认同一致性分析(计数型)分解
- 格式:ppt
- 大小:1.80 MB
- 文档页数:23

计数型MSA的实施步骤概述计数型MSA(Measurement System Analysis)是一种用于评估和验证测量系统稳定性和准确性的方法。
它通常用于生产制造和质量控制过程中,以确保测量结果的可靠性和一致性。
本文档将介绍计数型MSA的实施步骤,并提供相关的指导。
步骤一:确定测量指标1.确定所需测量的关键参数或特征。
2.定义测量指标,例如数量、长度、宽度等。
步骤二:选择合适的样本量和采样方法1.根据实际需求,选择合适的样本容量。
样本容量应充分反映整个生产过程的变异情况。
2.根据测量目的和可行性,选择合适的采样方法,例如随机采样、时间间隔采样等。
步骤三:准备测量设备和环境1.确保测量设备符合精度和准确性要求,并进行校准。
2.创建适当的测量环境,例如控制温度、湿度和光照等。
步骤四:进行测量和数据收集1.进行测量操作,并记录每次测量结果。
2.建立数据收集系统,例如使用电子表格或专业软件进行数据记录和分析。
步骤五:计算测量系统的误差1.使用统计方法(例如均值、方差、极差等)计算每个测量值的误差。
2.分析数据,确定测量系统的稳定性和准确性。
步骤六:评估测量系统的能力1.进行测量系统的能力分析,例如计算重复性和再现性。
2.根据测量系统的能力评估结果,确定是否需要改进或调整测量系统。
步骤七:制定改进措施1.根据测量系统的能力评估结果,确定改进的方向和目标。
2.制定改进措施,并进行实施和监控。
步骤八:持续监控和维护测量系统1.建立定期监控和维护计划,以确保测量系统的稳定性和准确性。
2.定期对测量系统进行校准和验证。
结论计数型MSA是一种有效的方法,可以评估和验证测量系统的稳定性和准确性。
通过按照上述步骤实施计数型MSA,可以提高测量结果的可靠性和一致性,从而对生产制造过程的质量控制做出有效的贡献。

测量系统分析(MSA)测量系统可分为“计数型”及“计量型”测量系统两类。
测量后能够给出连续性的测量数值的为计量型测量系统;而只能定性地给出测量结果的为计数型测量系统。
“计量型”测量系统分析通常包括(Bias)、稳定性(Stability)、(Linearity)、以及重复性和再现性(Repeatability&Reproducibility,简称R&R)。
在测量系统分析的实际运作中可同时进行,亦可选项进行,根据具体使用情况确定。
测量:是指以确定实体或系统的量值大小为目标的一整套作业。
我们通常用分辨力、偏倚、稳定性、线性、重复性和再现性等评价测量系统的优劣,并用它们控制测量系统的偏倚和波动,以使测量获得的数据准确可靠。
有效测量的十原则:1.确定测量的目的及用途。
一个尤其重要的例子就是测量在质量改进中的应用。
在进行最终测量的同时,还必须包括用于诊断的过程间测量。
2.强调与顾客相关的测量,这里的顾客包括内部顾客与外部顾客。
3.聚集于有用的测量,而非易实现的测量。
当量化很困难时,利用替代的测量至少可以提供关于输出的部分理解。
4.在从计划到执行测量的全程中,提供各个层面上的参与。
那些不使用的测量最终会被忽略。
5.使测量尽量与其相关的活动同时执行,因为时效性对于诊断与决策是有益的。
6.不仅要提供当期指标,同时还要包括先行指标和滞后指标。
对现在及以前的测量固然必要,但先行指标有助于对未来的预测。
7.提前制订数据采集、存储、分析及展示的计划。
8.对数据记录、分析及展示的方法进行简化。
简单的检查表、数据编码、自动测量等都非常有用,图表展示的方法尤为有用。
9.测量的准确性、完整性与可用进行阶段评估。
其中,可用性包括相关性、可理解性、详细程度、可读性以及可解释性。
10.要认识到只通过测量是无法改进产品及过程。
基本概念:3.稳定性:测量系统保持其位置变差和宽度变差随时间恒定的能力。
4.偏倚:观测平均值(在重复条件下的测量)与一参考值之间的差值。


计数型GRR是什么
计数型GRR(Gauge Repeatability and Reproducibility for Attribute Data)是用于评估测量系统准确性的一种方法,特别是当测量数据是属性数据(非连续的,如合格/不合格)时。
与连续数据的GRR分析(通常用于测量物理量,如长度、重量等)不同,计数型GRR关注的是分类判断的一致性和准确性。
在计数型GRR中,重点在于评估以下两个方面:
1、重复性(Repeatability):这是指同一操作者使用相同的测量工具在重复条件下对同一样品进行多次测量时结果的一致性。
在计数型GRR中,这意味着检查一个操作者在重复判断同一样品时的一致性(例如,多次判断产品是否合格)。
2、再现性(Reproducibility):这是指不同操作者使用相同的测量工具和方法对同一样品进行测量时结果的一致性。
在计数型GRR中,这意味着检查不同操作者在对同一样品做出判断时的一致性(例如,不同人员判断同一产品的合格性)。
计数型GRR分析通常用于生产环境中,尤其是在质量控制过程中,当输出结果是基于分类判断(如合格/不合格,良品/次品)时。
它有助于识别和量化测量系统中的变异性,从而确保评估和控制过程的准确性和一致性。
通过计数型GRR分析,可以确定测量系统是否适合于其预定的用途,以及是否需要进一步的改进或校准。
1.目的保证公司有效展开测量系统分析(MSA工作,保证测量系统的可靠性,提高测量数据的质量,并为改进提供支持。
2.适用范围在控制计划中所要求的用于测量产品的特性与性能的测量系统。
3.引用文件《测量系统分析》第三版。
4.术语定义4.1.测量:赋值(或数)给具体事物以表示它们之间关于特定特性的关系。
4.2.量具:任何用来获得测量结果的装置,经常用来特指用在车间的装置,包括用来测量合格/不合格的装置.4.3.测量系统:用来对被测特性赋值的操作、程序、量具、设备、软件以及操作人员的集合,用来获得测量结果的整个过程.4.4.稳定性:是测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量值总变差. 偏倚:是测量结果的观测平均值与基准值的差值.4.5.线性:是在量具预期的工作范围内,偏倚值的差值.4.6.重复性(EV :是由一个检验员,采用一种测量仪器,多次测量同一零件的同一特性时获得的测量值变差.4.7.再现性(M):是由不同的检验员,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的变差.4.8.零件变差(PV :不同零件之间的变差,零件在多人多次同一个量具测量出的平均值的变差。
4.9.总变差(TV :测量值与真值(基准值)之间的总变差。
4.10.检具能力:由检测设备的测量不确定度与检验特性的公差的比例关系确定.5.职责5.1.质量部负责并组织研发、生产等测量系统涉及人员实施测量系统分析5.2.新产品开发APQP组成员评价测量系统的可接收性,并对存在的问题采取纠正措施,根据测量, 在检验基准书上配置合适的量检具6.工作程序6.1.测量系统的分类6.1.1质量部组织确认测量系统类型,类型包括计量型测量系统、计数型测量系统、复杂测量系统、量化过度测量系统。
6.1.2质量部组织确认需要研究的范围计量型测量系统研究稳定性、偏倚、线性、重复性和再现性。
计数型测量系统研究检验员自身一致性、检验员之间一致性、检验员与标准之间一致性复杂测量系统研究稳定性和变异性6.2.计量型测量系统分析6.2.1仪器和人员的选择测量仪器必须是经过检定或校准合格,测量仪器分辨率的第一准则是能够分辨过程变差的10% 基于对整个测量系统的评价,从日常操作该仪器的人中挑选测量人。
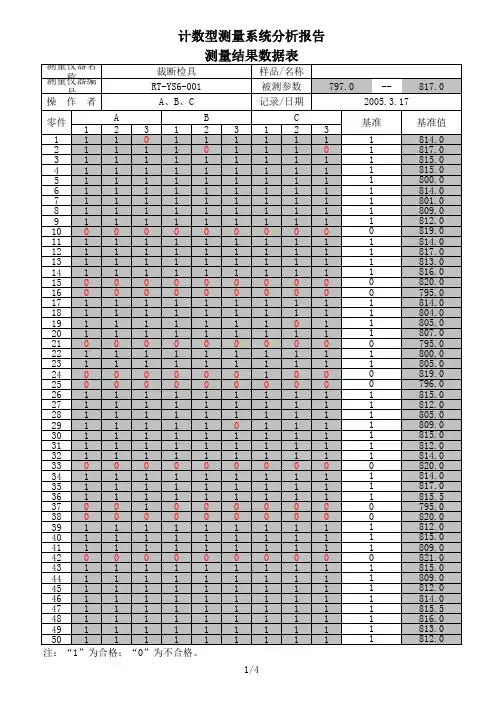
计数型测量系统分析(MSA)计数型测量系统的最大特征是其测量值是一组有限的分类数,如合格、不合格、优、良、中、差、极差,等等。
当过程输出特性为计数型数据时,测量系统的分析方法会有所不同,一般可以从一致性比率和卡帕值两个方面着手考虑计数型测量系统分析。
一致性比率是度量测量结果一致性最常用的一个统计量,计算公式可以统一地概括为:一致性比率=一致的次数/测量的总次数根据侧重点和比较对象的不同,又可以分为4大类。
K(希腊字母,读音kappa,中文为卡帕)是另一个度量测量结果一致程度的统计量,只用于两个变量具有相同的分级数和分级值的情况。
它的计算公式可以统一的概括为:以上公式中,P0为实际一致的比率;Pe为期望一致的比率。
K在计算上有两种方法:Cohen的k和Flei的k。
K的可能取值范围是从-1到1,当k为1时,表示两者完全一致;k为0时,表示一致程度不比偶然猜测好;当k为-1时,表示两者截然相反,判断完全不一致。
通常,k为负值的情况很少出现,下表归纳了常规情况下k的判断标准。
在计数型测量系统中研究一个测量员重复两次测量结果之间的一致性,一个测量员的测量结果与标准结果之间的一致性,或者两个测量员的测量结果之间的一致性时,都可以使用k。
对于测量系统的分析,用户最终要得出测量系统是否合格的结论。
如果可以认定测量系统合格,测量系统分析工作可以结束。
但如果测量系统不合格,则要进一步分析,查找出问题,并迅速解决问题。
本文主要介绍的是特殊的但是在某些行业非常适用的计数型测量系统分析方法,这将帮助企业相关人员更全面深入的理解测量系统分析(MSA)。