温度场分布与材料性质、加热温度、加热时间及相变等因素有关。
下面对这些因素对温度场分布的影响一一进行讨论。
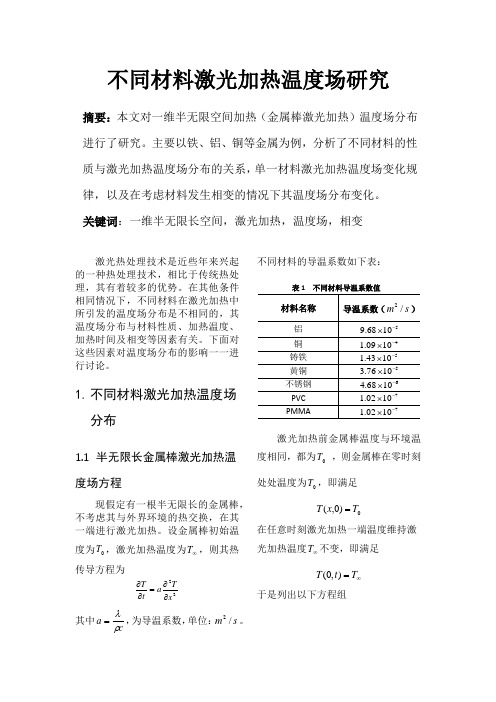
1. 不同材料激光加热温度场分布1.1 半无限长金属棒激光加热温度场方程现假定有一根半无限长的金属棒,不考虑其与外界环境的热交换,在其一端进行激光加热。
设金属棒初始温度为0T ,激光加热温度为∞T ,则其热传导方程为22x Ta t T ∂∂=∂∂其中ca ρλ=,为导温系数,单位:s m /2。
不同材料的导温系数如下表:激光加热前金属棒温度与环境温度相同,都为0T ,则金属棒在零时刻处处温度为0T ,即满足0)0,(T x T = 在任意时刻激光加热一端温度维持激光加热温度∞T 不变,即满足∞=T t T ),0(于是列出以下方程组不同材料激光加热温度场研究 表1 不同材料导温系数值 摘要:本文对一维半无限空间加热(金属棒激光加热)温度场分布进行了研究。
主要以铁、铝、铜等金属为例,分析了不同材料的性质与激光加热温度场分布的关系,单一材料激光加热温度场变化规律,以及在考虑材料发生相变的情况下其温度场分布变化。
关键词:一维半无限长空间,激光加热,温度场,相变()()⎪⎪⎩⎪⎪⎨⎧>>==∂∂=∂∂∞0,0,00,022t x T t T T x T x Ta tT由以上方程组解得)2()(),(00atx erfc T T T t x T -+=∞其中)(1)(z erf z erfc -=,⎰-=xd ex erf 022)(ηπη,为高斯误差函数。
1.2 不同材料温度场分布比较以铝、铜及铁为例,假定金属棒初始温度C T ︒=250,激光加热温度C T ︒=∞600。
对三种金属分别进行激光加热1min 和5min 后温度场分布曲线如下:观察以上曲线,无论是加热1min 还是5min ,铜的温度场分布曲线都在最上方,铝在中间,铁在最下方,同时考虑到Fe Al Cu a a a >>,说明对于不同金属,其导温系数越大,加热相同时间温度场也越高;而对于同一种金属,由曲线可知,越靠近激光加热端其温度越高,且随着距离的增大急剧减小。

激光多普勒应变测量技术对焊接材料应力分布的评估激光多普勒应变测量技术是一种非接触式的应变测量方法,可以用于评估焊接材料的应力分布。
焊接是一种常用的材料连接方法,但由于焊接过程中的热变形和冷却过程中的收缩,焊接接头会产生应力。
这些应力可能导致焊接接头的变形、裂纹和失效,因此对焊接材料的应力分布进行评估非常重要。
激光多普勒应变测量技术通过测量焊接接头表面的应变分布,可以得到焊接材料的应力分布情况。
该技术利用激光束对焊接接头进行扫描,通过测量激光束经过焊接接头表面时的频率变化,可以得到焊接接头表面的速度分布。
根据速度分布,可以计算出焊接接头表面的应变分布,进而得到焊接材料的应力分布。
激光多普勒应变测量技术具有许多优点。
首先,它是一种非接触式的测量方法,不需要在焊接接头表面放置传感器,避免了传感器对测量结果的干扰。
其次,激光多普勒应变测量技术具有高精度和高灵敏度,可以实时监测焊接接头的应变变化。
此外,该技术还可以对焊接接头进行全面的应变测量,包括表面应变和深层应变,从而更全面地评估焊接材料的应力分布情况。
在实际应用中,激光多普勒应变测量技术可以用于评估不同焊接参数对焊接材料应力分布的影响。
通过调整焊接参数,如焊接速度、焊接功率和焊接角度,可以改变焊接接头的热变形和冷却过程中的收缩情况,从而影响焊接接头的应力分布。
利用激光多普勒应变测量技术,可以实时监测焊接接头的应变变化,并对不同焊接参数下的应力分布进行比较和分析,为优化焊接参数提供依据。
除了评估焊接材料的应力分布,激光多普勒应变测量技术还可以用于检测焊接接头的缺陷。
在焊接过程中,由于焊接接头的热变形和冷却过程中的收缩,可能会导致焊接接头出现裂纹、夹杂物等缺陷。
利用激光多普勒应变测量技术,可以实时监测焊接接头表面的应变分布,从而检测出焊接接头的缺陷。
通过对缺陷位置和大小的分析,可以评估焊接接头的质量,并采取相应的措施进行修复或改进。
总之,激光多普勒应变测量技术是一种重要的方法,可以用于评估焊接材料的应力分布。